

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.2: Consumiveis de soldadura Kobelco para os tanques de armazenamento de GNL (Gás Natural Liquefeito) feitos de aço a 9% de Ni. >
Especificações técnicas Vol.2

![Figure 1: Worldwide LNG imports [1]](../../images/education-center/technical_hightlight/vol02_01.jpg)
Figura 1: Importações mundiais de GNL [1].
O GNL é o gás natural liquefeito, em que o ingrediente principal, metano, é liquefeito a temperatura extremamente baixa de menos 161,5°C. O gás natural liquefeito pega 1/600 do volume de gás natural em um estado gasoso, fazendo possível o transporte maciço e o armazenamento pelos navios e tanques de GNL. Adicionalmente, como o gás natural se emite a 20- 40% menos de CO2 do que outros combustíveis fósseis, tais como petróleo e carvão, considera-se extensamente uma forma da energia limpa. Em conseqüência, o consumo de GNL é previsto para aumentar firmemente como visto na Figura 1, que mostra o crescimento recente das importações mundiais de GNL.
O aço a 9% de Ni é de uso geral para os tanques de GNL à superfície
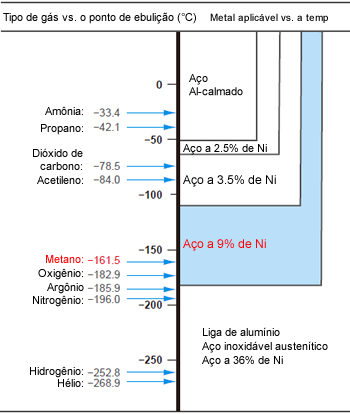
Figura 2: Pontos de ebulição de vários gáses liquefeitos e de
metais aplicáveis para os tanques de armazenamento.
Há dois tipos de tanques de GNL, um para navios de GNL de alto mar e o outro para o armazenamento terrestre. Quanto aos tanques de armazenamento de GNL, podem ser encontrados acima ou abaixo do solo. Os tanques à superfície tomam geralmente a forma de uma estrutura em duplo escudo que seja cilíndrica com fundo liso, enquanto os tanques subterrâneos forem do tipo de membrana. Porque o tanque interior está directamente exposto ao GNL à menos 161,5°C, deve ter um nível elevado de ductilidade do material. Os reservatórios interiores dos tanques de armazenamento à superfície conseqüentemente estão constituídos por aço a 9% de Ni ou liga de alumínio, enquanto aqueles dos tanques subterrâneos estão feitos de aços inoxidáveis austeníticos 304 e/ou 304L. A escolha do material depende do ponto de ebulição do gás relevante (consulte a Figura 2) porque a liquefacção do gás exige uma baixa temperatura tão particular.
O resto deste artigo introduzirá os tanques de GNL à superfície com os reservatórios interiores feitos de aço a 9% de Ni e discutirá os procedimentos e consumiveis relacionados à soldadura.
![Figure 3: A cross sectional view of PCLNG storage tank [2].](../../images/education-center/technical_hightlight/vol02_03.jpg)
Figura 3: Uma vista em corte do tanque de armazenamento
de PCLNG [2].
A Figura 3 mostra um tanque de armazenamento de GNL cilíndrico à superfície, com fundo liso, conhecido como PCLNG (Prestressed Concrete Liquefied Natural Gas Tank = Tanque de Gás Natural Liquefeito de Concreto Pré-esforçado). Esta estrutura, adotada extensamente em países ultramarinos, tem uma parede circunvizinha feita com betão armado pré-esforçado (PC), um escudo exterior e um telhado feitos de aço carbono de serviço à baixa temperatura, um escudo interior feito de aço a 9% de Ni, e uma plataforma interna de alumínio que é suspendida a partir do telhado de abóbada de aço carbono no escudo cilíndrico de Ni à 9%.
Regulamentações e normas para os tanques de GNL
Uma vasta gama de regulamentações e normas definem a concepção, a construção, a inspecção e a manutenção dos tanques de GNL feitos de aço a 9% de Ni. Algumas das normas relevantes de ASME, API, BS EN e JIS são fornecidas abaixo.
(1) ASME. Sec. VIII, Div. 1: Concepção e fabricação de recipientes sob pressão; Div. 2: Regras alternativas.
(2) Norma 620 de API: Concepção e construção dos tanques de armazenamento soldados grandes, de baixa pressão; Apêndice Q: Tanques de armazenamento de baixa pressão para hidrocarbonetos gasosos liquefeitos à temperatura não inferior a −168°C (−270°F).
