

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.31:FAMILIARC™ MIX-1TR: o arame sólido para GMAW para melhoria das propriedades de revestimentos por eletrodeposição
Especificações técnicas Vol.31
Vol.31: FAMILIARC™ MIX-1TR: o arame sólido para GMAW para melhoria das propriedades de revestimentos por eletrodeposição

1.Prefácio
A redução do consumo de combustíveis fósseis e das emissões de CO2 são exigidas atualmente de todas as indústrias, devido a crescente conscientização mundial sobre a necessidade da sustentabilidade ambiental. O controle das emissões de CO2 tem sido particularmente rigoroso na indústria automobilística, conduzindo a avanços em sistemas de potência através de gasolinas mais eficientes e de motores híbridos, e também pelo aprimoramento da estrutura e forma exterior dos veículos, para diminuição da resistência aerodinâmica e redução do peso.
Uma das medidas para diminuir o peso da carroceria dos veículos é a redução das espessuras dos componentes de aço, através da utilização de chapas de aço de alta resistência. Embora isso tenha sido extensivamente pesquisado e aplicado em muitos componentes da carroceria de veículos, o mesmo é impraticável para os componentes do chassi, que requerem rigidez, resistência à corrosão, resistência à fadiga e também resistência estática. Especialmente com relação à resistência à corrosão, não é possível diminuir a espessura de chapas simplesmente empregando chapas de aço de alta resistência, uma vez que as espessuras das chapas devem ser projetadas considerando a progressão de corrosões.
De forma genérica, para aumentar a resistência à corrosão de componentes do chassi, emprega-se revestimentos por eletrodeposição. Todavia, como defeitos no revestimento comumente ocorrem particularmente nas zonas soldadas, métodos para melhorar as propriedades do revestimento por eletrodeposição foram desenvolvidos, com foco nas tecnologias de revestimento e de soldagem.
Este artigo aborda o [F] MIX-1TR, um arame sólido para soldagem por arco elétrico com gás de proteção (GMAW), desenvolvido para melhorar as propriedades de revestimentos por eletrodeposição com relação aos consumíveis de soldagem e também para auxiliar na solução dos aspectos relativos à redução de peso dos componentes do chassi, acima mencionados.
2.O mecanismo de corrosão em componentes do chassi
Os componentes dos chassis de automóveis são submetidos à ambientes corrosivos extremamente severos, onde lama, água ou até sal, usado para derreter neve em regiões frias, espirram da via e aderem ao chassi. À medida em que a corrosão progride, as chapas de aço se tornam mais finas, resultando em uma diminuição de sua resistência e rigidez de projeto, ou, no pior caso, comprometendo a segurança do veículo caso ocorra a quebra de um componente.
Portanto, é extremamente importante prevenir a geração e a progressão da corrosão, e o filme do revestimento por eletrodeposição aplicado na superfície dos componentes do chassi objetiva desempenhar esta função. No entanto, na prática, um filme de revestimento pode não se formar completamente como necessário, porque o revestimento da eletrodeposição na superfície do componente em questão pode estar sendo obstruído por escória ou fumos, causando defeitos de revestimento ou diminuindo a adesão do filme de revestimento. Se a escória, que é um óxido e possui baixa condutividade elétrica, permanece na solda, o filme de revestimento por eletrodeposição raramente é formado, conforme mostram as Figuras 1 e 2. Este é o local onde a oxidação se inicia e a corrosão começa a progredir.
