

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Segmentos Indústria - Materiais Recomendados >
Segmentos Indústria - Materiais Recomendados
- Vasos de Pressão
- Estruturas no mar
próximas à costa - Tanques de
Armazenamento de GNL - Construção Naval
- Automóveis
- Pontes
- Estruturas de
Edifícios
Vasos de Pressão

Aço resistente ao calor, que inclui crômio (Cr) e molibdênio (Mo), é usado para garantir resistência e dureza nos vasos de pressão usados na síntese de vários produtos químicos em ambiente de altas temperatura e pressão, assim como na geração de energia e outros processos. Nos materiais de soldagem, também é requerida a mesma composição, assim, temos desenvolvido vários materiais que satisfazem tanto as características de cada material siderúrgico como a sua demanda.
Materiais de Consumo para Soldagem de Vasos de Pressão
| Tipo de aço | Método de Soldagem |
Materiais de Consumo de Soldagem |
ASME/AWS | Polaridade | Diâmetro (mmø) do tamanho (malha) do fluxo de grãos |
|---|---|---|---|---|---|
| 1.25Cr-0.5Mo steel ASTM A387 Gr.11 Cl.1 & Cl.2 |
SAW (Flux/Wire) |
PF-200/US-511N | SFA/A 5.23 F8P2-EG-B2 |
AC | Flux:10×48 3.2, 4.0 |
| SMAW | CM-A96MB | SFA/A 5.5 E8016-B2 |
AC | 2.6, 3.2 4.0, 5.0 |
|
| GTAW | TG-S1CM | SFA/A 5.28 ER80S-G |
DCEN | 1.2, 1.6 2.0, 2.4 |
|
| 2.25Cr-1Mo steel ASTM A387 Gr.22 Cl.1 & Cl.2 |
SAW (Flux/Wire) |
PF-200/US-521S | SFA/A 5.23 F9P2-EG-B3 |
AC | Flux:10×48 3.2, 4.0 |
| SMAW | CM-A106N | SFA/A 5.5 E9016-B3 |
AC | 2.6, 3.2 4.0, 5.0 |
|
| GTAW | TG-S2CM | SFA/A 5.28 ER90S-G |
DCEN | 1.2, 1.6 2.0, 2.4 |
|
| 2.25Cr-1Mo-V steel ASTM A387 Gr_22V |
SAW (Flux/Wire) |
PF-500/US-521H | SFA/A 5.23 F9P2-EG-G | AC | Flux:10×48 3.2, 4.0 |
| SMAW | CM-A106H | SFA/A 5.5 E9016-G | AC | 3.2, 4.0 5.0 |
|
| GTAW | TG-S2CMH | SFA/A 5.28 ER90S-G | DCEN | 1.2, 1.6 2.0, 2.4 |
| Materiais de consumo para soldagem | C | Si | Mn | P | S | Cr | Mo | Nb | V |
|---|---|---|---|---|---|---|---|---|---|
| PF-200/US-511N | 0.09 | 0.10 | 0.74 | 0.006 | 0.005 | 1.43 | 0.54 | ― | ― |
| CM-A96MB | 0.06 | 0.51 | 0.74 | 0.007 | 0.003 | 1.30 | 0.54 | ― | ― |
| TG-S1CM | 0.06 | 0.45 | 0.98 | 0.007 | 0.006 | 1.22 | 0.54 | ― | ― |
| PF-200/US-521S | 0.11 | 0.10 | 0.85 | 0.006 | 0.005 | 2.34 | 1.04 | ― | ― |
| CM-A106N | 0.11 | 0.33 | 0.81 | 0.005 | 0.002 | 2.28 | 0.98 | ― | ― |
| TG-S2CM | 0.09 | 0.32 | 0.71 | 0.007 | 0.006 | 2.26 | 1.04 | ― | ― |
| PF-500/US-521H | 0.08 | 0.13 | 1.16 | 0.004 | 0.004 | 2.53 | 1.03 | 0.015 | 0.35 |
| CM-A106H | 0.08 | 0.31 | 1.18 | 0.004 | 0.002 | 2.42 | 1.01 | 0.017 | 0.29 |
| TG-S2CMH | 0.10 | 0.14 | 0.42 | 0.005 | 0.006 | 2.30 | 1.04 | 0.034 | 0.28 |
| Materiais de consumo para soldagem | PWHT | 0.2%Y.S. MPa |
T.S. MPa |
El. % |
vE J |
|---|---|---|---|---|---|
| PF-200/US-511N | 690 ℃×4hr | 480 | 605 | 29 | 120(-18℃) |
| CM-A96MB | 690 ℃×1hr | 490 | 590 | 30 | 180(-18℃) |
| TG-S1CM | 690 ℃×1hr | 540 | 630 | 28 | 270(0℃) |
| PF-200/US-521S | 690 ℃×8hr | 470 | 610 | 27 | 150(-29℃) |
| CM-A106N | 690 ℃×8hr | 510 | 650 | 28 | 125(-40℃) |
| TG-S2CM | 690 ℃×1hr | 610 | 720 | 28 | 250(0℃) |
| PF-500/US-521H | 705 ℃×7hr | 620 | 710 | 26 | 120(-18℃) |
| CM-A106H | 705 ℃×7hr | 610 | 710 | 23 | 150(-18℃) |
| TG-S2CMH | 705℃×7hr | 623 | 718 | 22 | 240(-18℃) |
Clique aqui para os detalhes desses produtos (somente inglês).
