

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.28:Arames sólidos para chapas de aço finas TRUSTARC™ MG-S120T para resistência à tração ultra-alta e, FAMILIARC™ MG-1T(F) para controle de alimentação do arame
Especificações técnicas Vol.28
Vol.28: Arames sólidos para chapas de aço finas TRUSTARC™ MG-S120T para resistência à tração ultra-alta e, FAMILIARC™ MG-1T(F) para controle de alimentação do arame

1.Prefácio
Uma vez que os requisitos para o aumento da eficiência do combustível e para a redução das emissões de dióxido de carbono (CO2) aumentaram na indústria automobilística, a redução do peso dos veículos tem se tornado cada vez mais popular. Esta abordagem foi aplicada com a utilização de chapas de aço finas, mas de resistência extremamente elevada. Nesse contexto, consumíveis de soldagem que garantam alta resistência também são requeridos para assegurar a resistência das juntas soldadas aplicadas em chapas de aço de alta resistência. Para realizar a soldagem de chapas tão finas, o procedimento de soldagem necessita de baixo aquecimento e também de consumíveis apropriados porque, sob estas condições, o risco de perfuração por queima aumenta.
Uma vez que chapas de aço mais finas diminuem a rigidez e a resistência à fadiga dos elementos da estrutura do automóvel e representam maiores riscos com relação à corrosão, é necessária uma tecnologia que considere estas questões na soldagem de componentes de suspensões automotivas.
Neste artigo, serão discutidos o [T]MG-S120T, um arame sólido para chapas de aço finas e de alta resistência; o [F]MG-1T(F), um outro arame sólido projetado exclusivamente para o controle da alimentação de arame em soldagens ao arco de alta velocidade de chapas finas, e um procedimento de soldagem desenvolvido pela KOBE STEEL que aumenta a resistência à corrosão e à fadiga.
2.[T]MG-S120T: arame sólido para chapas de aço finas e de alta resistência à tração
![Figura 1: Comparação da resistência à tração de juntas por sobreposição soldadas com arames convencional (JIS Z 3312 YGW16) e [T]MG-S120T em chapas de aço da classe 980 Mpa](../../images/education-center/technical_hightlight/vol28_02.jpg)
Figura 1: Comparação da resistência à tração de juntas
por sobreposição soldadas com arames convencional
(JIS Z 3312 YGW16) e [T]MG-S120T em chapas
de aço da classe 980 Mpa
O [T]MG-S120T é o arame sólido desenvolvido para chapas de aço da classe 980-1180 MPa, de alta resistência à tração e relativamente finas. Considerando que a resistência das juntas soldadas deve ser igual ou superior à das chapas base, resistência insuficiente ocorre quando um arame sólido convencional para aços macios é utilizado em chapas de aço de alta resistência à tração (p. ex. classe 980-1180 MPa). Isso é demonstrado na Figura 1, que compara a resistência à tração de juntas soldadas por sobreposição em chapas de aço de espessura 1,4 mm da classe 980 MPa com arame sólido convencional (JIS Z 3312 YGW16) e com [T]MG-S120T.
Atualmente, na indústria automobilística, chapas de aço finas de alta resistência à tração da classe 980 MPa são utilizadas apenas na carroceria dos veículos ou na estrutura dos bancos, mas não nos componentes do chassi. As chapas finas não são apropriadas para componentes como o chassi, que suporta o peso do veículo e consequentemente requer não somente resistência estática, mas também alta resistência à fadiga e rigidez. Chapas de aço de alta resistência também podem ser problemáticas para a estrutura de carrocerias. Embora soldagens a ponto por resistência tendam a ser adotadas, ocorre uma diminuição na resistência à tração cruzada (CTS), especificada na JIS Z 3137, relacionada com os aumentos da resistência da chapa de aço e do carbono equivalente.
A KOBE STEEL estudou como a CTS pode ser influenciada pela resistência da chapa de aço, carbono equivalente, método de soldagem e consumíveis. Os resultados são apresentados na Figura 2. Foi verificado que as diminuições na CTS são restringidas utilizando-se o [T]MG-S120T e a soldagem a ponto ao arco.