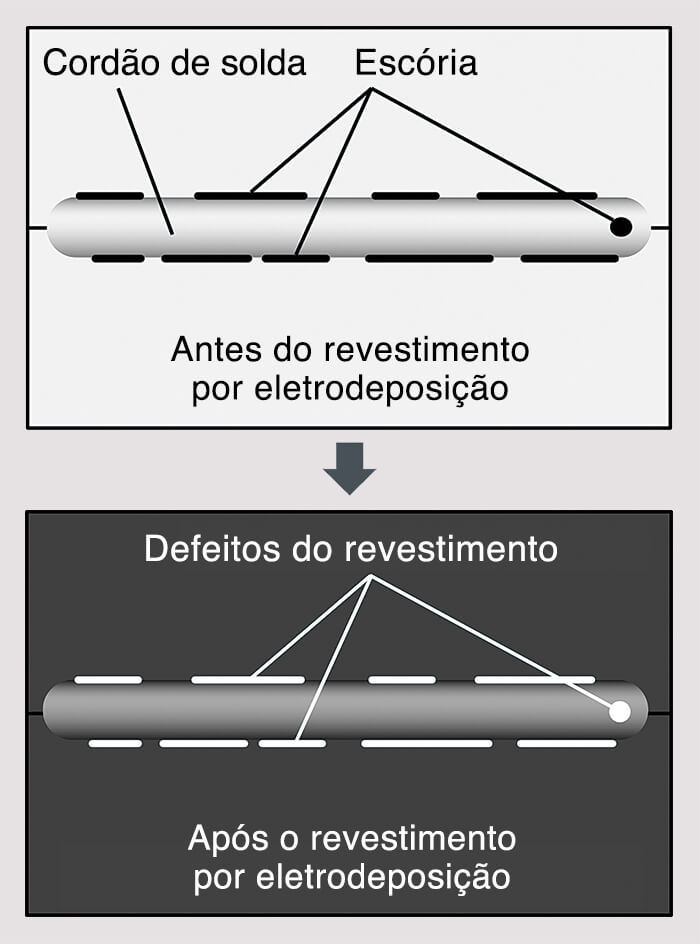
Figura 1: Progresso nos defeitos de revestimento: antes
e depois do revestimento por eletrodeposição
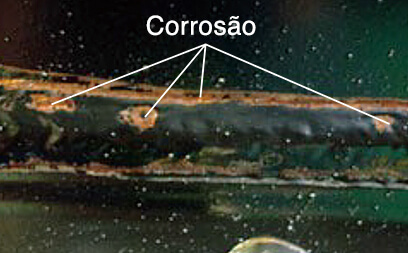
Figura 2: Progresso de defeitos no revestimento:
corrosão nas soldas
3.Propriedades de revestimento por eletrodeposição do [F] MIX-1TR
A escória é composta por óxidos de Si e Mn (normalmente presentes nos consumíveis de soldagem e também nas chapas de aço), que são formados durante a soldagem pela combinação com o oxigênio no gás de proteção. Assim sendo, uma forma de diminuir a geração de escória até um determinado nível é reduzindo (mas não eliminando) a fonte de oxigênio no gás de proteção.
Entretanto, uma melhor solução é utilizar o recém desenvolvido arame sólido [F] MIX-1TR, que funciona não com o objetivo de limitar a geração de escória, mas produzindo escória e componentes de escória que não prejudicam as propriedades do revestimento por eletrodeposição.
A Figura 3 compara as aparências dos cordões de solda de soldagens por sobreposição antes e depois do revestimento por eletrodeposição, de ambos os arames [F] MIX-1TR e convencional. Os pequenos pedaços de escória que surgem na superfície do cordão de solda do [F] MIX-1TR são dispersos, estreitos e de cor marrom escura. Por outro lado, a escória gerada pelo arame convencional é brilhante e delgada. As imagens “depois” mostram que o filme de revestimento da eletrodeposição não foi formado na escória gerada pela soldagem com o arame sólido convencional, no entanto, o filme foi formado na escória gerada com o [F] MIX-1TR.
| Arame | Antes do revestimento por eletrodeposição | Após o revestimento por eletrodeposição | ||||||
|---|---|---|---|---|---|---|---|---|
| [F] MIX-1TR |  |
 |
||||||
| Arame conv. (Arame convencional) |  |
 |
||||||
|
||||||||
Figura 3: Comparação das aparências dos cordões de solda antes e depois do revestimento por eletrodeposição entre o [F] MIX-1TR e um arame sólido convencional.
Além disso, a escória gerada com o arame sólido convencional aparenta ser frágil e de fácil remoção, o que pode ser problemático se a escória, junto com o filme de revestimento, se soltar durante a condução de um veículo. Estas pequenas partes, sem o filme de revestimento, podem se expandir e promover uma rápida progressão de corrosões. Em contrapartida, uma característica das escórias geradas com o [F] MIX-1TR é a excelente adesão aos cordões de solda. De fato, a adesão ao cordão de solda é tão forte que a escória não irá se soltar se atingida por um impacto físico - mesmo de um martelo.