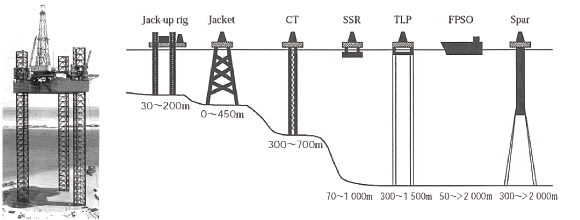
Estruturas no mar próximas à costa


Várias estruturas próximas à costa litorânea são construídas em campos de óleo submarinos de forma a se ajustarem ao ambiente e a profundidade do desenvolvimento. Força e dureza ajustadas ao meio ambiente do oceano são necessárias e uma alta resistência e uma excelente dureza a baixa temperatura são importantes para o aço das estruturas e aos materiais usados na soldagem.
Tipos de estruturas no mar e profundidade da água de trabalho
Materiais de Consumo de Soldagem para Estruturas no Mar Próximas à Costa
| Resistência à tração (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistência à tensão de escoamento (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energia absorvida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura em operação (℃) |
-20 | LB-52 (AC/DCEP) [AW/SR] LB-52A (AC/DCEP) [AW/SR] LB-52-18 (AC/DCEP) [AW] |
LB-57 (AC/DCEP) [AW/SR※] |
LB-62UL (AC/DCEP) [AW/SR] LB-62 (AC/DCEP) [AW/SR] LB-62U (AC/DCEP) [AW/SR] |
LB-106 (AC/DCEP) [AW] |
LB-116 (AC/DCEP) [AW] LB-80UL (AC) [AW] |
|
| -40 | LB-7018-1 (DCEP) [AW] LB-52U (AC/DCEP) [AW/SR※] |
NB-1SJ (AC/DCEP) [AW/SR] LB-52NS (AC) [AW] |
NB-1SJ (AC) [AW/SR] LB-62L (AC/DCEP) [AW/SR] |
LB-62L (AC) [AW/SR] LB-65L (DCEP) [AW/SR] LB-67L (DCEP) [AW/SR] |
LB-70L (DCEP) [AW] |
LB-88LT (AC) [AW] LB-80L (DCEP) [AW] |
|
| -60 | NB-1SJ (AC/DCEP) [AW/SR] LB-52NS (AC/DCEP) [AW/SR] |
LB-Y75 (AC) [AW] |
|||||
※ SR:Somente CA
| Resistência à tração (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistência à tensão de escoamento (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energia absorvida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura em operação (℃) |
-20 | MF-38/US-49A (AC) [AW/SR] |
MF-38/ US-40 (AC) [AW] |
PF-H80AK/ US-255 (AC) [AW] PF-H80AS/ US-255 (DCEP) [AW] |
PF-H80AS/ US-80LT (DCEP) [AW] PF-H80AK/ US-80LT (AC) [AW] |
||
| -40 | PF-H55AS/ US-36J (DCEP) [AW/SR] PF-H55LT/ US-36 (DCEP) [AW/SR] |
PF-H55S/US-49A (AC) [AW/SR] |
PF-H55S/US-49A (AC) [AW/SR] PF-H80AK/US-56B (DCEP) [AW] |
PF-H55S/ US-40 (AC) [AW] PF-H80AK/ US-56B (AC/DCEP) [AW] |
|||
| -60 | PF-H55AS/US-36J (DCEP) [AW] PF-H55LT/US-36 (AC) [AW] PF-H55LT/US-36J (AC) [AW/SR] |
PF-H55LT/US-36J (AC) [AW] |
PF-H80AK/ US-56B (AC) [AW/SR] PF-H55S/ US-2N (AC) [AW/SR] PF-H62AS/ US-2N (DCEP) [AW] |
PF-H80AK/ US-255 (AC) [AW] |