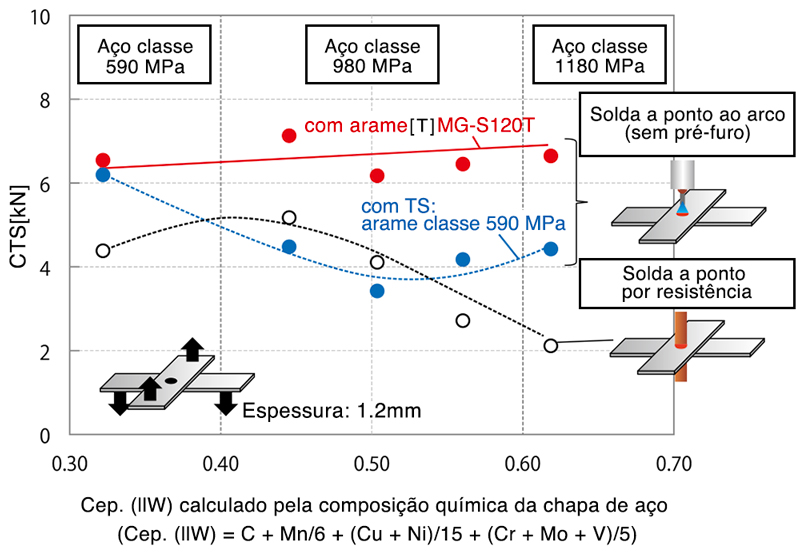
Figura 2: Influência da resistência à tração da chapa de aço, carbono equivalente,
método de soldagem e arame consumível na resistência à tração cruzada
3.Soldagem ao arco via controle de alimentação do arame
O controle de alimentação do arame tem despertado a atenção nas soldagens de chapas de aço finas recentemente. Neste método de soldagem, o sentido de alimentação do arame é mudado alternadamente para baixo e para cima, conforme mostrado na Figura 3.
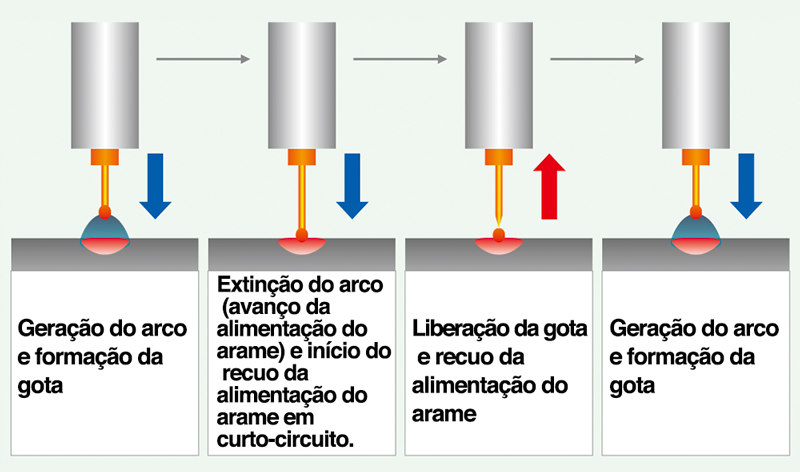
Figura 3: Método de controle da alimentação do arame
Através da utilização de controles elétrico e mecânico, este método permite reduzir a entrada do calor de solda nas chapas de aço finas, resolvendo efetivamente o problema de perfuração por queima e diminuindo os respingos de solda. Este método reduz respingos até mesmo na área de transferência globular, gerados por alta corrente de solda, comparado ao método convencional de soldagem com tensão constante.
Por outro lado, devido à maior velocidade de avanço e recuo da alimentação do arame, o desgaste nos bicos de contato aumenta consideravelmente. O desgaste no bico de contato irá diminuir a qualidade em razão da condutividade elétrica instável e do arco instável.
Como resultado, a eficiência das soldas é reduzida porque o desgaste adicional do bico de contato significa que os bicos devem ser substituídos frequentemente para manter a estabilidade e qualidade da soldagem.
