

- PÁGINA PRINCIPAL >
- CENTRO DE EDUCAÇÃO >
- O ABC da soldadura por arco >
- Você sabe por que é que os FCW são usados em grandes quantidades na construção naval >
O ABC da soldadura por arco
Você sabe por que é que os FCW são usados em grandes quantidades na construção naval
Desde o início dos anos 1980, a produção de fios fluxados (FCW = Flux-Cored Wires) em Japão tem aumentado de ano para ano, alcançando mais de 125.000 toneladas métricas em 2007 [Referência 1]. Este valor representa cerca de 35% da produção anual total de todos os consumíveis de soldadura em Japão. Os FCW são usados principalmente pelos construtores de navios; um número de 60% de todos os consumíveis de soldadura usados em estaleiros japoneses dizem respeito aos FCW [Referência 2].
O elevado consumo de FCW nos estaleiros pode ser atribuído a suas características superiores: uma alta taxa de depósito e uma usabilidade excelente (respingos limitados, remoção de escória por auto-descascamento e menos “undercut”) em soldadura semiautomática posicional, mecanizada e robótica de trabalho fino e grosso de paredes. Com uma taxa de depósito mais alta, as velocidades de solda podem ser aumentadas, melhorando desse modo a eficiência de solda. Além disso, o consumo de gás de protecção pode ser reduzido devido a uns tempos de soldadura mais curtos. A Figura 1 compara as taxas de depósito de FCW (tipo rutilo e metal), de fios solídos e eléctrodos.
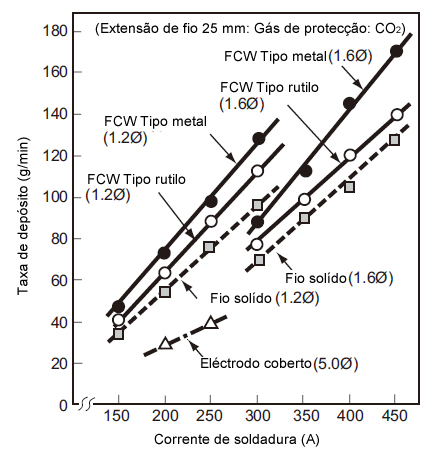
Figura 1: Taxas de depósito de eléctrodos cobertos, fios solídos, FCW de tipo rutilo e FCW de tipo metal, em função das correntes de soldadura.
Segundo as indicações da figura, a taxa de depósito dos FCW é aproximadamente de 10% mais alto do que aquela dos fios solídos e é mais alta do que aquela dos eléctrodos cobertos. A taxa de depósito dos FCW de tipo metal é igualmente aproximadamente de 15% mais alta do que aquela dos FCW de tipo rutilo. Embora, deve-se notar que a taxa de depósito aumenta enquanto a corrente de soldadura aumenta para todos os consumíveis de soldadura.
O efeito da corrente de soldadura nas taxas de depósito é vital, particularmente para os FCW, porque podem usar umas correntes de soldadura mais altas na soldadura “Toda posição”, em comparação com os fios solídos e os eléctrodos cobertos. A maioria dos FCW são projectados para usar as correntes altas no modo de transferência globular. O arco globular com um FCW gera menos respingos e “undercut”, com um arco estável, devido ao efeito do fluxo de núcleo. A escória fundida viscosa dos FCW do tipo “Toda posição” mantem o poço de solda em forma apropriada para produzir uma aparência excelente dos grânulos na soldadura posicional. Conseqüentemente, segundo as indicações da Figura 2, as correntes altas de soldadura podem ser usadas em qualquer posição de soldadura, facilitando desse modo as taxas altas de depósito e assim uma eficiência elevada de soldadura.
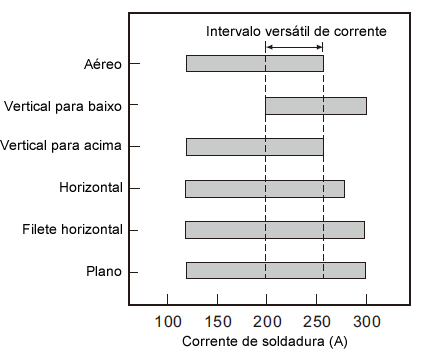
Figura 2: Intervalos apropriados de corrente de soldadura para posições de soldadura individuais e intervalo versátil de corrente para a soldadura posicional (DW-100, 1.2Ø, protecção CO2).
Tais características superiores dos FCW cumpriram as exigências dos construtores de navios para melhorar a eficiência de soldadura mediante o uso dos processos de soldadura semiautomática, mecanizada e robótica, para competir na indústria de construção naval altamente competitiva. É por esse motivo que o consumo dos FCW foi aumentado na construção naval.
» Referências «
[1] Tecnologia de soldagem, Abril de 2008. Sanpo Publications Inc.
[2] Takeuchi, Suga. Soldagem robótica de grandes estruturas. Seizando Co.
CENTRO DE EDUCAÇÃO