|||
| Resistência à tração (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistência à tensão de escoamento (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energia absorvida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura em operação (℃) |
-20 | DW-50 (100%CO2) [AW] DW-A50 (Ar+20%CO2) [AW] MG-S50 (Ar+20%CO2) [AW/SR] |
DW-55L (100%CO2) [AW] MG-T1NS (Ar+20%CO2) [AW] DW-A81Ni1 (Ar+20%CO2) [AW] DW-A62LSR (Ar+20%CO2) [AW/SR] |
DW-A65L (Ar+20%CO2) [AW] MG-T1NS (Ar+20%CO2) [AW] |
MG-S70 (Ar+20%CO2) [AW] |
MG-S80 (Ar+20%CO2) [AW] |
|
| -30 | DW-55E (100%CO2) [AW] DW-A55E (Ar+20%CO2) [AW] DW-A55ESR (Ar+20%CO2) [AW/SR] |
||||||
| -40 | DW-67E (CO2) [AW] |
DW-A80L (Ar+20%CO2) [AW] |
|||||
| -50 | DW-50LSR (100%CO2) [AW/SR] |
DW-55LSR (100%CO2) [AW/SR] DW-A55L (Ar+20%CO2) [AW] DW-A55LSR (Ar+20%CO2) [AW/SR] MG-S50LT (Ar+20%CO2) [AW] MX-A55T (Ar+20%CO2) [AW] |
DW-A81Ni1 (Ar+20%CO2) [AW] |
DW-62L (100%CO2) [AW] DW-A62L (Ar+20%CO2) [AW] DW-S62L (Ar+20%CO2) [AW] DW-A62LSR (Ar+20%CO2) [AW] |
- | MG-S88A (Ar+20%CO2) [AW] MX-A80L (Ar+20%CO2) [AW] |
|
| -60 | DW-55L (100%CO2) [AW] DW-A55L (Ar+20%CO2) [AW] MG-S50LT (Ar+20%CO2) [AW/SR] MX-A55T (Ar+20%CO2) [AW] |
DW-55LSR (100%CO2) [AW] DW-A55L (Ar+20%CO2) [AW] DW-A55LSR (Ar+20%CO2) [AW] MX-A55T (Ar+20%CO2) [AW] |
|||||
| Resistência à tração (MPa) | ≧490 | ≧520 | ≧550 | ≧610 | ≧670 | ≧770 | |
|---|---|---|---|---|---|---|---|
| Resistência à tensão de escoamento (MPa) | ≧350 | ≧400 | ≧420 | ≧500 | ≧550 | ≧690 | |
| Energia absorvida (J) | ≧35 | ≧40 | ≧42 | ≧50 | ≧55 | ≧69 | |
| Temperatura em operação (℃) |
-20 | TG-S50 [AW/SR] TG-S51T [AW/SR] |
TG-S62 [AW/SR] TG-S60A [AW/SR] |
TG-S80AM [AW/SR] |
|||
| -40 | TG-S1MT [AW] TG-S1N [AW] |
TG-S60A [AW/SR] |
|||||
| -60 | |||||||
Clique aqui para os detalhes de cada produto.
KOBELCO WELDING TODAY Special Edition
Clique aqui para nossa última tecnologia(somente inglês).
Tanques de Armazenamento de GNL

O gás natural liquefeito (GNL) é amplamente utilizado como combustível de baixo impacto ambiental. Nos tanques de aço de liquefação e armazenamento de GNL, são usados 9% de aço de níquel, que tem boa dureza a baixas temperaturas. Porém, uma taxa de 9% de níquel, equivalente à de material siderúrgico, não satisfaz as exigências requeridas pelo material de soldagem, assim, é utilizado um material que contém cerca de 70% de níquel.