(3) BS EN 14620-1(2006): Concepção e fabricação de tanques de aço cilíndricos, construídos no local, verticais, com fundo liso para armazenamento de gáses refrigerados, liquefeitos com temperaturas de funcionamento entre 0°C e −165°C, Parte 1: Geralidades.
(4) JIS B 8265(2010): Construção de recipientes sob pressão - Princípios gerais; JIS B 8267(2008): Construção de recipientes sob pressão.
Os regulamentações e as normas geralmente aplicadas no mundo inteiro são ASME Sec. VIII e API 620. A Tabela 1 fornece uma comparação dos esforços permissíveis nos tanques de GNL à superfície feitos de aço a 9% de Ni. Segundo que norma é aplicada, o esforço permissível varia e assim a espessura da placa do escudo difere em conformidade. Como visto na Tabela 1, as normas ASME e JIS calculam o esforço permissível pela força da junta de topo soldada, enquanto que a norma API usa a força do metal de solda.
| Código ou norma |
Fórmula para calcular o esforço permissível |
Resistência padrão (MPa) |
Esforço permissível (MPa) |
|
|---|---|---|---|---|
| API 620 Appendix Q |
Valor menor entre 1/3 σBM*1 e 2/3 σYM*2 |
σBM*1 ≥ 660 σYM*2 ≥ 360 |
220 | |
| ASME Sec. VIII |
Div. 1 | 1/3.5 σB*3 | σB*3 ≥ 660 | 190 |
| Div. 2 | 1/2.4 σB*3 | σB*3 ≥ 660 | 280 | |
| JIS | B 8265 | 1/4 σB*3 | σB*3 ≥ 660 | 190 |
| B 8267 | 1/3.5 σB*3 | 190 | ||
| *1: Resistência à tracção do metal de solda. *2: Força de prova do metal de solda. *3: Resistência à tracção da junta de topo soldada. |
||||
Ao calcular o esforço permissível de aço a 9% de Ni conforme a Norma API 620 Apêndice Q, o valor mais baixo da força entre a placa (por exemplo, beneficiado e temperado ASTM A553 Tipo I: σB ≥ 690 MPa; σY ≥ 585 MPa) e o metal de solda (por exemplo, JIS Z 3225 D9Ni-1: σB ≥ 660 MPa; σY ≥ 360 MPa), a saber a força do metal de solda, é geralmente adotado como a força de norma. Além, o Apêndice Q permite utilizar a resistência à tracção de 690 MPa e a força de prova de 400 MPa como os valores permitidos máximos, para determinar o esforço permissível, embora devem ser testados e provados. Assim, a Norma API permite adotar a concepção de mais grande resistência, que possibilita a redução da espessura da placa.
Em 1960, um teste destrutivo que envolve um recipiente sob pressão grande e feito de aço a 9% de Ni foi realizado nos EUA que mostraram que o aço a 9% de Ni poderia ser usado com segurança, sem tratamento térmico pós-soldagem, para o alívio de tensão. Desde então, os tanques de grande capacidade feitos de aço a 9% de Ni foram construídos extensamente.
Ao longo do tempo, na medida em que as capacidades dos tanques começaram a aumentar, a espessura de placa aplicada tem aumentada igualmente. Enquanto os tanques com uma capacidade de 80.000 quilolitros (kl) teriam um escudo interior de aço a 9% de Ni com uma espessura máxima de placa de 30 mm, os tanques de 140.000 quilolitros exigem uma placa que tenha 40 mm de espessura. Actualmente, a concepção dos tanques de 200.000 quilolitros está sob investigação; estes exigiriam placas com a espessura de 50 mm, alcançando a capacidade máxima do tanque.
