

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.1: Solda circunferencial dos gasodutos e oleodutos Os consumiveis modernos de soldadura de Kobe Steel atendem aos requisitos mais diversos. >
Especificações técnicas Vol.1

1 Prefácio
Porque as populações crescentes em países em vias de desenvolvimento criam agora, mais do que nunca, uma necessidade importante para a energia, os investimentos aumentarão na mineração, no transporte, no armazenamento de recursos de energia e no equipamentos relevantes. Usados para o transporte estável e contínuo do óleo bruto e gás natural, os gasodutos e oleodutos, em tamanhos pequenos e grandes, desempenham um papel-chave na infra-estrutura de energia no mundo inteiro.
Há dois tipos principais de dutos: em terra (“on-shore”), representado em Figura 1, e dutos submarinos. Há dois métodos para instalar os dutos submarinos. O primeiro é chamado “S-Lay” ou “J-Lay”, em que os dutos estão soldados com solda circunferencial a bordo de um navio e abaixados então ao fundo do mar. Ao contrário, o método de tubos enrolados tem os dutos soldados com solda circunferencial em um duto longo (alguns quilômetros de comprimento). O duto é enrolado em uma bobina e levado a um navio para a instalação sob o fundo do mar.
Os processos SMAW, GTAW, GMAW e SAW são mais frequentemente aplicados para soldar os dutos usados nos gasodutos e oleodutos. Contudo, o processo SAW tende a ser limitado a soldar as costuras longitudinais dos dutos, visto que os outros processos são usados para a solda circunferencial. Este artigo focaliza nos consumiveis modernos de soldadura para a solda circunferencial no local.
2 Solda circunferencial e requisitos para consumiveis de soldadura

As especificações exigidas para os dutos variam dependendo dos materiais (requisitos de resistência), dos tamanhos (diâmetro de duto), das condições do canteiro de obras (temperatura, em terra (“on-shore”) ou fundo do mar), e da condição de serviço (pressão). A maioria dos países também têm seus próprios regulamentos e requisitos particulares que influenciarão as especificações de um duto - e levantarão questões quando os dutos cruzam as fronteras.
Os eléctrodos revestidos do tipo de celulose, usados na posição descendente vertical (das 12 à 6 horas), foram preferidos para a solda circunferencial desde o início da história de dutos devido a sua velocidade de soldadura rápida. Contudo, seu uso é limitado às áreas quentes devido a sua baixa resistência à fissuração e porque um determinado grau de habilidade de soldadura é necessário. Mais recentemente, estão substituídos pelos fios fluxados auto-blindados (SS-FCW = self-shielded flux cored wires). Não obstante, ambos consumiveis de soldadura ainda representam 70 a 80% da soldadura total com a solda circunferencial.

Figura 1: Dutos em terra
Foto cortesia do Pipeline Service S.r.I.,
Fabricante do Proteus FAP.
Porque a construção, o transporte e a instalação dos dutos exigem investimentos significativos de tempo e dinheiro, a procura é alta para os processos os mais eficientes da solda circunferencial. Como visto em Figura 2, a aplicação do equipamento de solda circunferencial exclusivo com o processo GMAW automático irá expandir e substituir gradualmente os eléctrodos revestidos e os SS-FCW. O uso dos fios sólidos assim como dos FCW de tipo de metal que permitem a soldadura descendente vertical também está aumentando.

Figura 2: Soldadura MAG pela máquina de solda
circunferencial especial
Foto cortesia do Pipeline Service S.r.I., Fabricante do Proteus FAP.
Porque o duto construído com o método de duto enrolado é enrolado numa bobina após a solda, as propriedades mecânicas, como ductilidade e resistência, assim como os métodos de inspecção do metal de solda, devem ser consideradas com cuidado, ao projetar o metal de solda e ao estabelecer os procedimentos de soldadura. Por exemplo, a soldadura descendente vertical pelo processo GMAW convencional com fios sólidos sofre frequentemente da falta de penetração que pode aumentar a necessidade para futuros reparos. Conseqüentemente, os FCW tipo “todos posicionais” que permite a soldadura ascendente vertical com penetração profunda e estável são preferíveis. Além disso, porque o duto de resistência superior como a Categoria API 5L X80 está considerado para os projectos de dutos reais, os FCW com a qualidade e a eficiência apropriadas para umos dutos de resistência superior constituem agora uma obrigação para o desenvolvimento.