Materiais de Consumo de Soldagem para Tanques de Armazenamento de GNL
| Tipo de aço | Método de Soldagem |
Materiais de Consumo de Soldagem | ASME/AWS | Polaridade | Diâmetro (mmø) do tamanho (malha) o fluxo de grãos | Exemplos de seção de aplicação |
|---|---|---|---|---|---|---|
| 9%Ni steel JIS G3127 SL9N590 ASTM A533 Type 1 |
SAW (Flux/Wire) |
PF-N4/ US-709S |
SFA/A 5.14 ERNiMo-8 (US-709S) |
DCEP | Flux:12×65 2.4 |
Side plate (Horizontal) |
| SMAW | Ni-C70S | SFA/A 5.11 ERNiCrFe-9 |
AC | 3.2, 4.0, 5.0 | Side plate (Vertical, Horizontal) Bottom plate |
|
| Ni-C1S | SFA/A 5.11 ERNiMo-8 |
Tack and Repair welding |
||||
| GTAW | TG-S709S | SFA/A 5.14 ERNiMo-8 |
DCEN | 1.2, 1.6 2.0, 2.4 |
Side plate, Bottom plate, Tack and Repair welding, etc. |
|
| FCAW | DW-N709SP | SFA/A 5.34 ENiMo13T1-1,1-4 |
DCEP | 1.2 | Roof, Jig, etc Side plate(Vertial), etc,Bottom plate |
|
| Mild steel JIS G3106 SM490 ASTM A36 |
SMAW | LB-52A | SFA/A 5.1 E7016 |
AC/ DCEP |
2.6, 3.2, 4.0 5.0, 6.0 |
Outer tank |
| GTAW | TG-S50 | SFA/A 5.18 ER70S-G |
DCEP | 1.2, 1.6, 2.0 2.4, 3.2 |
Outer tank | |
| 304type stainless steel JIS G4304 SUS304L ASTM A167 Type 304L |
SMAW | NC-38LT | SFA/A 5.4 E308L-16 |
AC/ DCEP |
2.6, 3.2, 4.0 | Pipe |
| GTAW | TG-S308L | SFA/A 5.9 ER308L |
DCEP | 1.0, 1.2, 1.6 2.0, 2.4, 3.2 |
Pipe | |
| FCAW | DW-308LP | SFA/A 5.22 E308LT1-1/4 |
DCEN | 1.2 | Pipe |
| Materiais de consumo para soldagem | C | Si | Mn | P | S | Ni | Cr | Mo | Fe | Nb | W |
|---|---|---|---|---|---|---|---|---|---|---|---|
| PF-N4/US-709S | 0.02 | 0.61 | 0.30 | 0.002 | 0.001 | 67.1 | 1.8 | 18.6 | 8.3 | ― | 2.9 |
| NI-C70S ※ | 0.09 | 0.23 | 2.20 | 0.003 | 0.002 | 65.0 | 16.5 | 4.9 | 9.8 | 1.2 | 0.6 |
| NI-C1S ※ | 0.03 | 0.49 | 0.30 | 0.003 | 0.002 | 68.6 | 1.9 | 18.6 | 6.8 | ― | 2.9 |
| TG-S709S | 0.02 | 0.03 | 0.03 | 0.002 | 0.001 | 70.4 | 2.0 | 19.0 | 5.5 | ― | 3.0 |
| DW-N709SP | 0.02 | 0.21 | 2.75 | 0.003 | 0.002 | 62.1 | 6.9 | 17.6 | 7.7 | ― | ― |
| LB-52A ※ | 0.08 | 0.57 | 1.12 | 0.012 | 0.005 | ― | ― | ― | ― | ― | ― |
| TG-S50 | 0.09 | 0.73 | 1.35 | 0.009 | 0.010 | ― | ― | ― | ― | ― | ― |
| NC-38LT ※ | 0.03 | 0.38 | 2.12 | 0.022 | 0.002 | 10.9 | 18.4 | ― | ― | ― | ― |
| TG-S308L | 0.02 | 0.48 | 1.98 | 0.023 | 0.003 | 9.7 | 19.9 | ― | ― | ― | ― |
| DW-308LP | 0.03 | 0.71 | 1.18 | 0.023 | 0.009 | 9.5 | 20.4 | ― | ― | ― | ― |
| Materiais de consumo para soldagem | 0.2%Y.S. MPa |
T.S. MPa |
EI. % |
vE-196℃ J |
|---|---|---|---|---|
| PF-N4/US-709S | 435 | 716 | 48 | 88 |
| NI-C70S ※ | 450 | 710 | 41 | 67 |
| NI-C1S ※ | 440 | 730 | 48 | 83 |
| TG-S709S | 460 | 730 | 47 | 160 |
| DW-N709SP | 450 | 710 | 46 | 90 |
| LB-52A ※ | 500 | 580 | 31 | 230(0℃) |
| TG-S50 | 480 | 580 | 31 | 180(-30℃) |
| NC-38LT ※ | 370 | 540 | 51 | 51 |
| TG-S308L | 420 | 590 | 45 | 78 |
| DW-308LP | 420 | 630 | 40 | 35 |
※ AC only
Verifique DESTAQUE TÉCNICO vol. 2 e 15 para soldagem de aço 9% Ni para tanques de GNL.
