

- PÁGINA PRINCIPAL >
- PRODUCTOS >
- Técnica Destacada >
- Vol.30: Una nueva función para el sistema de soldadura robótica ARCMAN™: detección de brechas en la raíz por sensor láser
Técnica Destacada Vol.30
Vol.30: Una nueva función para el sistema de soldadura robótica ARCMAN™: detección de brechas en la raíz por sensor láser

1.Introducción
Los sistemas de soldadura robótica ARCMAN™ de KOBE STEEL son utilizados por muchos clientes en el área de construcción de edificios y maquinaria de construcción, que fabrican aceros estructurales con espesores de placa de medio a grueso como se muestra en las Figuras 1 y 2. Una de las ventajas de los sistemas robóticos es aumentar la eficiencia de la producción. Sin embargo, para lograr esto en la soldadura, es esencial acortar el tiempo de proceso manteniendo la calidad de la soldadura. Un robot simplemente realiza lo que un operador le enseña; sin embargo, dependiendo de la precisión de las piezas de trabajo y / o ranuras, pueden haber casos en los que un robot no pueda realizar una soldadura precisa bajo las condiciones establecidas. Pueden producirse defectos de soldadura debido a que las estructuras grandes emplean placas de grosor medio y grueso y éstas pueden generar distorsiones y / o errores de ensamblaje. Como resultado, se requiere una reparación en la etapa posterior al proceso, y la eficiencia general de la producción disminuye. Durante el proceso, los soldadores están atentos a la forma de la pieza de trabajo y / o la brecha en la raíz y como consecuencia adecuan la soldadura. Para llevar a cabo una soldadura de alta calidad con un robot, es necesario, al parecer, que se le proporcione ojos al robot.

Figura 1: Sistema de soldadura robótica ARCMAN™
de gran ensamblaje de acero estructural a “2-arcos”

Figura 2: Sistema de soldadura robotizada ARCMAN™
para brazo de maquinaria de construcción
Actualmente, la detección por contacto ofrece la alternativa de adaptar en la práctica un robot con ojos. Esto permite detectar la posición de la pieza de trabajo utilizando voltaje aplicado a un cable de soldadura que cambia una vez que el cable toca la pieza de trabajo. Sin embargo, se sabe que la detección por contacto tiene puntos débiles como la precisión, la incapacidad de funcionar con ciertas formas de surco y los movimientos de detección que toman más tiempo de lo planeado. Para superar estas debilidades, KOBE STEEL ha desarrollado un nuevo sistema basado en la detección de brechas en la raíz utilizando el exclusivo Controlador tipo CB de la compañía y un sensor láser. En este artículo, se analizarán las características y el uso en situaciones reales de la función de detección láser.
2.Descripción general del sensor láser
2-1. Ventajas del sensor láser
Existen tres ventajas cuando se aplica un sensor láser en el sistema de soldadura robótica.
① Amplia gama de articulaciones
Como se muestra en la Figura 3, la detección de la brecha en la raíz se ha aplicado no solo a los surcos convencionales en forma de V y de un solo bisel, sino también a la ranura acampanada y la unión T que no se pudieron cubrir con el método de detección por contacto.
② Medición altamente precisa
Debido a que el poder máximo de resolución del láser es de 0.1 mm o menos, es posible una medición altamente precisa, dependiendo de la condición de la medición y la pieza de trabajo.
③ Reducción de tiempo en el ciclo
Debido a que la acción de irradiar contra una ranura y medir la brecha en la raíz con el rayo láser lineal solo precisa de una sola pasada, el tiempo del ciclo de detección se acorta. Por el contrario, el método de detección por contacto como se muestra en la Figura 4, requiere operaciones repetidas para detectar la pieza de trabajo y medir la brecha en la raíz.