Especificações e características do aço a 9% de Ni
| Norma | ASTM | JIS G 3127 | |||
|---|---|---|---|---|---|
| A353 | A553 Type I |
SL9N 520 | SL9N 590 | ||
| Espessura máxima da placa (mm). |
50 | 50 | 50 | 100 | |
| Tratamento térmico. | NNT | QT | NNT | QT | |
| C (%) | ≤ 0.13 | ≤ 0.12 | |||
| Si (%) | 0.15-0.40 | ≤ 0.30 | |||
| Mn (%) | ≤ 0.90 | ≤ 0.90 | |||
| P (%) | ≤ 0.035 | ≤ 0.025 | |||
| S (%) | ≤ 0.035 | ≤ 0.025 | |||
| Ni (%) | 8.50-9.50 | 8.50-9.50 | |||
| 0.2%PS (MPa) | ≥ 515 | ≥ 585 | ≥ 520 | ≥ 590 | |
| TS (MPa) | 690-825 | 690-830 | |||
| El (%), t: Espessura. (mm) |
≥ 20.0 | ≥ 21 (6 ≤ t ≤ 16) *1 ≥ 25 (t > 16) *1 ≥ 21 (t > 20) *2 |
|||
| IV (J) a −196°C | ≥ 34 | ≥ 34 | ≥ 41 | ||
| LE*3 (mm) a −196°C | ≥ 0.38 | - | |||
| *1: Com um espécime tipo placa conforme à JIS Z 2201 No. 5 (GL: 50 mm). *2: Com um espécime redondo conforme à JIS Z 2201 No. 4 (GL: 50 mm). *3: Expansão lateral. |
|||||
O aço a 9% de Ni é ferrítico com propriedades mecânicas excelentes a temperaturas criogênicas, assim como boas características de corte, dobra e soldagem. A Tabela 2 mostra as especificações de ASTM e JIS para o aço a 9% de Ni.
Os aços aplicados na construção dos tanques de GNL são principalmente ASTM A353 e A553 Tipo I, e JIS G3127 SL9N520 e SL9N590. Os tipos A353 e G3127 SL9N520 são indicados como material dobro normalizado e temperado (NNT), enquanto A553 Tipo I e G3127 SL9N590 são alistados como material revenido e temperado (QT). Comparado com o NNT, o material QT tem uma força de prova de 0,2% mais alta, assim como uma resistência ao impacto mais alta em uma placa mais grossa. Devido a estes factores, o material QT é usado principalmente para as peças de grande porte, tais como escudo e fundo.
Há duas precauções importantes a ser consideradas no tratamento do aço a 9% de Ni, antes que se esteja fornecido para a soldadura.
(1) Quando a tensão de processamento do aço a 9% de Ni no processo de trabalho a frio excede 3%, a propriedade de impacto é reduzida consideravelmente em proporção à taxa de tensão, e neste caso, o tratamento térmico pós-aquecimento é recomendado como especificado em API 620 Apêndice Q.
(2) O aço a 9% de Ni apresenta o inconveniente de poder ser facilmente magnetizado. Uma atenção é necessária para impedir que se torne magnético durante a fabricação, o transporte e o processamento, tal como corte e dobra. Durante o transporte, é especialmente aconselhável evitar o uso de guindastes magnéticos para levantar e manter a placa de aço a 9% de Ni longe dos cabos distribuidores de corrente de alta tensão.
O magnetismo residual no aço a 9% de Ni causará o sopro do arco magnético, causando desta forma um arco instável durante a soldadura. Alguns construtores preferem especificar seu próprio limite de 50 gauss ou menos, ao aceitar o aço a 9% de Ni dos fornecedores da placa. Uma outra solução para o sopro do arco magnético é aplicar a soldadura pela C.A. para SMAW, já aceitada extensamente pelos construtores.
Especificações e características dos consumiveis de soldadura
| Processo | Norma AWS | Especificações para |
|---|---|---|
| SMAW | A5.11/A5.11M:2005 | Eléctrodos de soldadura de níquel e liga de níquel, para a soldadura por arco com eléctrodos revestidos. |
| FCAW | A5.34/A5.34M:2007 | Eléctrodos de soldadura de liga de níquel, para a soldadura por arco fluxado. |
| GMAW GTAW SAW |
A5.14/A5.14M:2005 | Fio e eléctrodos desencapados de soldadura de níquel e liga de níquel. |
| Processo | Norma JIS | Especificações para |
| SMAW | Z 3225:1999 | Eléctrodos revestidos para o aço a 9% de Ni |
| GTAW | Z 3332:1999 | Fios do enchimento e fios sólidos para soldadura TIG de aço a 9% de Ni. |
| SAW | Z 3333:1999 | Fluxos e fios sólidos de soldadura por arco submerso para o aço a 9% de Ni. |
Os consumiveis de soldadura que são usados geralmente soldando o aço a 9% de Ni são ligas de Ni alto, tal como o tipo Inconel (liga de Ni-Cr), e o tipo Hastelloy (liga de Ni-Mo), embora suas composições quimicas são bastante diferentes daquelas do aço a 9% de Ni. Embora a força da liga de alto teor de Ni seja mais baixa do que aquela do aço a 9% de Ni, não causa fracturas frágeis, mesmo em temperaturas criogênicas, devido a sua microestrutura completamente austenítica.