As categorias de aço carbono que se adequam à escala de dutos API 5L X52 à X100, segundo as indicações das Tabelas 1 e 2. Dutos folheados (base de Ni) estão também disponíveis do ponto de vista da resistência à corrosão.
3 Consumiveis para soldadura de aço carbono apropriados para a solda circunferencial.
Kobe Steel tem introduzido no mercado os consumiveis de soldadura para a solda circunferencial por décadas. A Tabela 1 mostra os eléctrodos revestidos típicos para a solda circunferencial, enquanto a Tabela 2 mostrar os fios TIG e MAG para categorias particulares de aço.
4 Consumiveis para solda circunferencial moderna
4.1.  LB-52NSU
LB-52NSU
Quando a soldadura de passe de raiz do duto deve ser executada da parte externa em vez da parte interior, a fim de formar o cordão traseiro ("back bead") dentro do duto, os processos GTAW ou SMAW estão geralmente favorecidos. Kobe Steel introduziu no mercado por muito tempo o LB-52U assim como o LB-62U, com esta finalidade, que ainda servem como produtos excepcionais e os mais seguros de Kobe, no mundo inteiro.
Para além de cumprir as especificações diversas e em constante mutação dos gasodutos e oleodutos, o LB-52NSU foi desenvolvido especificamente para a soldadura de passe de raiz dos dutos para o serviço a baixa temperatura. É um eléctrodo de tipo revestido, de baixo hidrogênio, equivalente ao AWS A5.5 E7016-G. Oferece uma ductilidade excepcional à -60℃, com um teor de hidrogênio diffusible muito baixo de aproximadamente 3,0 ml/100 g. Os produtos químicos, as propriedades mecânicas de todo metal de solda e o teor de hidrogênio diffusible do LB-52NSU são mostrados nas Tabelas 3, 4 e 5 respectivamente.
| Categoria de duto API 5L |
Passe de solda |
Tipo de baixo hidrogênio | Tipo de alta celulose |
|
|---|---|---|---|---|
| Posição ascendente vertical |
Posição descendente vertical |
|||
| X42-X52 | Raiz | LB-52U LB-52NSU |
LB-78VS | KOBE-6010 |
| Quente | LB-52-18 LB-52NS |
|||
| Enchimento e tampão |
||||
| X56-X60 | Raiz | LB-52U LB-52NSU |
KOBE-6010 KOBE-7010S |
|
| Quente | LB-52-18 LB-52NS |
KOBE-7010S | ||
| Enchimento e tampão |
||||
| X65 | Raiz | LB-52U | LB-88VS | KOBE-7010S KOBE-8010S |
| Quente | LB-62 LB-62D |
|||
| Enchimento e tampão |
KOBE-8010S | |||
| X70 | Raiz | LB-62U | KOBE-7010S KOBE-8010S |
|
| Quente | LB-62 LB-62D |
|||
| Enchimento e tampão |
KOBE-8010S | |||
| X80 | Raiz | LB-62U | LB-98VS LB-108VS |
—— |
| Quente | LB-65D LB-106 |
|||
| Enchimento e tampão |
||||
| X100 | Raiz | —— | LB-118VS | —— |
| Quente | LB-80L LB-116 |
|||