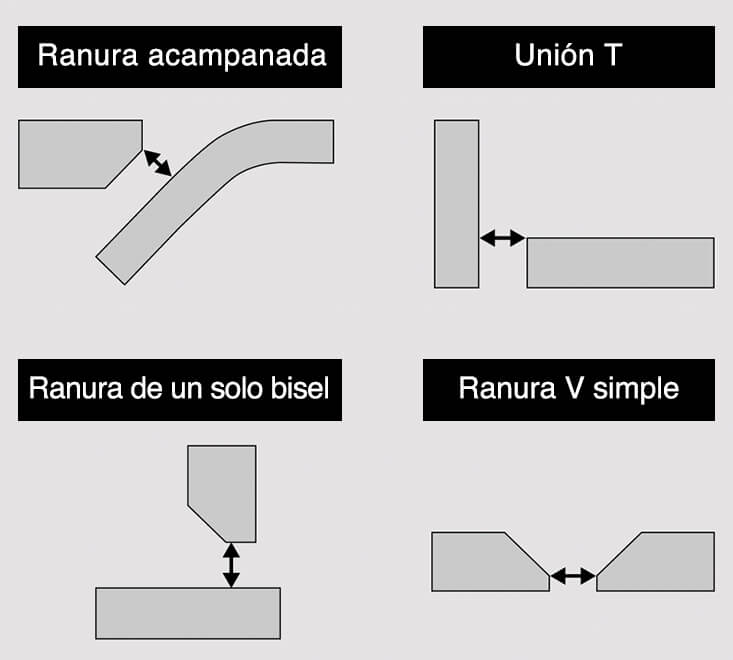
Figura 3: Formas de ranura en las que se aplica la
detección por sensor láser
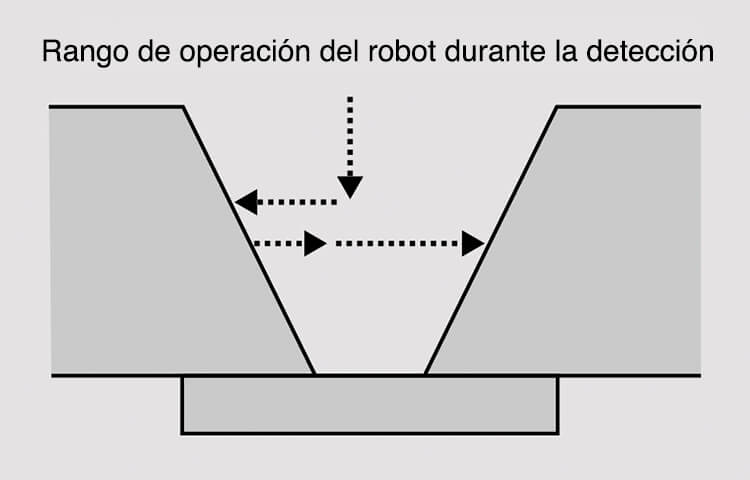
Figura 4: Medición de la brechas dela raíz mediante el
método de detección táctil
El rango de operación del robot varía, dependiendo de la medición y las condiciones de la pieza de trabajo.
2-2. Desventajas asociadas a la detección láser
A pesar de las ventajas de aplicar el sensor láser al sistema de soldadura robótica, algunos eventos problemáticos han frenado la adopción de los sistemas de detección láser.
① Menor porcentaje de operación
Debido a que el sensor láser debe colocarse cerca de la antorcha de soldadura para que éste pueda montarse adicionalmente en los sistemas de soldadura, la proporción de operación del robot puede disminuir debido a la posible interferencia del sensor láser con las piezas de trabajo.
② Necesidad de medidas de seguridad
La instalación y el uso de equipos láser requieren medidas de seguridad particulares de acuerdo con los estándares de la clasificación del láser, debido a la necesidad de proteger el cuerpo de los seres humanos contra la exposición dañina a los rayos láser.
③ Influencia de la condición de la pieza de trabajo
Como la medición se realiza reflejando el rayo láser contra una pieza de trabajo, la condición de la superficie de la pieza de trabajo y / o cualquier imperfección pueden tener una gran influencia en los resultados.
