

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- Como a temperatura de “Interpass” afecta a qualidade das soldas >
O ABC da soldadura por arco
Como a temperatura de “Interpass” afecta a qualidade das soldas
A soldadura automática e robótica tem tendência para causar temperaturas de “Interpass” mais altas. A temperatura de “Interpass” em uma solda múltipla representa a temperatura da solda entre os passes de solda. Os objetivos do controle da temperatura de “Interpass” são os seguintes:
(1) Minimizar o risco de fissuração por hidrogênio para o aço carbono, aço carbono-manganês e aço ferrítico, em que a temperatura mínima de “Interpass” é especificada para ser a mesma que a temperatura mínima de pré-aquecimento
(2) Impedir a deterioração das propriedades mecânicas para o aço carbono, aço carbono-manganês e aço ferrítico, em que a temperatura máxima de “Interpass” é especificada.
(3) Minimizar o risco de solidificação ou de fissuração por liquação para o aço inoxidável austenítico, o níquel e as ligas de níquel, o alumínio e as ligas de alumínio, em que a temperatura máxima de “Interpass” é especificada.
(4) Manter uma boa capacidade de retenção de humidade da poça de fusão no metal de base para o cobre e as ligas de cobre, em que a temperatura mínima de “Interpass” é especificada para ser a mesma que a temperatura mínima de pré-aquecimento.
O uso da alta temperatura de pré-aquecimento levanta os custos de soldadura devido ao aumento do uso de energia para aquecer a peça de trabalho, assim os operadores podem minimizar este uso usando materiais de soldadura avançados que caracterizam uma maior capacidade de soldadura.
Em contraste com isto, a temperatura de “Interpass” tem tendência a para ser levantada, a fim de encher os sulcos de soldadura, o mais rápido possível, para a melhor eficiência de soldadura, assim para uma diminuição dos custos de soldadura. Por outro lado, as propriedades mecânicas (quanto aos aços ferríticos) e a resistibilidade à fissuração (quanto aos aços austeníticos) deterioram-se com altas temperaturas de “Interpass” e, por sua vez, reduz as taxas de esfriamento. Por esta razão, uma temperatura máxima de “Interpass” transforma-se frequentemente em um problema.
A Figura 1 mostra os resultados de teste de metais de solda GMAW de Classe 490 MPa usando os fios sólidos com propriedades mecânicas, como função de temperatura de “Interpass” (Fonte de dados: Engenharia de Construção de Aço, Vol. 7, No. 26, Junho de 2000). É óbvia, como mostra esta figura, que a resistência à tracção, a tensão de ruptura de 0,2%, e a energia de impacto dos metais de solda diminuem com as altas temperaturas de “Interpass”.
Conseqüentemente, a temperatura de “Interpass” deve ser limitada para assegurar as propriedades mecânicas exigidas. A figura sugere que uma temperatura máxima de “Interpass” seja 250°C para assegurar 490 MPa de resistência à tracção.
As temperaturas máximas de “Interpass” de 150°C para o aço inoxidável austenítico e as ligas de base de níquel, e 70°C para as ligas de alumínio são exigidos geralmente para impedir a fissuração a quente.
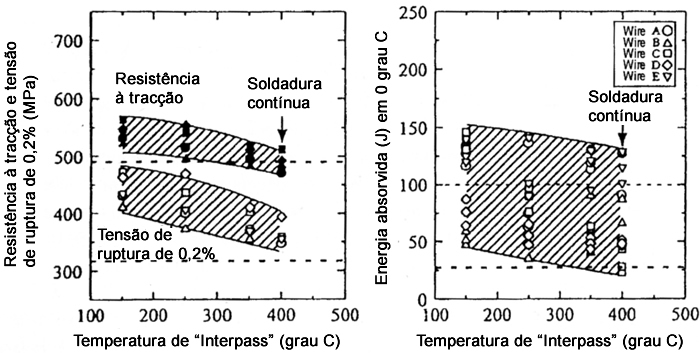
Figura 1. Efeitos da temperatura de “Interpass” nas propriedades mecânicas de metais de solda GMAW de Classe 490 MPa usando cinco tipos diferentes de fios sólidos de JIS YGW11 (Entrada de calor: 40 kJ/cm)
CENTRO DE EDUCAÇÃO