| Enchimento e tampão |
||||
| Categoria de duto API 5L |
Passe de solda |
Temperatura (°C) | ||
|---|---|---|---|---|
| -20 | -40 | -60 | ||
| X42-X56 | Raiz e quente |
TG-S50 MX-100T |
TG-S1N MX-A55T |
|
| Enchimento e tampão |
DW-A50 DW-A50SR |
DW-A55E DW-A55ESR |
DW-A55L DW-A55LSR DW-A81Ni1 |
|
| X60 | Raiz e quente |
TG-S62 | TG-S60A | |
| Enchimento e tampão |
DW-A55E DW-A55ESR |
DW-A55L DW-A55LSR DW-A81Ni1 |
||
| X65 | Raiz e quente |
TG-S62 | TG-S60A | |
| Enchimento e tampão |
DW-A55E DW-A55ESR |
DW-A55L DW-A55LSR DW-A81Ni1 |
||
| X70 | Raiz e quente |
TG-S62 | TG-S60A | |
| Enchimento e tampão |
DW-A70L | DW-A55L DW-A81Ni1 |
||
| X80 | Raiz e quente |
TG-S80AM | ||
| Enchimento e tampão |
DW-A70L | —— | ||
| X100 | Raiz e quente |
TG-S80AM | ||
| Enchimento e tampão |
DW-A80L | —— | —— | |
| C | Si | Mn | P | S | Ni | Ti | B |
|---|---|---|---|---|---|---|---|
| 0.06 | 0.62 | 1.25 | 0.016 | 0.004 | 0.50 | 0.014 | 0.0027 |
| Propriedades elásticas | Ductilidade | ||||||
|---|---|---|---|---|---|---|---|
| 0.2% PS (MPa) |
TS (MPa) |
EI (%) |
RA (%) |
Energia absorvida: J Fractura por fragilização: %. |
FATT (°C) |
||
| -80°C | -60°C | -40°C | |||||
| 511 | 598 | 32 | 78 | 43(60) 55(60) 41(60) Av.46(60) |
44(55) 72(55) 58(52) Av.58(54) |
70(50) 137(35) 144(35) Av.117(40) |
-53 |
| Diâmetro do eléctrodo (mm). | 1 | 2 | 3 | 4 | Média |
|---|---|---|---|---|---|
| 3.2 | 2.8 | 3.3 | 3.5 | 3.0 | 3.2 |
Nota: Método testado: De acordo com AWS A4.3.(Cromatografia de gás)
Corrente de soldadura: 120 A (DCEP).
Atmosfera de soldadura: 21℃ x RH10%.
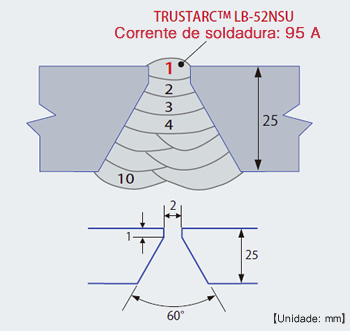
Figura 3: Forma do chanfro e seqüência de passe da
soldadura da junta de topo com LB-52NSU (somente passe
de raiz) e LB-52NS.
Ao soldar uma junta de topo em uma placa de 25 mm de espessura, o LB-52NSU de 3,2 de diâmetro foi usado para o passe de raiz com C.C. de 95 ampères, e o LB-52NS de 3,2 mm de diâmetro foi usado para o segundo passe em diante com C.C. de 110 ampères na posição ascendente vertical. As temperaturas de pré-aquecimento e interpass foram mantidas entre 115 e 135°C. A Figura 3 mostra a forma do chanfro e a seqüência de passe, enquanto a Figura 4 mostra a macroestrutura do metal de solda. Os produtos químicos e as propriedades elásticas são mostradas nas Tabelas 6 e 7, respectivamente, e as propriedades de ductilidade e a curva de transição do metal de solda da junta de topo são mostradas na Tabela 8 e na Figura 5, respectivamente. (Nota: Ambos LB-52NSU e LB-52NS são especificados como AWS A5.5 E7016-G).