2-3. Una solución a las desventajas de la detección láser

Figura 5: El sensor láser SFK350 a medida
Para resolver los problemas mencionados anteriormente, KOBE STEEL se ha asociado con SERVO-ROBOT INC para ofrecer el sensor láser SFK350, hecho a medida y especialmente diseñado para los sistemas de soldadura robótica ARCMAN™. A continuación se analiza cómo el SFK350 (ver Figura 5) mejora la productividad de los sensores láser.
① El cuerpo delgado del SFK350 permite su uso en espacios reducidos.
La Tabla 1 compara el tamaño del SFK350 hecho a medida con el del sensor láser convencional. Se ve claramente que el SFK350 ha reducido su tamaño aproximadamente un 50% y peso cerca de un 10%; por lo tanto, esto modera la disminución del porcentaje de operación.
| SFK350 | Sensor láser convencional |
|
|---|---|---|
| Volumen cúbico (cm3) | 368 | 749 |
| Peso(g) | 600 | 670 |
② La clasificación del láser es menos restrictiva
De acuerdo con la seguridad de los productos láser (JIS C 6802: 2018), el sensor convencional está clasificado como Láser Clase 3B y requiere el aislamiento del entorno operativo; sin embargo, el SFK350 hecho a medida se clasifica como Laser de tipo 2M, lo que permite que el sistema se aplique más ampliamente.
La Tabla 2 muestra un resumen de los peligros y medidas preventivas contra daños causados por el rayo láser, proporcionado por el Jefe de la Oficina de Normas del Ministerio de Salud, Trabajo y Bienestar (Japón) como referencia.
| Tipo 2M | Tipo 3B | |
|---|---|---|
| Equipo de protección: ・Gafas de seguridad ・Ropa de trabajo con poca exposición de piel |
No requerido | Requerido |
| Aislamiento periférico | No requerido | Requerido |
| Área controlada designada para uso de láser | No requerido | Requerido |
| Funcionario designado para la seguridad del láser | No requerido | Requerido |
Debido a que el sensor láser convencional tiene un haz láser de salida fuerte, está clasificado como láser Tipo 3B, y se requiere una serie de medidas de prevención de riesgos. Además del aislamiento periférico, es necesario usar equipo de protección y establecer un área controlada designada para el uso del láser, así como un funcionario para la seguridad del láser.
Las especificaciones de SFK350 se enumeran en la Tabla 3. Un sensor láser con la función de búsqueda de costuras para detectar brechas en la raíz, está encapsulado en una carcasa resistente que puede tolerar cualquier entorno de soldadura. Además, el algoritmo que mide las piezas de trabajo fabricadas a partir de placas de acero de grosor medio a grueso, por las que KOBE STEEL es conocido, está programado en cada configuración de ranura.
| SFK350 | |
|---|---|
| Clasificación láser | Tipo 2M |
| Tipo de medición | Identificador de costuras |
| Dimensión (ancho x alto x profundidad) | 63mm x 139mm x 42mm |
| Profundidad de campo | 350mm |
| Separador | 200mm |
| Plano cercano (Campo de visión) | 39mm |
| Plano lejano (Campo de visión) | 111mm |
| Resolución lateral | 0,07mm (@350mm) |
| Resolución de profundidad | 0.48mm (@350mm) |
③ Reducción de la influencia en la condición de la superficie de la pieza
En la detección por láser, el escaneo se realiza para reducir la influencia de la condición de la superficie de la pieza de trabajo. Las adherencias del humo de la soldadura o la salpicadura a la superficie de la pieza de trabajo o el interior de la ranura, o incluso las marcas o rayaduras que quedan del proceso o del ensamblaje, pueden cambiar el forma aparente de la ranura en un punto en particular, lo que resulta en mediciones incorrectas cuando el sensor láser mide solo un punto.