Em resumo, comparado ao arame sólido convencional, o [F] MIX-1TR pode melhorar de forma extraordinária a resistência à oxidação e corrosão por dois motivos: primeiro, porque o filme do revestimento por eletrodeposição irá se formar mesmo que haja escória nos cordões de solda; segundo, a excelente adesão irá evitar que a escória se desprenda dos cordões de solda.
4.Características do [F] MIX-1TR
O [F] MIX-1TR foi desenvolvido para ser aplicado em soldagens de pulso com gás de proteção Ar+CO2, comum na indústria automobilística. Os detalhes do arame sólido são mostrados na Tabela 1, e as propriedades mecânicas típicas de todo metal depositado, baseadas no Japanese Industrial Standard (JIS), são comparadas com as do arame sólido convencional e apresentadas na Tabela 2. A resistência à tração e as propriedades de impacto do [F] MIX-1TR são melhores do que as do arame sólido convencional, e fica evidenciado que o [F] MIX-1TR é mais adequado para soldagens de chapas de aço finas da classe 440-780 MPa para a indústria automobilística.
| Nome comercial | Classificação | Diâmetro do arame |
|---|---|---|
| [F] MIX-1TR | JIS Z 3312 G49 A 2 M 0 | 1.2 mm |
| Arame | YS(MPa) | TS(MPa) | El(%) | Energia absorvida a -20℃(J) |
|---|---|---|---|---|
| [F] MIX-1TR | 530 | 601 | 30 | 198 |
| Arame sólido convencional | 413 | 518 | 32 | 155 |
| JIS Z 3312 G49 A 2 M 0 | ≥390 | 490-670 | ≥18 | ≥27 |
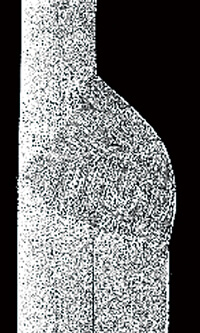
A penetração e a configuração do cordão são importantes na soldagem de componentes do chassi, visto que estes são continuamente submetidos a cargas. Nas soldagens reais de componentes de chassis, frequentemente ocorrem aberturas nas soldas devido ao formato irregular dos componentes, decorrente de como foram prensados durante a fabricação. Portanto, é necessário produzir formatos de cordões adequados, mesmo quando existir um certo grau de abertura. Adicionalmente, é essencial evitar mordeduras na solda, porque contribuem com a diminuição da resistência à fadiga.
As Figuras 4 e 5 mostram os resultados de uma avaliação da tolerância de abertura na soldagem de juntas sobrepostas na posição plana, entre o [F] MIX-1TR e um arame sólido convencional, e as respectivas condições de soldagem.
| Abertura | [F] MIX-1TR | Arame conv. (Arame convencional) |
|---|---|---|
| 0 mm | 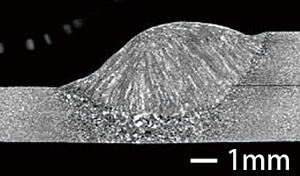 |
 |
| 1 mm | 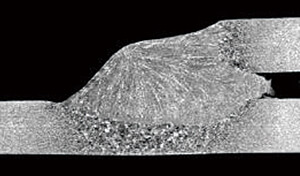 |
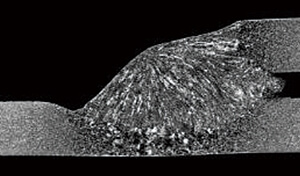 |
Figura 4: Comparação da tolerância de abertura entre o [F] MIX-1TR e um arame sólido convencional em uma soldagem de junta sobreposta na posição plana.
