

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- O PWHT determina a qualidade das soldagens >
O ABC da soldadura por arco
O PWHT determina a qualidade das soldagens
O tratamento térmico “Postweld” (PWHT = PostWeld Heat Treatment) inclui qualquer tratamento térmico após a soldadura. Os objetivos do PWHT das soldagens de aço carbono e aço de baixa liga são para aliviar os esforços residuais de solda, diminuir a dureza da zona termicamente afetada, melhorar a ductilidade e a dureza de entalhe, e liberar o hidrogênio diffusible. Entre estes objetivos, o alívio de esforço é a finalidade principal, e o PWHT é referido também como o “recozimento de alívio de tensões (SR).”
Geralmente, as soldas de aço inoxidável austenítico não são sujeitas ao PWHT. Contudo, quando a soldagem deve ser usada em um ambiente corrosivo severo, o PWHT é aplicado a fim de dissolver os carbonetos de cromo pelo tratamento térmico da solução sólida, estabilizar os carbonetos de nióbio (NbC) e os carbonetos de titânio (TiC) mediante a estabilização do tratamento térmico, e aliviar os esforços residuais pelo SR.
Os factores essenciais a ser notados no PWHT são a taxa de aquecimento, o período e a temperatura de molho, a velocidade de esfriamento e a diferença de temperatura na soldagem durante o aquecimento e o ciclo de esfriamento. O tempo e a temperatura de molho são os factores preliminares porque determinam a taxa de alívio e a qualidade da solda. A Figura 1 mostra como o período e a temperatura de molho afectam a taxa de alívio no caso de soldas de aço de 2, 25Cr-lMo. A fim de assegurar uma distribuição uniforme de temperatura e minimizar o esforço térmico, as velocidades máximas de aquecimento e esfriamento e uma diferença de temperatura máxima são também especificadas.
Embora os efeitos metalúrgicos do PWHT forem geralmente benéficos, há algumas características negativas. O aquecimento prolongado pode reduzir a resistência à tracção e a dureza de entalhe das soldas. Alguns tipos de soldas de aço Cr-Mo podem causar a “fissuração SR”.
“Na maioria das fabricações, o PWHT é realizado em uma fornalha como mostrado na Figura 2 (parte superior). No caso de grandes canteiros de obras, pode ser econômica erigir fornalhas provisórias e personalizadas para recozimento de vasos de pressão e spools de tubos. Nos vasos grandes e erigidos nos locais, tais como tambores de coque e esferas para armazenagem, o trabalho próprio pode, de facto, transforma-se a fornalha. As fornalhas são geralmente a gás ou a óleo.
Uma fornalha será equipada normalmente com um número de termopares fixos, mas para os vasos de pressão grandes, os termopares podem também ser unidos aos vasos próprios para controlar mais precisamente a temperatura. Os cordões de soldadura na tubagem recebem freqüentemente um PWHT local como mostrado na Figura 2 (parte inferior).
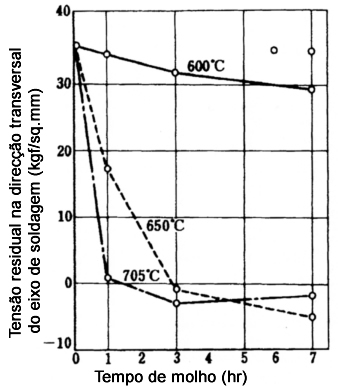
Figura 1. Efeito do PWHT no alívio de tensão das soldas de aço 2.25Cr-1Mo [Livro completo de soldadura, Sanpo Publishing, Japão]
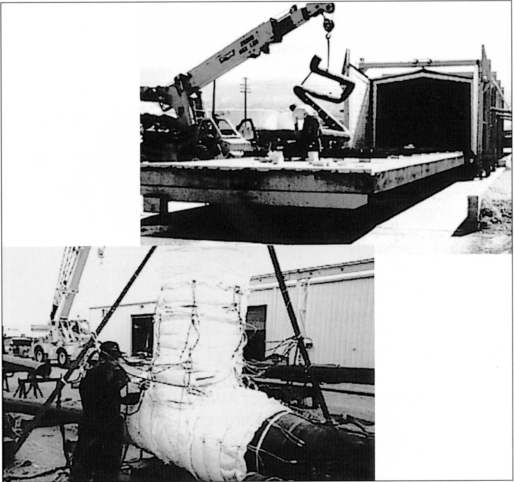
Figura 2. (Parte superior): Uma fornalha controlada por computador (Fonte da foto: Fabricação e fornecimento de tubulação, EUA) (Parte inferior): Recozimento local de um “Te” (Fonte da foto: Serviços Técnicos do Tratamento Térmico, Canadá)
CENTRO DE EDUCAÇÃO