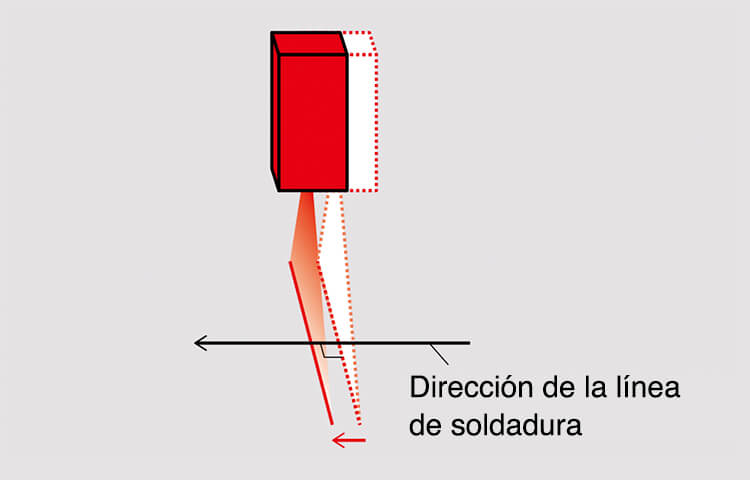
Figura 6: Operación de escaneo del sensor láser
Por estas razones (como se muestra en la Figura 6), el sensor láser primero escanea una cierta distancia a lo largo de la dirección de la línea de soldadura para obtener datos de medición, que luego se promedian, reduciendo así la posibilidad de usar mediciones incorrectas.
2-4. Comparación de la detección láser con la detección táctil
La Tabla 4 muestra una comparación entre la detección láser y la detección táctil. Debido a que ambos métodos de detección tienen ventajas y desventajas, es necesario determinar primero si el uso del sensor láser es aplicable a una pieza de trabajo objetivo particular.
| Detección láser | Detección táctil | |
|---|---|---|
| Unión aplicable | Muchos | Pocos |
| Poder de resolución | 0.1 mm o menos | Aproximadamente 0.5 mm |
| Tiempo de detección | Aproximadamente 1 seg. (tiempo de escaneo) | Aproximadamente 10 segundos (tiempo de detección) |
| Influencia en el porcentaje de operación | Sí | No |
| Influencia de la condición de la superficie. | Influenciado por la reflexión | Influenciado por partes no conductoras |
| Influencia de perturbaciones | Luz solar directa Luz de arco | No |
| Precisión (es decir, diferencia en tamaños y condiciones de procesamiento entre la pieza de trabajo y el dibujo) | Es necesario para agregar los tamaños y la medición de la pieza de trabajo según las condiciones de procesamiento. | Se puede aplicar la misma configuración incluso si hay algún grado de dispersión. |
| Costo | Alto | Bajo |
Nota: el texto azul indica las ventajas.
3.Componentes del sistema
El sistema de detección láser está compuesto por un sensor láser, el robot ARCMAN™ y el controlador CB, que se muestran en la Figura 7.
Cuando se lleva a cabo la detección láser, la información de la ranura en la pieza de trabajo objetivo se envía desde el controlador CB al sensor láser, y luego la detección se realiza mediante un algoritmo basado en la información de la ranura. El controlador CB adquiere los resultados medidos por el sensor láser, como la distancia hasta el centro de la ranura, la brecha en la raíz (o ancho de la grieta) y otras características de la ranura objetivo. La información acumulada se muestra como resultados de detección láser en la pantalla de la consola como se ve en la Figura 8.