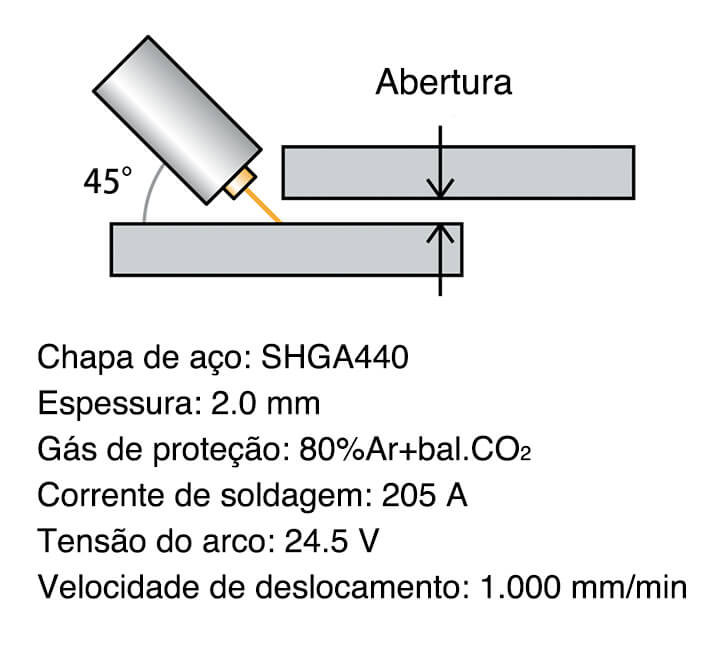
Figura 5: Condições de soldagem de uma junta
sobreposta soldada na posição plana
Penetração suficiente foi obtida com ambos os arames sólidos. Todavia, na soldagem com uma amostra de teste com uma abertura de 1 mm, o [F] MIX-1TR não causou mordeduras, enquanto que o arame sólido convencional claramente gerou mordeduras na margem do lado inferior da chapa de aço.
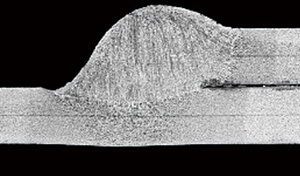
Componentes automobilísticos são frequentemente soldados a velocidades relativamente altas, o que pode ocasionar a formação de cordões de formato mais convexo como consequência do aporte térmico mais baixo. Entretanto, a geração destes formatos deve ser evitada, porque cordões de formato convexo são a causa direta de redução da resistência à fadiga.
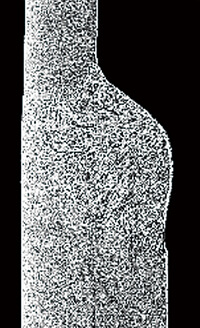
A Figura 6 compara a configuração do cordão produzido pelo [F] MIX-1TR e por um arame sólido convencional em uma soldagem de junta sobreposta na posição horizontal. A Figura 7 mostra as condições de soldagem utilizadas no experimento.
| Arame | Velocidade de deslocamento (mm/min) | ||
|---|---|---|---|
| 800 | 1000 | 1200 | |
| [F] MIX-1TR |  |
 |
 |
| Arame conv. (Arame convencional) |
 |
 |
 |
Figura 6: Comparação da configuração do cordão entre o [F] MIX-1TR e um arame sólido convencional em uma soldagem de junta sobreposta na posição horizontal
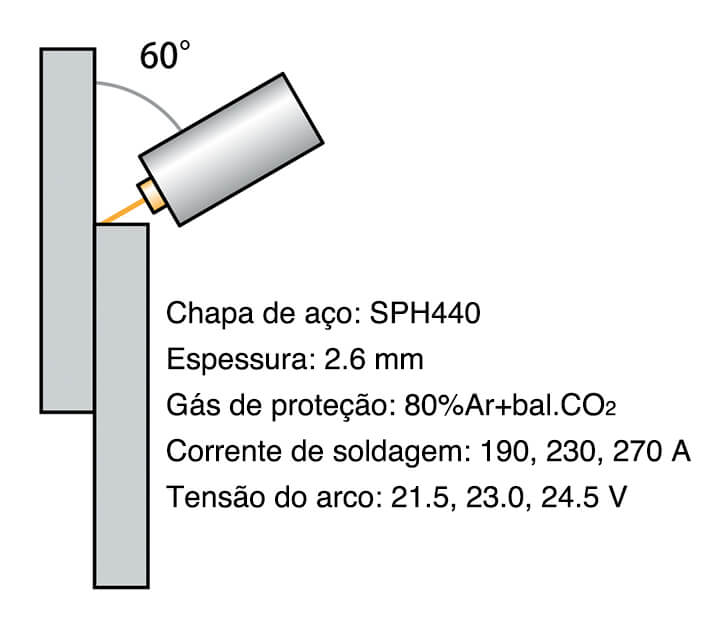
Figura 7: Condições de soldagem de uma junta
sobreposta soldada na posição horizontal
Quando o arame sólido convencional foi usado, o formato do cordão se tornou gradualmente convexo, à medida em que a velocidade foi aumentada. Por outro lado, os cordões produzidos com o [F] MIX-1TR tiveram pouca variação e permaneceram estáveis, apesar do aumento da velocidade de soldagem.
