

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- Como realizar a soldadura provisória >
O ABC da soldadura por arco
Como realizar a soldadura provisória
Uma solda provisória é uma solda feita para guardarar as peças de uma soldagem no alinhamento apropriado, até que as soldas finais estejam feitas. Uma solda provisória é geralmente uma solda curta feita em pontos intermitentes para manter as bordas de contacto unidas. A soldadura provisóriapode ser feita levemente, mas as soldas provisórias devem ser sujeitas às mesmas exigências de qualidade que as soldas finais. Aqui estão algumas dicas para fazer soldas provisóriasapropriadas.
(1) Especifique antecipadamente o comprimento de cada solda provisória e a medida do centro ao centro das soldas provisórias. Além, você deve especificar os perfis da solda de múltiplos passes e espessura da garganta da solda provisória para executar a solda dos componentes de secção grossa. O comprimento mínimo recomendado de um cordão de solda provisória, de acordo com as Recomendações Técnicas para a Construção de Aço de Edifícios da Especificação das Padrões Arquitectónicas Japonesas (JASS 6), é mencionado na Tabela 1.
| Espessura da chapa (mm) (2) | Comprimento mínimo do cordão (mm) (3) |
|---|---|
| 6 máx | 30 |
| Superior a 6 | 40 |
Nota:
(1) Aplicado ao SMAW e ao GMAW semiautomático.
No caso da soldadura com aporte de calor elevado executado com o processoSAW, o comprimento mínimo de um cordão de solda provisória deve ser mais longo com um maior espessura da garganta do que no caso dos processosSMAW e GMAW semiautomático, para impedir a fractura do cordão da solda provisória, causada peladistorção de soldadura.
(2) Apliqueao componente mais grosso no caso de uma junção da espessura dessemelhante.
(3) O passo das soldas provisórias deve geralmente ser aproximadamente 400 mm ou mais curto.
(2) De acordo com a especificação JASS 6, não faça a soldadura provisória quando a temperatura ambiental em uma área de solda é inferior a - 5°C. Quando é entre - 5°C~5°C, execute opré-aquecimento do metal de basea uma temperatura apropriada para uma distância até 100 mm a partir da junção de soldadura.
(3) Aoexecutar a solda provisóriado aço com elevada resistência a tração e do aço fracamente ligado resistente ao calor, um cordão curto da solda provisóriaproduzvelocidades de resfriamento mais rápidas da solda e aumenta desse modo a dureza da Zona Termicamente Afetada do metal de base, que pode causar afissura da solda provisória. A fim de impedir este problema, a temperatura de pré-aquecimento deve ser 40~50°C mais alta do que na soldadura final.
(4) Use os eléctrodos de baixo hidrogênio para executar a soldadura provisóriade componentes grossos de aço suave, aço com elevada resistência a tração e aço fracamente ligado resistente ao calor, para impedir atrinca a frio das soldas provisórias.
(5) Evite executar a soldadura provisória em cantos afiados dos componentes onde o esforço residual tem tendência deconcentrar. A Figura 1 mostra os típicos lugares recomendados para as soldas provisórias em uma construção de aço, conforme as Recomendações Técnicas para a Construção de Aço de Edifícios.
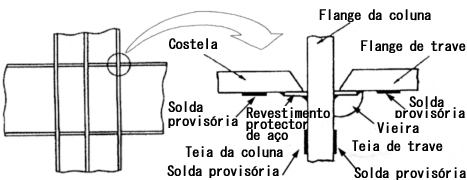
Fig. 1 Lugares recomendados de solda provisória para uma junção de conexão de coluna à trave
(6) Você deve progredir simetricamente quando você realiza a soldadura provisória em componentes de secção grossa fortemente contidos como indicado na Fig. 2.
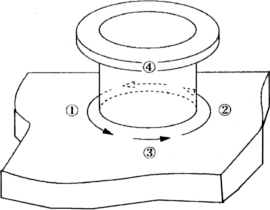
Fig. 2 Soldadura provisória simétrica na peça de trabalho desecção grossa fortemente contida
(7) Se estarão removidos ou sairam no sítio, as soldas provisórias devem ser feitas mediante um procedimento de solda em ângulo ou de solda de topo qualificado pelo código relevante. As soldas provisórias a ser saidas no sítio devem ser feitas pelos soldadores qualificados, de acordo com a especificação pertinente. Devem ser examinadas visualmente, para detectar eventuais anomalias, e ser removidas se encontradas para ser defeituosas.
CENTRO DE EDUCAÇÃO