Clique aqui para DW-N609SV, FCAW para tanques de combustível em navio movido a GNL(somente inglês).
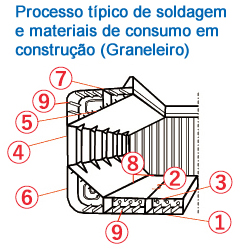
Construção Naval
A maioria dos artigos negociados no comércio intercontinental é transportada por via marítima. Os navios usados no transporte marinho sofrem impactos das condições climáticas e podem ser expostos a tensões dinâmicas devido a fortes ventos e altas ondas. Ao mesmo tempo em que o tamanho é limitado devido às rotas de passagem, tais como o Canal de Suez e o Canal do Panamá, a capacidade de carregamento continua a aumentar, assim, excelentes desenhos e materiais são empregados para fornecer resistência e dureza que asseguram uma navegação segura. Vários métodos de construção altamente eficientes que usam o máximo de material de soldagem em proporção à qualidade do aço são implementados para se reduzir o tempo de construção.


Materiais de Consumo de Soldagem para a Construção Naval
※Clique nos números para mais informações
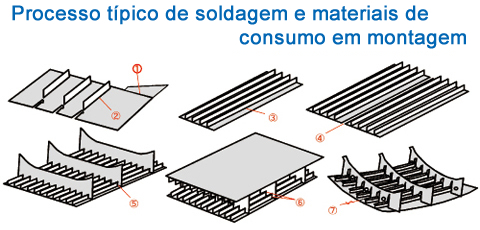
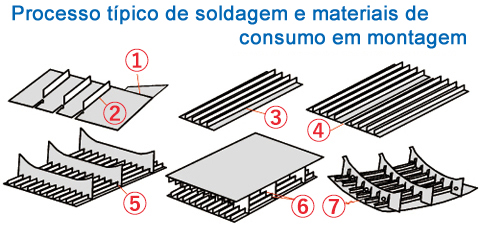
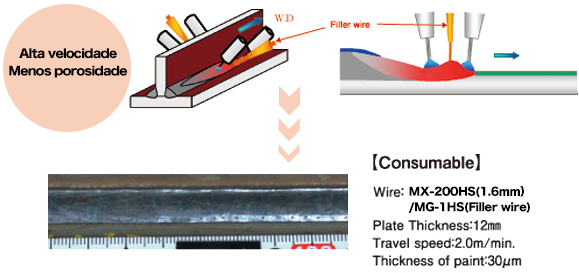
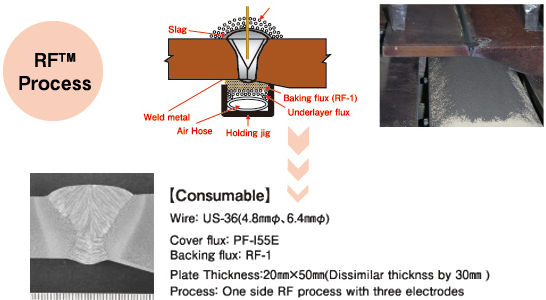
Método TRIFARC™ (Método de Um Tanque em Triplo Tandem a Alta Velocidade) e Processo RF™

(1)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Sub-Assembly | Flat panel/butt | Flat | Both side SAW | US-36/ PF-H55E | Automatic | |
(2)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Sub-Assembly | Stiffener/Fillet | Horizontal | GMAW | MX-200 DW-200 |
MX-200E DW-200 |
Arco único DW-200 para comprimento de 8 a 10 mm |
(3)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Assembly | Longi./Fillet | Horizontal | GMAW | MX-200 MX-200H MX-200HS |
MX-200E MX-200H MX-200HS |
MX-200H:Twin tandem one pool MX-200HS:TRIFARC™ |
(4)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Assembly | Panel plate/butt | Flat | One side SAW | US-36/ PF-I55E/ PF-I50R US-36/ PF-I55E/ RF-1 |
(FCB™/RF™) | |
(5)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Assembly | Slot trans./Fillet | Horizontal Vertical | GMAW | DW-100V | DW-55E | Robotic |
(6)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Assembly | Inner double hull/Fillet | Horizontal Vertical | GMAW | DW-100 | DW-55E | Semi-automatic |
(7)
| Produção | Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Assembly | Bilge shell/butt | Flat | One side SAW | US-36/ PF-I52E/ RR-2/ FA-B1 | (FAB) | |
| One side GMAW | DW-100/ FB-B3 | DW-55E FB-B3 | Semi-automatic | |||
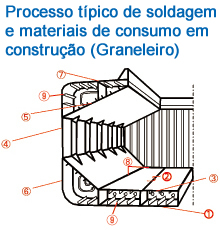
(1)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Bottom shell/Butt | Flat | One side GMAW | DW-100/ FB-B3 | DW-55E/ FB-B3 | Semi-automatic |
(2)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Tank top (Long.)/Butt | Flat | One side SAW | US-36/ PF-I52E/ RR-2/ FA-B1 | (FAB) | |