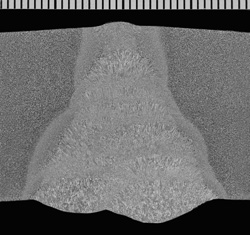
Figura 4: Macroestrutura do metal de solda
da junta de topo
| Lugar | C | Si | Mn | P | S | Ni | Ti | B |
|---|---|---|---|---|---|---|---|---|
| Frente | 0.07 | 0.31 | 1.40 | 0.008 | 0.003 | 0.50 | 0.013 | 0.0022 |
| Verso | 0.08 | 0.30 | 1.36 | 0.009 | 0.003 | 0.43 | 0.014 | 0.0023 |
| Lugar | Propriedades elásticas | |||
|---|---|---|---|---|
| Centro | 0.2%PS (MPa) |
TS (MPa) |
El (%) |
RA (%) |
| 506 | 577 | 25 | 81 | |
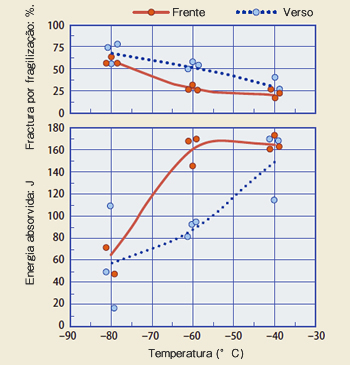
Figura 5: Curva de transição do metal de solda da junta de
topo
| Lugar | Ductilidade | |||
|---|---|---|---|---|
| Energia absorvida: J Fractura por fragilização: %. |
FATT (°C) |
|||
| -80°C | -60°C | -40°C | ||
| Frente. | 47(56) 73(64) 71(55) Av. 64(58) |
169(26) 145(30) 167(26) Av. 160(27) |
162(22) 172(16) 160(26) Av. 165(21) |
-75 |
| Verso | 17(79) 108(56) 49(73) Av. 58(69) |
93(53) 92(56) 82(50) Av. 89(53) |
167(26) 114(40) 169(26) Av. 150(31) |
-58 |
4.2. DW-A70L
TRUSTARC™ O DW-A70L foi desenvolvido pela Kobe Steel a fim de satisfazer os requisitos dos construtores de dutos para a alta qualidade e eficiência de solda dos dutos de grande resistência. Um FCW de tipo rutilo para soldadura de toda posição que foi projectada exclusivamente para a solda circunferencial de dutos, o DW-A70L é bem adequado para a soldadura de dutos de grande resistência e para cumprir com os requisitos do NACE MR0175 que especificam um teor total de Ni no metal de solda não superior a 1%. O teor de hidrogênio diffusible do DW-A70L de todo metal de solda é tão baixo quanto 4 ml/100 g.
A Tabela 9 mostra a classificação do DW-A70L, enquanto as Tabelas 10, 11 e 12 mostram os produtos químicos e as propriedades mecânicas e o teor de hidrogênio diffusible do DW-A70L de todo metal de solda, respectivamente.
| Diâmetro do arame | 1.2 mm de diâmetro | |||
|---|---|---|---|---|
| Gás de proteção. | 80%Ar-20%CO2 | |||
| Posição de soldadura | Toda a posição | |||
| Classificação | AWS A5.29 E101T1-GM ISO 18276 -A- T 62 5 Mn1NiMo P M 2 H5 |
|||
| C | Si | Mn | P | S | Ni | Mo |
|---|---|---|---|---|---|---|
| 0.05 | 0.36 | 1.90 | 0.008 | 0.011 | 0.97 | 0.46 |
| Propriedades elásticas | Ductilidade | ||||||
|---|---|---|---|---|---|---|---|
| 0.2% PS (MPa) |
TS (MPa) |
EI (%) |
RA (%) |
Energia absorvida: J Fractura por fragilização: %. |
FATT (°C) |
||
| -50°C | -40°C | -30°C | |||||
| 663 | 739 | 21 | 63 | 75(23) 76(23) 66(30) Av.72(25) |
88(23) 89(18) 84(18) Av.87(20) |
95( 8 ) 92(13) 92(13) Av.93(11) |
<-50 |
| Diâmetro do arame (mm) | 1 | 2 | 3 | 4 | Ave. |
|---|---|---|---|---|---|
| 1.2 | 3.5 | 3.7 | 3.9 | 3.6 | 3.7 |
Nota: Método testado: De acordo com AWS A4.3. (Cromatografia de gás).