A primeira aplicação de aço a 9% de Ni em Japão ocorreu em 1966 para um tanque de oxigênio liquefeito, em que eléctrodos de tipo Inconel foram utilizados. Desde então, com melhorias contínuas na automatização de soldadura, na resistência à fissuração e na força do metal de solda, os consumiveis de soldadura de tipo Hastelloy (liga de Ni-Mo) foram postas cada vez mais em prática. O molibdênio (Mo) nos consumiveis de soldadura de tipo Hastelloy foi encontrado eficaz para impedir trincas a quente.
A AWS (American Welding Society) especifica os consumiveis de soldadura para o aço a 9% de Ni em A5.11, A5.14 e A5.34, como parte das especificações para os consumiveis de soldadura de níquel e da liga de níquel. Pelo contrário, a JIS determina as regulamentações específicas para que os consumiveis de solda sejam usados com o aço a 9% de Ni em Z 3225, Z 3332 e Z 3333, segundo as indicações da Tabela 3. Somente com respeito a FCAW, a JIS não especifica directamente os consumiveis a ser usados com o aço a 9% de Ni.
Eléctrodos revestidos para o aço a 9% de Ni
As especificações das AWS e JIS para os eléctrodos revestidos para soldar o aço a 9% de Ni são mostradas na Tabela 4, e os eléctrodos revestidos recomendados de Kobe Steel, na Tabela 5.
| Classifi- cation. |
AWS A5.11 | JIS Z 3225 | |||
|---|---|---|---|---|---|
| ENiCrFe-9 | ENiCrMo-6 | ENiMo-8 | D9Ni-1 | D9Ni-2 | |
| C (%) | ≤ 0.15 | ≤ 0.10 | ≤ 0.10 | ≤ 0.15 | ≤ 0.10 |
| Si (%) | ≤ 0.75 | ≤ 1.0 | ≤ 0.75 | ≤ 0.75 | ≤ 0.75 |
| Mn (%) | 1.0-4.5 | 2.0-4.0 | ≤ 1.5 | 1.0-4.0 | ≤ 3.0 |
| Ni (%) | ≥ 55.0 | ≥ 55.0 | ≥ 60.0 | ≥ 55.0 | ≥ 60.0 |
| Cr (%) | 12.0-17.0 | 12.0-17.0 | 0.5-3.5 | 10.0-17.0 | - |
| Mo (%) | 2.5-5.5 | 5.0-9.0 | 17.0-20.0 | ≤ 9.0 | 15.0-22.0 |
| W (%) | ≤ 1.5 | 1.0-2.0 | 2.0-4.0 | - | 1.5-5.0 |
| Nb+Ta (%) |
0.5-3.0 | 0.5-2.0 | - | 0.3-3.0 | - |
| Fe (%) | ≤ 12.0 | ≤ 0.10 | ≤ 0.10 | ≤ 0.15 | ≤ 12.0 |
| 0.2%PS (MPa) |
- | - | - | ≥ 360 | |
| TS (MPa) |
≥ 650 | ≥ 620 | ≥ 650 | ≥ 660 | |
| El (%) | ≥ 25 | ≥ 35 | ≥ 25 | ≥ 25 | |
| 0IV (J) a-196°C |
- | - | - | Médio ≥ 34 Each ≥ 27 |
|
| Concepção comércial. |
NI-C70S | NI-C70H | NI-C1S |
|---|---|---|---|
| AWS A5.11 | ENiCrFe-9 | ENiCrMo-6 | ENiMo-8 |
| JIS Z 3225 | D9Ni-1 | - | D9Ni-2 |
| Característica. | Tipo Inconel | Tipo Inconel | Tipo Hastelloy |
| Polaridade | C.A. | C.A. | C.A. |
| Appro. de classe de navio. |
NK*1 | - | NK*1 |
| C (%) | 0.09 | 0.08 | 0.03 |
| Si (%) | 0.26 | 0.42 | 0.49 |
| Mn (%) | 2.26 | 2.85 | 0.28 |
| Ni (%) | 67.6 | 68.1 | 68.6 |
| Cr (%) | 13.9 | 12.9 | 1.9 |
| Mo (%) | 3.7 | 7.1 | 18.6 |
| W (%) | 0.6 | 1.2 | 2.9 |
| Nb+Ta (%) | 1.7 | 0.9 | - |
| Fe (%) | 9.8 | 5.5 | 6.8 |
| 0.2%PS (MPa) | 430 | 460 | 440 |
| TS (MPa) | 705 | 725 | 730 |
| El (%) | 41 | 42 | 48 |
| IV (J) a -196°C | 62 | 77 | 83 |
| *1: NK significa "Nippon Kaiji Kyokai". | |||
PREMIARCTM NI-C70H é um eléctrodo revestido recentemente desenvolvido que apresenta uma resistências à tracção e uma força de prova muito mais
alta de 0,2% do que outros eléctrodos revestidos convencionais para o aço a 9% de Ni.