| One side GMAW | MG-50D/ FB-B3 | Automatic(MAG) | |||
(3)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Tank top (Trans.)/Butt | Flat | One side GMAW + SAW |
DW-100/ FB-B3 +US-36/ PF-H55E |
DW-55E/ FB-B3 +US-36/ PF-H55E |
Semi-automatic +Automatic |
(4)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | ||
|---|---|---|---|---|---|---|
| Grau D | Grau E | |||||
| Side shell/Butt | Vertical | Electrogas | DW-S43G/ KL-4, DW-S1LG/ KL-4 | Automatic(SEGARC™) | Automatic(SEG) | |
| DW-100V | DW-55E | Semi-automatic | ||||
(5)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Top side tank/Butt | Flat | One side GMAW | DW-100/ FB-B3 | DW-55E/ FB-B3 | Semi-automatic |
(6)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Bilge hopper/Butt | Horizontal Vertical |
One side GWAW | DW-100/ FB-B3 DW-100V/ FB-B3 |
DW-55E/ FB-B3 | Semi-automatic |
(7)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Upper deck/Butt | Flat | One side GMAW + SAW |
DW-100/ FB-B3 +US-36/ PF-H55E |
DW-55E/ FB-B3 +US-36/ PF-H55E |
(FAB) |
| Automatic(MAG) | |||||
(8)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Tank top/Fillet | Horizontal | GMAW | MX-200 | MX-200E | Simple mechanical |
(9)
| Tipo de membros e soldaduras | Posição de soldagem | Processo de soldagem | Materiais de consumo de soldagem típicos | Observações. | |
|---|---|---|---|---|---|
| Grau D | Grau E | ||||
| Long./Fillet | Flat Vertical | One side GMAW | DW-100/ FB-B3 | DW-55E/ FB-B3 | Semi-automatic |
Automóveis
O desenvolvimento de carros leves e de bom desempenho de combustível, assim como de veículos elétricos que não utilizam combustíveis fósseis e a implementação de uma infraestrutura EV estão em progresso. Ao mesmo tempo em que a taxa de utilização de materiais de aço está em queda, uma redução no peso através do aumento da resistência e da melhora na resistência à fadiga está sendo explorada.
Materiais de Consumo de Soldagem para Automóveis
Exemplo de montagem de automóveis típica com aplicação de soldagem a arco.
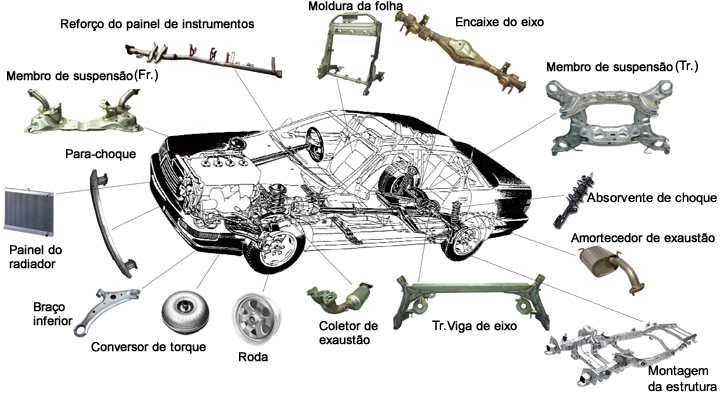
※Clique em autopeças para mais informações
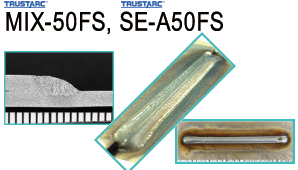
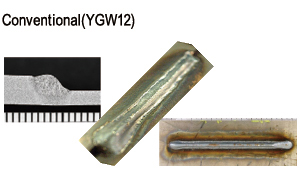
Viscosidade do metal de solda fundido
| Tipo de superfície | Alta ← Viscosidade → Baixa | ||
|---|---|---|---|
| Cu-coated | MIX-1TS | MIX-50 | MIX-50FS |
| SE(non-Cu) | SE-A1TS | SE-A50 | SE-A50FS |
| Recommned | Galvanized steel, Downhill | General purpose | Flat, horizontal |
Arames de novo conceito
FAMILIARC™ MIX-1TR: o arame sólido para GMAW para melhoria das propriedades de revestimentos por eletrodeposição
・As soldas são fornecidas com propriedades de revestimento por eltrodeposição extraordinariamente melhoradas.