Corrente de soldadura: 200 A-24 V-300 mm/min.
Comprimento do “stick-out” do fio: 25 mm.
Usando o DW-A70L FCW, o duto API 5L X65 foi soldado com solda circunferencial por meio de uma máquina de soldar CRC Evans M300-C (segundo as indicações da Figura 6), e resultados bem sucedidos foram obtidos. A Tabela 13 mostra as circunstâncias de solda testadas. A macroestrutura e a aparência do cordão são mostrados nas Figuras 7 e 8, respectivamente, e os produtos químicos são indicados na Tabela 14. As propriedades mecânicas e a curva de transição do metal de solda são mostradas na Tabela 15 e na Figura 9 respectivamente.
| Metal de base | API 5L X65-PSL1 273,1 mm dia.× 21,4 mm de espessura de parede. |
|---|---|
| Posição de soldadura | 5G (O duto é fixado na posição horizontal). |
| Equipamento de soldadura | Sistema da soldadura de duto externo M-300-C (CRC-EVANS). |
| Forma do chanfro | 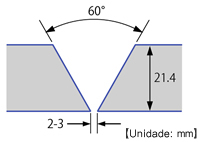 |
| Passes quentes e raiz | TG-S60A (2 camadas). Parâmetros de soldadura: 150 A-10 V-70 mm/min. |
| Polaridade | DCEP |
| Parâmetros de soldadura | 200A-23.5V |
| Aporte de calor | 1.7 kJ/mm |
| Seqüência de passes (FCW) |
8 passes/5 camadas. |
| Temperatura de pré-aquecimento e Interpasse |
100 -130 °C |
| Gás de proteção | 80%Ar-20%CO2 , 25 L/min. |
| PWHT | Nenhum (Após a soldagem) |

Figura 6: Máquina de soldar CRC Evans M300-C
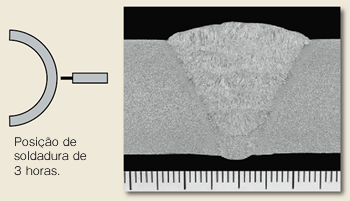
Figura 7: Macroestrutura do metal de solda na posição de
3 horas.
| C | Si | Mn | P | S | Ni | Mo |
|---|---|---|---|---|---|---|
| 0.05 | 0.30 | 1.77 | 0.008 | 0.006 | 0.89 | 0.42 |
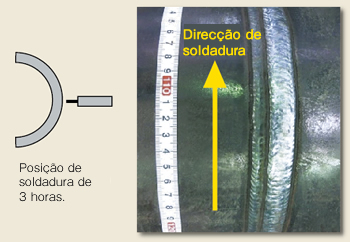
Figura 8: Aparência do cordão do metal de solda na posição
| Propriedades elásticas | Ductilidade | ||||||
|---|---|---|---|---|---|---|---|
| 0.2% PS (MPa) |
TS (MPa) |
EI (%) |
RA (%) |
Energia absorvida: J Fractura por fragilização: % |
FATT (°C) |
||
| -60°C | -50°C | -40°C | |||||
| 627 | 691 | 29 | 66 | 57(37) 63(44) 54(48) Av.58(43) |
63(38) 70(37) 49(45) Av.61(40) |
82(22) 86(23) 82(34) Av.83(26) |
<-60 |
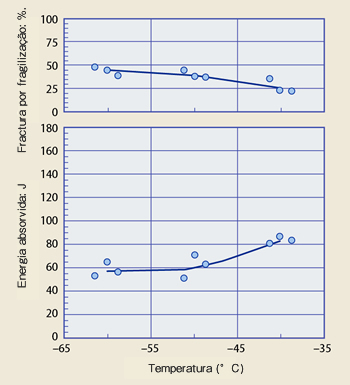
Figura 9: Curva de transição do metal de solda
Como visto na Tabela 14, o teor de Ni de 0.89% no metal de solda cumpre com a exigência NACE. As propriedades mecânicas, tais como resistência (0,2% PS assim como TS) e a ductilidade tão baixo quanto -60°C, são também satisfatórias, graças à optimização dos elementos de liga que incluem componentes menores no fluxo DW-A70L. Em último lugar, a quantidade e a composição de escória no fluxo DW-A70L são as melhores e fornecem uma boa soldabilidade em todas as posições de soldadura como pode ser visto nas Figuras 7 e 8, na macroestrutura do metal de solda em uma posição de 3 horas assim como na aparência do cordão.