Fios fluxados para o aço a 9% de Ni.
| Trade desig. | DW-N70S | DW-N709SP |
|---|---|---|
| AWS A5.34 | - | (ENiMo13-T)*1 |
| Características. | Aplicavel para soldadura "Downhand" |
▪ Tipo Hastelloy para soldaduda "Todas as posições" ▪ Resistência à trinca a quente e valores CTOD excelentes. |
| Gás de protecção. | 80%Ar-20%CO2 | 80%Ar-20%CO2 |
| C (%) | 0.05 | 0.02 |
| Si (%) | 0.20 | 0.21 |
| Mn (%) | 5.91 | 2.75 |
| Ni (%) | 62.6 | 62.1 |
| Cr (%) | 16.8 | 6.9 |
| Mo (%) | 10.2 | 17.6 |
| W (%) | - | 2.4 |
| Nb+Ta (%) | 2.0 | - |
| Fe (%) | 1.8 | 7.7 |
| 0.2%PS (MPa) | 425 | 450 |
| TS (MPa) | 715 | 710 |
| El (%) | 46 | 46 |
| IV (J) a −196°C | 106 | 90 |
| LE (mm) a −196°C | - | 1.40 |
| *1: A classificação ENiMo13-T ainda não é publicada, mas será emitida pela AWS o mais rapidamente possível. |
||
Uma especificação nova de AWS A5.34 foi estabelecida e tornado pública em 2007 segundo as indicações da Tabela 3. Especifica as composições quimicas e os testes de tensão da mesma forma como para A5.11 e A5.14.
A aplicação de fios fluxados (FCW = flux-cored wires) para os tanques de GNL feitos de aço a 9% de Ni tinha sido limitada porque o controle rigoroso das condições de soldadura em uma escala estreita foi exigido para impedir trincas a quente, e a soldadura “Todas as posições” era difícil. Contudo, segundo as indicações da Tabela 6, Kobe Steel desenvolveu dois tipos de FCW para soldar o aço a 9% de Ni que resolvem estes problemas, e têm sido postos recentemente em operação. PREMIARCTM DW-N70S é concebido para a soldadura feita “Down-hand” e um FCW novo, PREMIARCTM DWN709SP, é para a soldadura “Todas as posições” segundo as indicações da Tabela 6.
O DW-N709SP é introduzido aqui como A5.34 (ENiMo13-T), porque não há tal classificação em A5.34 ainda. De acordo com as últimas informações, o A5.34 revisado, que cobrirá ENiMo13-T, será emitido em breve pela AWS. Para a obtenção de informações técnicas mais detalhadas relativas à DW-N709SP, o leitor pode-se referir ao “Kobelco Welding Today, Vol. 13 No. 1 2010”.
Uma junta de topo soldada no aço a 9% de Ni pelo DW-N709SP oferece resultados satisfatórios em testes de tensão, impacto, CTOD, e dobramento, segundo as indicações da Tabela 7. A macrografia da junta da solda e a aparência dos espécimes de teste de dobramento são mostrados em Figura 4, enquanto a Figura 5 mostra o resultado de test de trinca FISCO do metal de solda DW-N709SP. A zona sem trinca tornou-se muito mais larga, mesmo com velocidades mais rápidas de soldadura, quando a susceptibilidade contra a trinca a quente se torna bastante crítica.