・A ocorrência de mordedura na margem do cordão de solda não é provável, mesmo na soldagem de chapas de aço com aberturas.
・É pouco provável que a configuração do cordão se torne convexa, mesmo em sodagens de alta velocidade.
・A soldagem estável com poucos respingos é possível, através da seleção de parâmetros de soldagem ideiais.

| Arame | Antes do revestimento por eletrodeposição | Após o revestimento por eletrodeposição | ||||||
|---|---|---|---|---|---|---|---|---|
| [F] MIX-1TR |  |
 |
||||||
| Arame conv. (Arame convencional) |  |
 |
||||||
|
||||||||
Figura: Comparação das aparências dos cordões de solda antes e depois do revestimento por eletrodeposição entre o MIX-1TR e um arame sólido convencional.
Arames de novo conceito que contam com excelente aparência tubular, formato, capacidade de pintura
Para mais informações, clique aqui para DESTAQUE TÉCNICO vol. 12, 28 e 31.
Vol.12: Fios de soldadura avançada MAG e MIG: Para atender os requisitos de fabricação do automóveis para uma soldadura rápida e eficiente
Vol.28: Arames sólidos para chapas de aço finas TRUSTARC™ MG-S120T para resistência à tração ultra-alta e, FAMILIARC™ MG-1T(F) para controle de alimentação do arame
Vol.31: FAMILIARC™ MIX-1TR: o arame sólido para GMAW para melhoria das propriedades de revestimentos por eletrodeposição
・Armação ・Braço inferior ・Viga de eixo ・Encaixe do eixo ・Conversor de torque
| Tipo de aço e espessura | Método de soldagem | Marca recomendada | diâmetro do arame |
|---|---|---|---|
| Carbon steel 2.3~4.0mm |
CO2 | SE-50T, MG-50T, MG-51T | 1.2mm |
| MAG Pulsed-MAG |
SE-A50, MIX-50 SE-A50S MIX-50FS |
・Viga de Impacto ・Para-choque
| Tipo de aço e espessura | Método de soldagem | Marca recomendada | diâmetro do arame |
|---|---|---|---|
| Carbon steel sheet and pipe 1.4~2.3mm |
CO2 | SE-50T, MG-50T, MG-51T | 1.2mm |
| MAG Pulsed-MAG |
SE-50T, MIX-50 |
・Membro de suspensão
| Tipo de aço e espessura | Método de soldagem | Marca recomendada | diâmetro do arame |
|---|---|---|---|
| Carbon steel 1.6~2.6mm |
CO2 | SE-50T, MG-50T, MG-51T | 1.2mm |
| MAG Pulsed-MAG |
SE-A50, MIX-50 MIX-50FS |
||
| Galvanized steel 1.6~2.6mm |
CO2 | SE-50T, MG-1Z MX-100Z |
1.2mm |
| Pulsed-MAG | SE-A1TS, MIX-1TS MIX-1Z |
||
| Anti-corrosion steel 1.6~2.6mm | Pulsed-MAG | SE-A1TS, MIX-1TS |
・Reforço do painel de instrumentos ・Moldura da folha
| Tipo de aço e espessura | Método de soldagem | Marca recomendada | diâmetro do arame |
|---|---|---|---|
| Carbon steel 0.8~1.6mm |
CO2 | SE-50T, MG-50T, MG-51T | 0.8~1.0mm |
| MAG | SE-A50, MIX-50 | ||
| MAG +Variable porarity power souce |
MG-1SP | 1.2mm |
・Amortecedor de exaustão ・Coletor de exaustão
| Tipo de aço e espessura | Método de soldagem | Marca recomendada | diâmetro do arame |
|---|---|---|---|
| Stainless steel 0.8~2mm |
MAG | MX-A430(Ferritic) | 1.2mm |