4.3. DW-N625P
Segundo onde a furação foi executada, o óleo bruto ou o gás natural podem às vezes conter substâncias que podem corroer os dutos. Nesses casos, o duto interno tem que ser resistente à corrosão, e por isso são usados geralmente dutos blindados em que a superfície interna é sobreposta de solda (“overlay-welded”). Para a solda circunferencial dos dutos resistentes à corrosão assim como dos dutos de aço folheadas, a liga Ni-Cr-Mo 625 é normalmente aplicado devido a sua resistência de corrosão excelente. Sua resistência é concebida de modo a ser geralmente igual ou superior aos dutos que estão soldados.
Até recentemente, um FCW com boa soldabilidade, resistência de corrosão assim como propriedades mecânicas apropriadas para a solda circunferencial não está disponível no mercado. Contudo, o fio fluxado DW-N625P de Kobe Steel recentemente desenvolvido cumpre com todas os requisitos mencionados acima. A Tabela 16 mostra a classificação do DW-N625P e as Tabelas 17 e 18 indicam os produtos químicos e as propriedades mecânicas do DW-N625P Todo metal de solda, respectivamente.
| Diâmetro do arame | 1.2 mm de diâmetro |
|---|---|
| Gás de proteção. | 75-80%Ar+Bal.%CO2 |
| Posição de soldadura | Toda a posição |
| Classificação | AWS A5.34/A5.34M: ENiCrMo3T1-4 ISO 12153 T Ni 6625 P M21 2 |

Figura 10: Soldadura de duto por meio de DW-N625P e da
máquina Magnatech
Fotografia cortesia de Magnatech International B.V.
| Elementos | C | Si | Mn | P | S | Cu | Ni |
|---|---|---|---|---|---|---|---|
| DW-N625P | 0.031 | 0.21 | 0.02 | 0.007 | 0.004 | 0.01 | 65.2 |
| ENiCrMo3Tx-y | ≤0.10 | ≤0.50 | ≤0.50 | ≤0.02 | ≤0.015 | ≤0.05 | ≥58.0 |
| Elementos | Cr | Mo | Ti | Fe | Nb+Ta | Outros | |
| DW-N625P | 21.3 | 8.8 | 0.17 | 2.0 | 3.23 | —— | |
| ENiCrMo3Tx-y | 20.0 -23.0 |
8.0 -10.0 |
≤0.40 | ≤5.0 | 3.15-4.15 | ≤5.0 | |
| Posição de soldadura |
5G (6 →12 o’clock) |
Seqüência de passes |
|---|---|---|
| Tipo de Aço |
Carbon steel* | 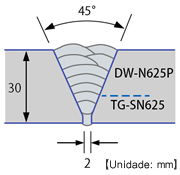 |
| Tamanho do duto. |
Espessura de parede 30 mm. Diâmetro exterior 267 mm. |
|
| Processo de soldadura |
1 -3 passes: GTAW. 4-10 passes: FCAW. |
|
| Fio | 1-3 passes: TG-SN625 2.4 mm dia. (AWS A5.14 ERNiCrMo3) 4-10 passes: DW-N625P 1.2 mm dia. |
|
| Gás de proteção |
1-3 passes: 100%Ar (Purga traseira ("Back purge"): 100%Ar) 4 -10 passes: 80%Ar-20%CO2 (25 l/min) |
|
| “Stick-out” do fio |
4 -10 passes: 15 mm (160A) |
|
| Ângulo da tocha |
10° Mão traseira ("Back-hand") |
|
| Temperatura de Interpass. |
150℃ máximo | |
| * Para verificar somente a usabilidade do DW-N625P. | ||
| Propriedades elásticas | Ductilidade | |||||
|---|---|---|---|---|---|---|
| 0.2% PS (MPa) |
TS (MPa) |
EI (%) |
Energia absorvida: J | |||
| -196°C | -100°C | 0°C | ||||
| DW-N625P | 479 | 765 | 45 | Av.70 | Av.78 | Av.84 |
| ENiCrMo3Tx-y | Not required |
≥690 | ≥25 | Não exigido | ||
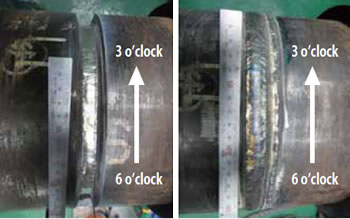
Figura 11: Aparência do cordão da quarto passe.