A necessidade de reduzir os respingos ao mínimo possível durante a soldagem não está limitada apenas à indústria automobilística. Uma vez que o [F] MIX-1TR foi projetado com uma composição química especial, não é apropriado utilizar os mesmos parâmetros de soldagem aplicados aos arames sólidos convencionais. No entanto, soldagens de qualidade podem ser realizadas com a otimização dos parâmetros de soldagem.
A Figura 8 mostra a transferência de gotas, antes e depois da otimização dos parâmetros de soldagem. Com parâmetros de soldagem convencionais, respingos podem ser gerados devido à ocorrência de transferências por curto-circuito de gotas. Contudo, no processo de soldagem de pulso, a transferência estável de gotas, correspondente ao período de pulso, é possível através da otimização dos parâmetros de soldagem.
| Parâmetro de pulso otimizado |
 |
 |
 |
|---|---|---|---|
| Parâmetro de pulso padrão |
 |
 |
 |
Figura 8: Transferência de gotas com parâmetros de pulso otimizados e padrão
A Tabela 3 mostra três exemplos de aplicações reais do [F] MIX-1TR na montagem de componentes automotivos, e as respectivas condições de soldagem.
| Componente utilizado |
Espessura da chapa(mm) |
Posição de soldagem |
Modo de solda |
Gás de proteção |
Bitola do arame(mm) |
Corrente de solda(A) |
Velocidade de deslocamento(mm/min) |
|---|---|---|---|---|---|---|---|
| Braço inferior | 2.6-3.2 | Plana horizontal | Arco pulsado | 80%Ar+bal.CO2 | 1.2 | 250-330 | 800-1200 |
| Quadro do chassi | 2.3-4.0 | Horizontal | 250-360 | 800-1200 | |||
| Viga do eixo | 1.6-2.3 | Plana horizontal | 150-250 | 600-1200 |
As Figuras 9, 10 e 11 mostram três tipos de componentes onde o [F] MIX-1TR foi utilizado: braço inferior, quadro do chassi e viga do eixo.

Figura 9: Braço inferior
Figura 10: Quadro do chassi

Figura 11: Viga do eixo
5.Posfácio
Desenvolvido para auxiliar na redução do peso de veículos, o [F] MIX-1TR é um arame sólido para soldagens MAG, superior aos arames convencionais, para a produção de componentes automotivos com excelente resistência à corrosão. Suas vantagens são as seguintes:
1. As soldas são fornecidas com propriedades de revestimento por eltrodeposição extraordinariamente melhoradas.
2. A ocorrência de mordedura na margem do cordão de solda não é provável, mesmo na soldagem de chapas de aço com aberturas.
3. É pouco provável que a configuração do cordão se torne convexa, mesmo em sodagens de alta velocidade.
4. A soldagem estável com poucos respingos é possível, através da seleção de parâmetros de soldagem ideiais.
Com a expectativa de que a importância da questão da redução do peso dos veículos continue a aumentar no futuro, os consumíveis de soldagem tratados neste artigo serão reconhecidos como uma maneira de alcançar novos progressos. A KOBE STELL irá continuar a avançar no desenvolvimento dos consumíveis de soldagem e também dos processos, para solucionar os problemas relacionados à redução de peso dos veículos.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