3-1. [F]MG-1T(F), arame sólido para controle de alimentação do arame
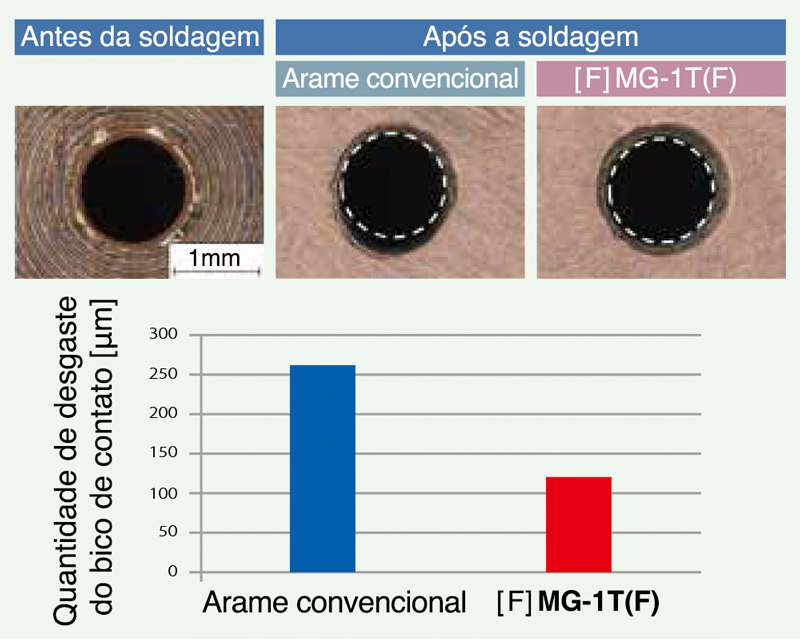
Figura 4: Comparação do desgaste no bico de contato
※Uma hora de soldagem contínua com 200 A - 25 V, gás 100% CO2O [F]MG-1T(F) possui um tratamento especial da superfície do arame que reduz o desgaste dos bicos de contato através da diminuição da abrasão entre o arame sólido e o bico de contato, mantendo o fornecimento de energia elétrica estável entre eles.
A Figura 4 compara a diferença no desgaste nos bicos de contato entre um arame sólido convencional e o [F]MG-1T(F), após uma hora de soldagem através do método de controle de alimentação do arame.
Pode-se constatar que com o uso do arame [F]MG-1T(F) ocorreu cerca da metade do desgaste no bico de contato, comparado ao arame convencional. Além da redução do desgaste dos bicos de contato, o tratamento melhora a alimentação do arame e também a estabilidade do arco.
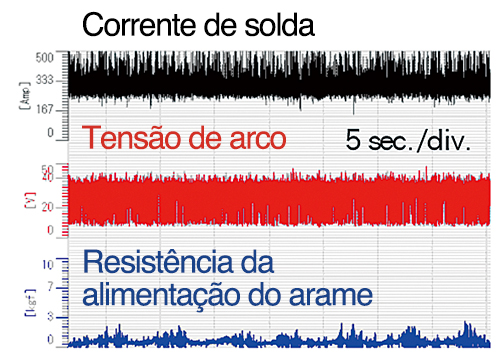
O teste de soldagem foi realizado empregando o percurso de alimentação do arame mostrado na Figura 5 e os resultados da comparação da variação do tempo em relação à corrente de solda testada, da tensão do arco e da resistência da alimentação do arame entre um arame convencional e o [F]MG-1T(F) são mostrados na Figura 6. Foi constatado que as variações na resistência da alimentação do arame são limitadas.
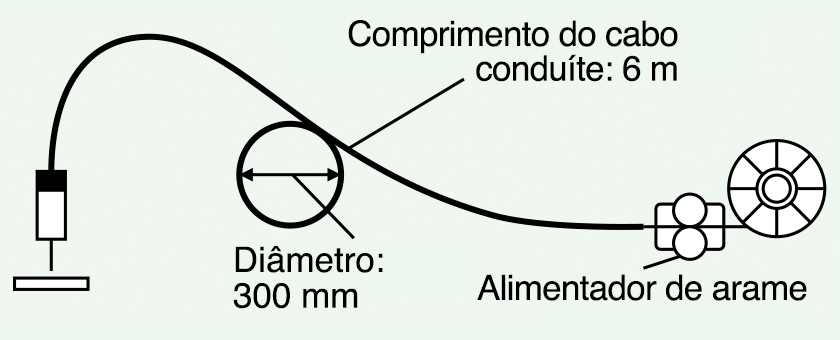
Figura 5: Desenho esquemático do teste de
alimentação do arame
| Arame convencional | [F]MG-1T(F) |
|---|---|
 |
![[F]MG-1T(F)](../../images/education-center/technical_hightlight/vol28_08.jpg) |
Figura 6: Variação de tempo da corrente de solda, tensão do arco e resistência da alimentação do arame entre um arame convencional e o [F]MG-1T(F)
A Tabela 1 mostra um exemplo de [F]MG-1T(F) com uma composição química equivalente ao JIS Z 3312 YGW12. As propriedades mecânicas foram avaliadas em juntas soldadas feitas de acordo com os requisitos JIS e aquelas do todo metal depositado são mostradas na Tabela 2.