Figura 12: Aparência do cordão da passe de tampão.
A Figura 10 mostra um duto que está soldado com solda circunferencial em uma máquina Magnatech com o DW-N625P na posição 5G. Os processos GTAW e FCAW foram usados para executar a soldadura de acordo com as condições de soldadura alistadas na Tabela 19. O processo GTAW foi usado para a raiz, quente e terceiros passes (3 passes) com o fio TG-SN625, enquanto o processo FCAW foi usado a partir do 4o passe à passe do tampão (10o passe) com o DW-N625P.
As aparências do cordão de 6 a 3 horas do 4o passe e do passe do tampão são mostradas em Figuras 11 e 12, respectivamente. As macroestruturas das posições de 6, 4 e 3 horas são mostradas em Figuras 13, 14 e 15, respectivamente. A Tabela 20 mostra os resultados de análise do impacto da posição de 3 horas às temperaturas diferentes para baixo a -196°C.
| Posição | Temperatura testada (℃) | Energia absorvida (J) |
|---|---|---|
| 3 horas | 0 | Av. 96 |
| -30 | Av. 93 | |
| -100 | Av. 87 | |
| -196 | Av. 82 |
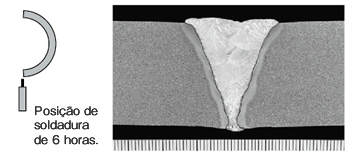
Figura 13: Macroestrutura do metal de solda na posição de
6 horas
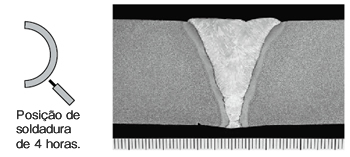
Figura 14: Macroestrutura do metal de solda na posição de
4 horas
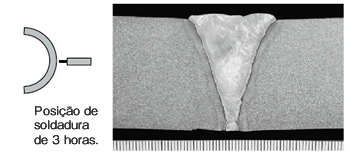
Figura 15: Macroestrutura do metal de solda na posição de
3 horas
Estes testes mostram que a solda circunferencial podia obter uma aparência excelente do cordão nas posições de 6, 4 e 3 horas que são as posições as mais difíceis para conseguir soldas sem defeitos.
5 Postscript

Considerando que a maioria de estruturas marítimas são construídas de acordo com as mesmas especificações e, conseqüentemente, utilizarão os mesmos processos e consumiveis de soldadura, é muito mais provável que os projectos de dutos aplicarão as especificações indicadas pelo proprietário de um projecto particular. Por este motivo, um projecto pode diferir significativamente em termos de soldadura de outro. Contudo, pode pressupor-se que os projectos futuros de dutos especificarão requisitos sempre mais de alta qualidade.
A procura para consumiveis e processos de soldadura mais estáveis e eficientes não terminará e Kobe Steel está sempre pronto para desafiar os limites da tecnologia actual.
Com agradecimentos especiais, fotografias cortesia de:
Pipeline Service S.r.I., Fabricante do Proteus FAP. Magnatech International B.V.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