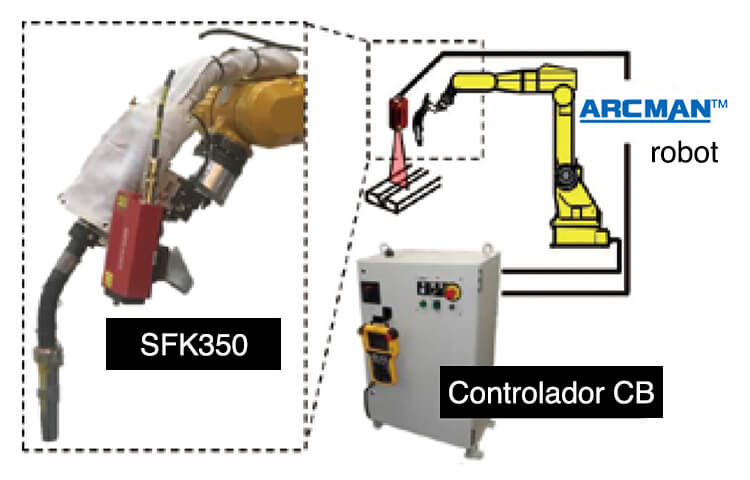
Figura 7: Componentes del sistema de detección láser
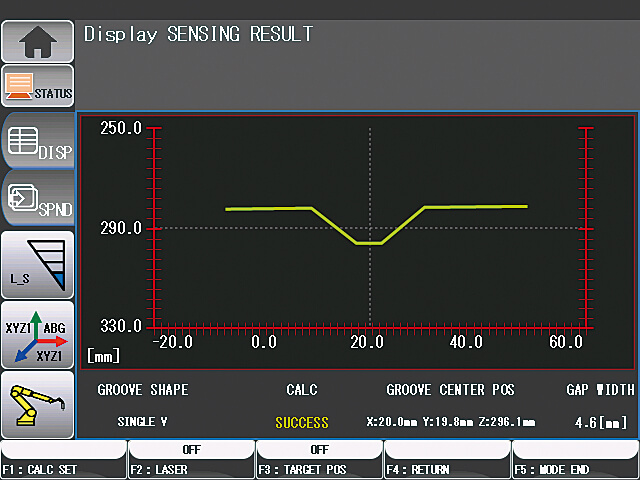
Figura 8: Pantalla de visualización de resultados de
detección láser
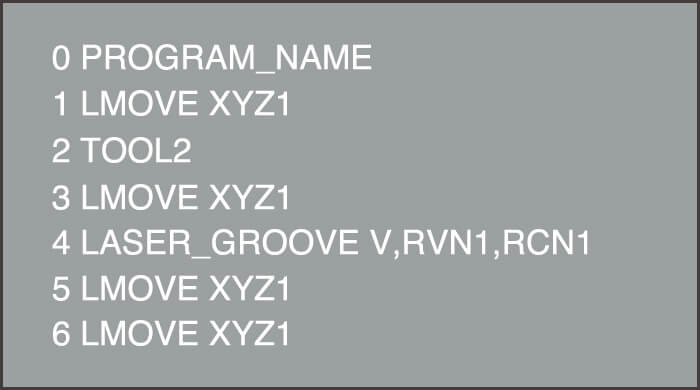
Figura 9: Consola de detección láser
La programación de la consola se lleva a cabo utilizando el comando programado exclusivamente para la detección con láser (consulte la Figura 9). Cabe señalar que la detección láser se compone de tres tratamientos (o funciones): radiación láser, medición y adquisición de resultados. Aunque es posible usar más de un comando en combinación con el comando versátil para cada función, también es posible llevar a cabo la detección láser ejecutando el comando programado exclusivamente.
El contenido detallado se divide en tres puntos de la siguiente manera:
① Configuración de ranura o número de algoritmo para medir
② Ubicación de almacenamiento de la cantidad de corrección medida por el sensor láser
③ Ubicación del almacenamiento de la brecha en la raíz medida por el sensor láser
La función de detección de brechas en la raíz en combinación con la medición de la brecha en la raíz y las funciones robóticas permiten soldar bajo condiciones adecuadas a la brecha en la raíz medida. Los detalles de la consola se brindan en el manual de operación de detección láser del SFK350.