| arame | C | Si | Mn | P | S | Cu*1 |
|---|---|---|---|---|---|---|
| [F]MG-1T(F) | 0.05 | 0.89 | 1.40 | 0.006 | 0.015 | 0.24 |
| JIS Z 3312 YGW12 |
0.02-0.15 | 0.55-1.00 | 1.25-2.00 | ≤0.030 | ≤0.030 | ≤0.50 |
*1:O valor de Cu inclui o revestimento de Cu
| arame | 0.2%OS (MPa) | TS (MPa) | El (%) | Energia absorvida a 0℃(J) |
|---|---|---|---|---|
| [F]MG-1T(F) | 420 | 530 | 29 | 110 |
| JIS Z 3312 YGW12 |
≥390 | 490-670 | ≥18 | ≥27 |
4.Propriedades requeridas para componentes da suspensão de automóveis
Como indicado na seção 2, entre todas as peças automotivas, os componentes da suspensão particularmente requerem um alto grau de rigidez e de resistência à fadiga. Assim, estes componentes compreendem estruturas de aço onde o processo de solda ao arco é intensamente utilizado. Além disso, uma alta resistência à corrosão também é requerida por muitos componentes da suspensão visto que estão mais expostos aos elementos corrosivos do que os componentes da carroceria do veículo como, por exemplo, jatos de água durante a condução ou sal espalhado nas vias para prevenir o congelamento da neve em regiões frias.
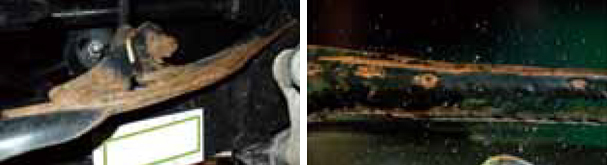
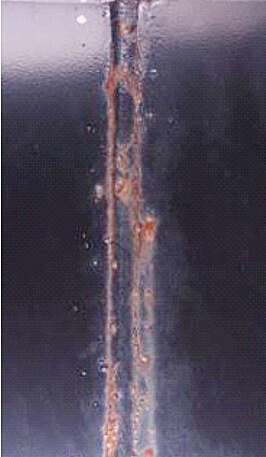
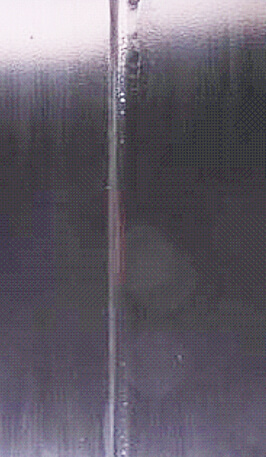
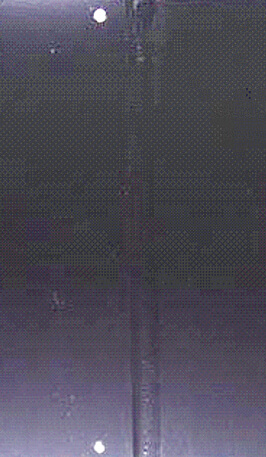
Figura 7: Oxidação gerada em componentes da
suspensão e aparência dos cordões de solda
Todavia, em soldas ao arco, é gerada escória durante a soldagem, causando defeitos que impedem o processo de revestimento por eletrodeposição após a soldagem. A aparência externa de um componente da suspensão e seu cordão de solda após a real rodagem de um carro é mostrada na Figura 7.
A oxidação é claramente visível próxima às regiões das soldas ao arco onde os defeitos no revestimento foram gerados.

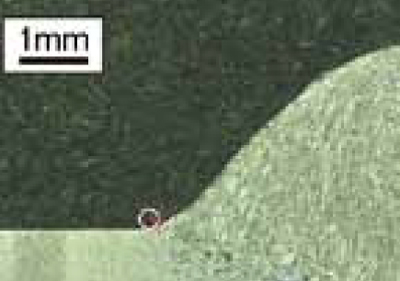
Figura 8: Defeitos de porosidade gerados em um cordão
de solda
A galvanização é uma maneira adequada de aumentar a resistência à corrosão de chapas de aço, todavia não é apropriada para partes soldadas porque o calor da soldagem ocasiona a evaporação do revestimento de zinco. Outra desvantagem das chapas de aço galvanizadas é a má soldabilidade, uma vez que o zinco evaporado tende a permanecer no metal de solda, levando à ocorrência de defeitos de porosidade, como bolhas e/ou cavidades mostradas na Figura 8.
