

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- Soldadura do aço de 13%Mn >
O ABC da soldadura por arco
Soldadura do aço de 13%Mn
Pergunta:
Usamos a soldadura por arco manual para o “revestimento duro” de uma maxila de britadeira com um metal de enchimento de revestimento de HF-11 do tipo 13%Mn. Conseqüentemente, a solda foi destacada do metal de base. O que causa esse problema e que método deve ser adotado a fim de evitar este problema?
Resposta:
Tipicamente as maxilas de britadeira são feitas de aço fundido austenítico de 1,2%C-13%Mn. Enquanto este aço oferece uma dureza e ductilidade com capacidade alta de endurecimento, é resistente ao desgaste, especialmente em serviço acompanhado das cargas de impacto. Por outro lado, quando este aço é aquecido em temperaturas superiores a 300°C por períodos prolongados, os carbonetos se precipitam nos limites de grão, reduzindo a dureza e a ductilidade e causando desse modo uma fissuração. A habilidade alta de trabalho arduo deste aço assegura-se de que a camada de superfície esteja endurecida ao trabalho após a operação. A Figura 1 mostra como o aço fundido de 13%Mn usado no envoltório de uma britadeira giratória pode se tornar endurecido ao trabalho após a operação. Claramente, a camada de 1,5-2 mm da superfície exibe uma dureza mais alta do que o interior.
![Figura 1: Distribuição da dureza do envoltório de aço fundido de 13%Mn de uma
britadeira giratória após a operação [Referência 1]](../../images/education-center/photo/2007-03_1.jpg)
Figura 1: Distribuição da dureza do envoltório de aço fundido de 13%Mn de uma britadeira giratória após a operação [Referência 1]
As maxilas de britadeira podem ser reconstruídas e endurecidas com sucesso mediante a soldadura por arco; contudo, por causa das propriedades do aço fundido de 13%Mn, recomenda-se fortemente a adequação estrita ao seguinte procedimento de soldadura.
(1) Desgastar a camada endurecida do metal de base para impedir a fissuração na interface entre o metal de solda e o metal de base.
(2) Evitar o superaquecimento do metal de base - impedindo desse modo a fragilização causada pela precipitação dos carbonetos - refrigerando a solda mais rapidamente como segue:
・Não usar o pré-aquecimento.
・Evitar a soldadura contínua e, se possível, aplicar a água para refrigerar a peça de trabalho.
・A temperatura de interpass deve ser de 150°C máximo.
・Mantener o aporte de calor o mais baixo possível limitando a amperagem e depositando os grânulos de longarina.
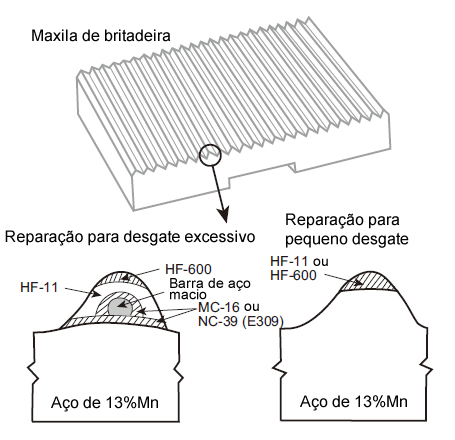
(3) Seleccionar os metais de enchimento apropriados segundo a quantidade de desgaste para ser reconstruídos ou endurecidos segundo as indicações da figura seguinte. O HF-11 é um eléctrodo coberto com revestimento austenítico de 13%Mn. O HF-600 é um eléctrodo coberto com revestimento de tipo martensite com uma dureza nominal de Hv:600. O MC-16 é um eléctrodo coberto de tipo martensite de 16%Mn-16%Cr.
(4) Não usar calor de pós-soldagem a fim de evitar a precipitação de carboneto e a fragilização.
» Referência «
[1] S.Yamamoto. Soldadura por arco de aços fundidos e ferros específicados, Shinko Welding Service Co., Ltd.
CENTRO DE EDUCAÇÃO