| Pulsed-MIG | MG-S308(Austenitic) MG-S309(Austenitic) |
1.2mm |
・Painel do radiador ・Roda de alumínio
| Tipo de aço e espessura | Método de soldagem | Marca recomendada | diâmetro do arame |
|---|---|---|---|
| Aluminum alloy | TIG | A-403BY | 1.2mm |
| MIG | A-4040WY | 1.2mm | |
| MIG | A-4043WY, A-5356WY | 1.2mm | |
| MIG | A-5356WY | 1.2mm | |
| MIG | A-5183WY, A-5356WY | 1.2mm |
Pontes
Esta página foi excluída porque as informações estão desatualizadas
Estruturas de Edifícios


No Japão, um país sujeito à ocorrência de terremotos, edifícios de grande escala são construídos usando-se estruturas de aço para minimizar os ferimentos aos seres humanos em caso de desmoronamento dos mesmos. Componentes, tais como pilares e vigas, são produzidos continuamente, durante o dia e a noite, nas fábricas, usando-se principalmente sistemas de robôs de solda, ao mesmo tempo em que a soldagem na montagem é desempenhada localmente por soldadores.
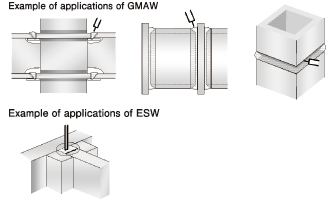
Exemplo de aplicações

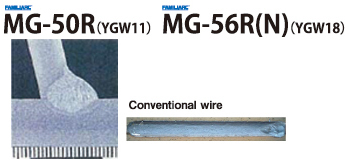
Materiais de consumo de soldagem para Estruturas de Edifícios
| Aço1) | Classe de resistência1) | Método de soldagem | Classificação JIS | Marca de materiais de consumo de soldagem |
|
|---|---|---|---|---|---|
| Aço de carbono |
400,490MPa | GMAW2) | CO2 semi-auto | Z3312 YGW11 | MG-50 |
| CO2 robot | Z3312 YGW11 | MG-50R | |||
| Ar+CO2 robot | Z3312 YGW15 | MG-50R | |||
| 400,490MPa 520,550MPa |
CO2 semi-auto | Z3312 YGW18 | MG-56 | ||
| CO2 robot | MG-56R(N) | ||||
| Ar+CO2 robot | Z3312 YGW19 | MIX-55R | |||
| 400,490,520MPa | Sub-merged arc (SAW) | Z3313 S502-H | US-36L / PF-I53ES | ||
| Aço de alta tração |
570,590MPa | GMAW2) | CO2 | Z3312 G59JA1UC3M1T | MG-60 |
| Ar+CO2 | Z3312 G59JA1UMCM1T | MG-S63B | |||
| Sub-merged arc (SAW) | Z3313 S502-H | US-49 / PF-I55ES | |||
| 690MPa | GMAW2) | CO2 | Z3312 G69A2UCN2M4T | MG-70 | |
| 780MPa | CO2 | Z3312 G78A2UCN4M4T | MG-80 | ||
| Aço resistente ao fogo |
400MPa | GMAW2) | CO2 | Z3312 G43A0UC11 | MG-400FR |
| 400,490,520MPa | GMAW2) | CO2 | Z3312 G49A0UC3M1T | MG-490FR | |
| Sub-merged arc (SAW) | Z3183 S502-H | US-400LFR / PF-I53ES | |||
※2):Arame sólido (arames tubulares para soldagem são preparados também em outros lugares)
| Tipo, classe | JIS e nome de identificação do aço do objeto |
|---|---|
| 400MPa | SN400,SM400,SS400,STKN400,STKR400 BCP235,BCR295 |
| 490MPa | SN490,SM490,TMC325,STKN490,STKR490 BCP325,BCP325T |
| 520MPa | SM520,TMC355 |
| 550MPa | TMC385 |
| 570MPa | SM570 |
| 590MPa | SA440 |
| Fire-resistant | SM400-FR,SM490-FR,SM520-FR |
Arames sólidos adequados para robôs de soldagem de estruturas de edifícios
Clique aqui para os detalhes desses produtos (somente inglês).
Visite nosso canal no YouTube para o sistema robotizado de soldagem ARCMAN™.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




