

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- Trincas a frio: Causas e curas >
O ABC da soldadura por arco
Trincas a frio: Causas e curas
Uma trinca a frio é referida geralmente como uma fissuração espontânea que ocorra as temperaturas abaixo de 200°C após a solidificação está completa na soldadura. A trinca a frio pode ser desenvolvida às horas ou dias depois que a solda foi feita, o que está referido como “fissuração atrasada”. A trinca a frio pode ocorrer em todos os aços ferriticos e martensiticos, tais como aço carbono, aço de baixa liga e aço de liga alta a menos que precauções adequadas, principalmente o pré-aquecimento, forem empregadas.
As trincas a frio, conforme mostradas nas Fotos 1 e 2, são causadas pelos efeitos combinados da baixa ductilidade da solda, da tensão residual e do hidrogênio diffusible na solda. A ductilidade de uma solda pode diminuir com um equivalente de alto carbono e um resfriamento de alta velocidade após a solidificação. A tensão residual em uma solda pode ser maior do que esperado se contem descontinuidades de solda, tais como fusão incompleta, penetração de junta incompleta, sobreposição, mordedura, inclusões de escória e porosidade. A fonte de hidrogênio diffusible em uma solda é principalmente umidade no consumível e na atmosfera de soldadura.
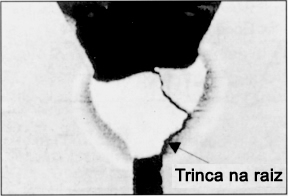
Foto 1. Uma trinca a frio é iniciada na raiz da solda e desenvolvida no metal de solda.
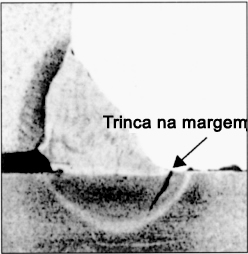
Foto 2. Uma trinca a frio é iniciada na margem da solda e é desenvolvida na Zona Termicamente Afetada (ZTA).
Conseqüentemente a trinca a frio pode ser impedida controlando os três factores principais: a baixa ductilidade, a tensão residual e o hidrogênio diffusible. As seguintes operações son necesarias:
(1) Pré-aquecer o metal de base para reduzir a velocidade de resfriamento da solda. Isto impede a fragilização da solda e remove o hidrogênio dissolvido da solda.
(2) Impedir as descontinuidades da solda para evitar a concentração de tensão.
(3) Usar os consumíveis de soldadura do tipo de baixo hidrogênio para minimizar o hidrogênio diffusible na solda.
No pré-aquecimento, é importante determinar a temperatura apropriada ao metal de base e ao metal de enchimento a ser usado. A temperatura apropriada é geralmente determinada para o trabalho individual, tomando em consideração diversos factores, tais como composição quimica, nível de limite (ou espessura de placa), processo de soldadura, aporte de calor e quantidade de hidrogênio diffusible no metal de solda. A Tabela 1 é uma orientação rápida às temperaturas apropriadas de pré-aquecimento para tipos diferentes de aços.
| Tipo de metal | Temperatura de pré-aquecimento e interpasse (°C) |
|---|---|
| HT50 | 20 - 120 |
| HT60 | 50 - 120 |
| HT80 | 100 - 180 |
| Aço 0,5%Mo | 100 - 200 |
| Aço 1,25%Cr-0,5%Mo | 150 - 300 |
| Aço 2,25%Cr-1%Mo | 200 - 350 |
| Aço 5%Cr-0,5%Mo | 250 - 350 |
| Aço 9%Cr-1%Mo | 250 - 350 |
| Aço inoxidável 17%Cr | 100 - 250 |
| Aço inoxidável 13%Cr | 100 - 400 |
Nota: Estas temperaturas são somente para referência geral.
Ao soldar recipientes sob pressão pesados e espessos, o pós-aquecimento imediato (por exemplo 300°C x 30 min) é frequentemente aplicado na soldagem imediatamente após de terminar a solda, quando a solda mantiver o pré-aquecimento e a temperatura de interpasse. Isto é para evitar a fissuração atrasada quando o recipiente é resfriado à temperatura ambiente para avaliação não destrutiva antes do tratamento térmico pós-soldagem (Post-weld heat treatment - PWHT). O uso combinado do pré-aquecimento e do pós-aquecimento imediato é eficaz para impedir as trincas a frio na solda.
CENTRO DE EDUCAÇÃO