Portanto, embora a soldagem ao arco forneça muitas das propriedades requeridas para os componentes da suspensão, melhorias nos consumíveis de soldagem ao arco e nos procedimentos de solda são necessários para evitar as desvantagens acima mencionadas.
4-1. Novos processos de soldagem com excelente resistência à corrosão e à fadiga
Para solucionar as questões discutidas acima, um novo processo de soldagem, chamado Hi-Ar Process, foi desenvolvido conjuntamente pela KOBE STEEL e a Mazda Motor Corp. Neste processo, o arame sólido convencional comumente usado como consumível de solda na produção de veículos foi reprojetado para apresentar pouca geração de escória e uma excelente coesão.
| Processo Conv. |
 |
|---|---|
| Hi-Ar Process |
 |
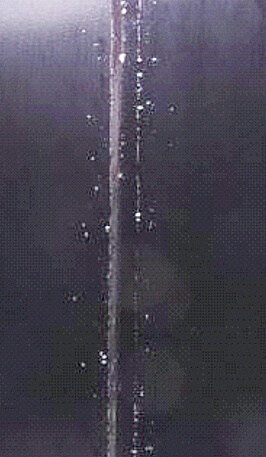
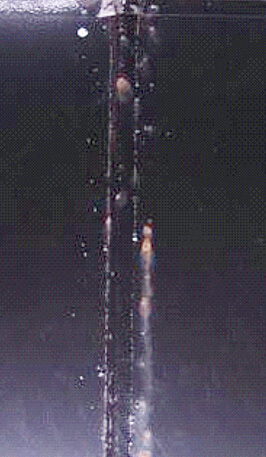
Figura 9: Comparação da aparência do cordão entre
gás de proteção 80% Ar - 20% CO2
(processo convencional) e o Hi-Ar Process
Além disso, a combinação de gás de proteção 95% Ar - 5% CO2, contendo alto teor de Ar, com uma fonte de energia pulsada convencional, reduz a geração de escória e ao mesmo tempo aumenta a resistência à porosidade nas chapas de aço galvanizadas. A Figura 9 compara a aparência do cordão produzido com arame sólido convencional (equivalente ao JIS Z 3312 YGW12) no processo de soldagem de metal com gás ativo (MAG) com gás de proteção 80% Ar - 20% CO2 (processo convencional) e com gás de proteção 95% Ar - 5% CO2 (Hi-Ar Process).
Diferente do processo convencional, que produz escória ponteada no cordão, o Hi-Ar Process resultou em escória agregada no final da soldagem, a assim chamada cratera, o que pode diminuir os locais onde os defeitos no revestimento por eletrodeposição podem ocorrer.
Uma avaliação da resistência à corrosão após o revestimento por eletrodeposição foi realizada de acordo com o teste de corrosão cíclico (CCT) combinado e os resultados são mostrados na Figura 10.
| Antes do CCT |
CCT: 10 ciclos |
CCT: 30 ciclos |
|
|---|---|---|---|
| Processo Conv. |
 |
 |
 |
| Hi-Ar Process |
 |
 |
 |
Figura 10: Comparação da resistência à corrosão entre os processos convencional e Hi-Ar
A oxidação é gerada no ciclo CCT = 10 no processo convencional, enquanto que, mesmo no ciclo CCT = 30, não é gerada no Hi-Ar Process. Desta forma, isto deixa claro que o segundo processo pode fornecer uma resistência à corrosão superior.
Outra consequência do Hi-Ar Process é o aumento da resistência à fadiga das juntas soldadas. Uma seção transversal ampliada da macroestrutura de uma margem da solda é mostrada na Figura 11.
| Processo Conv. | Hi-Ar Process | ||
|---|---|---|---|
 |
 |
||
| Ângulo do flanco [graus] | 128 | Ângulo do flanco [graus] | 160 |
| Raio da margem [mm] | 0.1 | Raio da margem [mm] | 0.7 |
Figura 11: Comparação das formas das margens
Avaliando o ângulo do flanco e o raio da margem da configuração da margem da solda, a margem da soldagem obtida pelo Hi-Ar Process mostra uma forma mais suave, improvável de causar concentrações de tensão comparadas com aquelas de processos convencionais.