4.Contribución a una soldadura de mayor calidad
Una contribución importante a la soldadura de alta calidad es la función de detección de brechas, que se ajusta automáticamente a las condiciones de soldadura de acuerdo con los resultados medidos de las brechas en la raíz que varían su tamaño en la ranura. Los cambios en la brecha en la raíz deben medirse antes de soldar una pieza de trabajo.
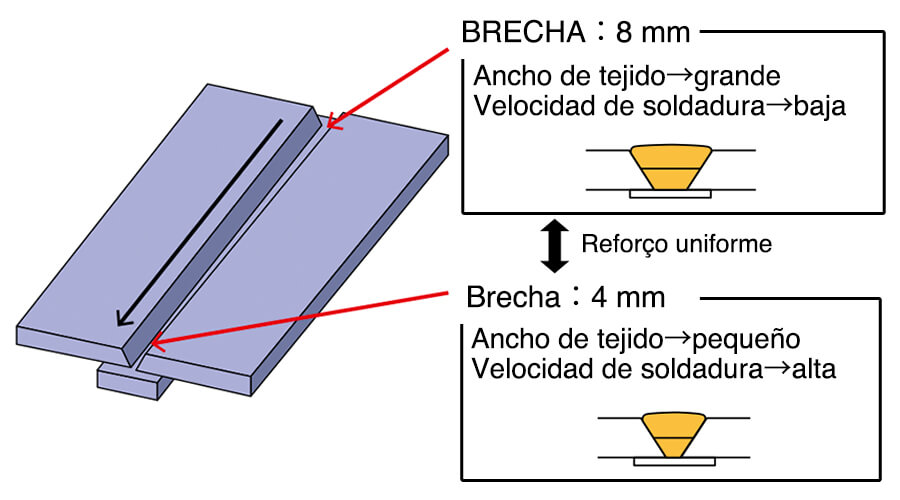
Figura 10: Función de detección de la brecha en la raíz
La Figura 10 muestra una brecha en la raíz con una forma cónica en una ranura que cambia de 8 mm a 4 mm. En este caso, la consola se programaría a una brecha en la raíz de 4 mm.
Aunque la brecha en la raíz en la pieza de trabajo real difiere del de la pieza de trabajo de la consola, el ancho del tejido y la velocidad de soldadura se ajustan automáticamente para proporcionar un refuerzo uniforme del cordón.
5.Epílogo
Este informe analizó la función de detección de brechas en la raíz con sensor láser que permite que los sistemas de soldadura robótica realicen soldaduras de mayor calidad. Específicamente, el artículo examinó algunas de las diferencias entre la detección láser y la detección táctil, y sus respectivas características y discutió ejemplos de aplicación real.
Como base para desarrollar esta función, se agregan las siguientes dos funciones:
① Comando programado exclusivamente para detección láser
② Pantalla para mostrar resultados de detección
Estas funciones facilitan el funcionamiento de los sistemas de soldadura robótica ARCMAN™ que tienen instalado un sensor láser.
KOBE STEEL continuará desarrollando dichos productos para que todos nuestros clientes experimenten una satisfacción completa con la soldadura por robot.
1. JIS C 6802: 2018, Seguridad de los Productos Láser;
Estándar Industrial Japonés (Febrero, 2005)
2. Notificación del Jefe de la Oficina de Normas del Ministerio de Salud, Trabajo y Bienestar, No. 0325002 (25 de marzo de 2005)
3. Manual de operación de la función de detección láser (para SFK350) Capítulo 2, columna 1: Método de enseñanza de la brecha en la raíz Comando de detección, KOBE STEEL, LTD.
PRODUCTOS
- Productos Principales
- Consumibles de Soldadura
- Robots de soldadura de arco
- Segmentos Industriales - Materiales Recomendados
- Manual de soldadura Vista rápida
- Vista rápida del producto e ítems destacados
- para acero resistente al calor
- para acero inoxidable
- de baja temperatura
- Características principales del producto
- Catálogos
- Técnica Destacada
- Certificación
- SDS ※English Only
- ARCMAN
- Robot de Soldadura
- Software