A Figura 12 mostra o resultado do teste de fadiga por flexão em juntas sobrepostas com solda de filete de chapas de aço de classe 440 MPa. O resultado com o Hi-Ar Process indica uma carga de tensão 1,5 vezes maior em 1,0 x 107, em comparação com o processo convencional.
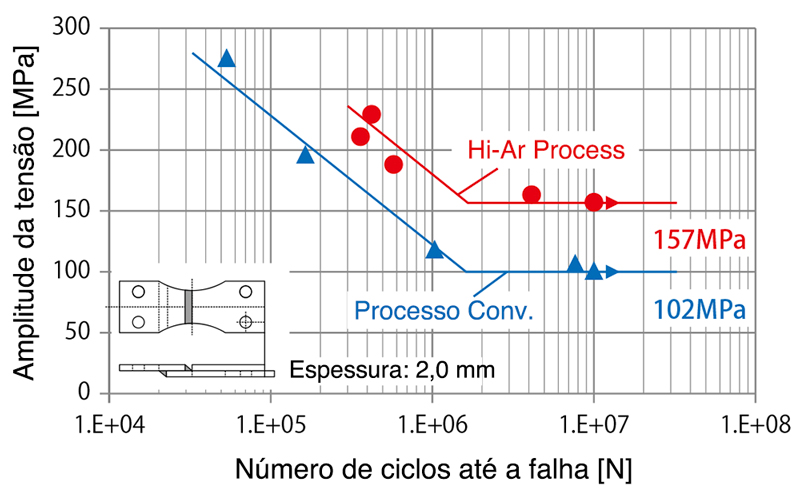
Figura 12: Resultados do teste de fadiga ※Relação de tensão = 0, Frequência = 25 Hz
4-2. Eficácia do Hi-Ar Process em peças reais
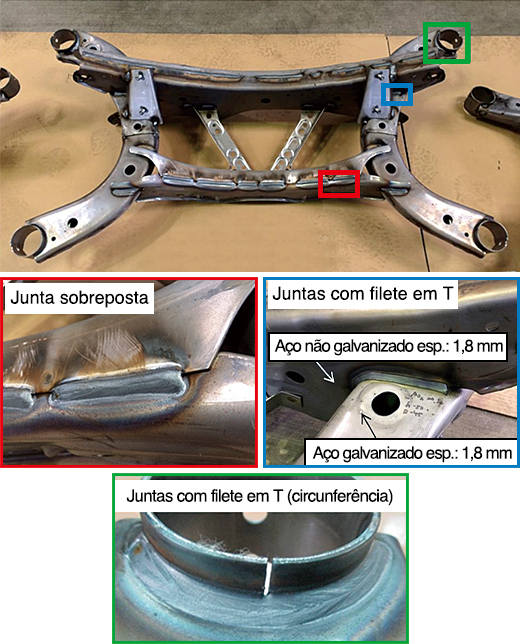
Figura 13: Aparência e soldas dos elementos do quadro
da suspensão
A soldagem real nas linhas de fabricação pode ser problemática em função das variações nas diferenças entre as chapas de aço, precisão das soldagens provisórias e posições das soldagens, e diferem das avaliações das resistências à corrosão e à fadiga reportadas acima. Por esta razão, foi realizada uma avaliação em componentes reais da suspensão de veículos produzidos em larga escala atualmente. A aparência e as soldas dos elementos do quadro da suspensão são mostradas na Figura 13.
Em cada amostra (junta por filete em T circunferencial, junta por filete em T e junta de sobreposição por solda de filete), a escória está agregada em uma cratera e um cordão uniforme foi obtido. Portanto, o Hi-Ar Process é possivelmente efetivo nas soldagens de componentes reais e deve melhorar a resistência à corrosão após o revestimento por eletrodeposição.
5.Conclusão
As tecnologias discutidas neste artigo foram sobre o [T]MG-S120T, um arame sólido para chapas de aço de resistência à tração ultra-alta; o [F]MG-1T(F), um arame sólido exclusivo para a soldagem de chapas de aço finas e adequado para o controle da alimentação do arame em soldas ao arco, e também o recém desenvolvido Hi-Ar Process, uma solução que fornece resistência à corrosão e à fadiga superiores.
Esperamos que os produtos e processos descritos acima satisfaçam as expectativas dos fabricantes de automóveis e melhorem os resultados dos soldadores que produzem peças automotivas.
Todavia, como acreditamos que várias questões ainda deverão ser solucionadas, continuaremos a desenvolver tecnologias originais na KOBE STELL.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