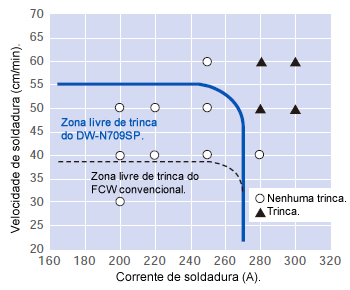
Figura 5: Resultados de teste de trinca FISCO do metal de
solda PREMIARCTM DWN709SP, mostrando uma
resistência superior à trinca a quente quando comparado
com o FCW convencional.
| Propriedades | Medidas |
|---|---|
| Resistência à tracção à temperatura ambiente*1 |
738 MPa (Fraturado no metal de solda) |
| Resistência ao impacto a −196°C. | 88, 91, 89 (Médio. 88) (J) |
| CTOD a −196°C (δM) | 0.39, 0.39, 0.38 (Médio. 0.38) |
| Dobra longitudinal, 180° | Bom. |
| *1: O metal de base é ASTM A553 Tipo I, 28 mm de espessura, sulco dobro V. |
|
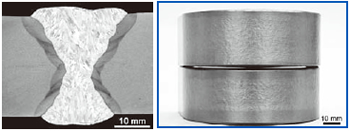
Figura 4: PREMIARCTM DW-N709SP exibe auma fusão
completa na junta de topo de posição 3G e uma ductilidade
excelente no teste de dobramento.
Fio de soldadura TIG para o aço a 9% de Ni.
| Propriedades *1 | Classificações | Designação comércial |
|
|---|---|---|---|
| AWS A5.14 ERNiMo-8 |
JIS Z 3332 YGT9Ni-2 |
TG-S709S | |
| Características | - | - | ▪ Fio e haste de tipo Hastelloy. ▪ Apropriado para GTAW automático |
| Appro. de classe de navio. |
- | - | NK |
| C (%) | ≤ 0.10 | ≤ 0.10 | 0.02 |
| Si (%) | ≤ 0.75 | ≤ 0.75 | 0.03 |
| Mn (%) | ≤ 1.5 | ≤ 3.0 | 0.03 |
| Ni (%) | ≥ 60.0 | ≥ 60.0 | 70.4 |
| Cr (%) | 0.5-3.5 | - | 2.0 |
| Mo (%) | 17.0-20.0 | 15.0-22.0 | 19.0 |
| W (%) | 2.0-4.0 | 1.5-5.0 | 3.0 |
| Fe (%) | ≤ 10.0 | ≤ 12.0 | 5.5 |
| 0.2%PS (MPa) | - | ≥ 360 | 460 |
| TS (MPa) | - | ≥ 660 | 730 |
| El (%) | - | ≥ 25 | 47 |
| IV (J) a −196°C | - | Médio ≥ 34, Cada um ≥ 27 |
160 |
| *1: As composições quimicas são para os fios. As propriedades mecânicas são para o metal depositado. |
|||
Desde o processo MC-TIL de Kobe Steel para a soldadura TIG automática foi desenvolvido em 1973, foi aplicado extensamente pelos construtores de tanques, particularmente no Japão. No ultramar, foi adotado para mais de 10 unidades de tanques de GNL feitos de aço a 9% de Ni e para aproximadamente 60 unidades no mercado interior japonês.
Esta soldadura TIG automática eficiente envolve a aplicação de uma grande corrente de soldadura e a deflexão intencional do sentido do arco pela força magnética, e pode manter a solidez do metal de solda, a vantagem do princípio GTAW. É duas vezes mais eficiente do que o SMAW e quatro vezes mais do que o GTAW manual. Além disso, o processo reduziu a proporção de defeitos a quase zero e melhorou o tempo de conclusão, o custo total e a qualidade da solda.
As especificações AWS e JIS para os fios TIG para o aço a 9% de Ni e as propriedades do fio de enchimento correspondente PREMIARCTM TG-S709S são mostradas na Tabela 8.
Fios SAW e fluxos para o aço a 9% de Ni.
| Classification | AWS A5.14 | JIS Z 3333 | |
|---|---|---|---|
| ERNiMo-8 | FS9Ni-F/YS9Ni | FS9Ni-H/YS9Ni | |
| Aplicável a | fio | Metal de solda | Metal de solda |
| C (%) | ≤ 0.10 | ≤ 0.10 | ≤ 0.10 |
| Si (%) | ≤ 0.75 | ≤ 1.5 | ≤ 1.5 |
| Mn (%) | ≤ 1.5 | ≤ 3.5 | ≤ 3.5 |
| Ni (%) | ≥ 60.0 | ≥ 60.0 | ≥ 60.0 |
| Cr (%) | 0.5-3.5 | - | - |
| Mo (%) | 17.0-20.0 | 10.0-25.0 | 10.0-25.0 |
| W (%) | 2.0-4.0 | - | - |
| Fe (%) | ≤ 10.0 | ≤ 20.0 | ≤ 20.0 |
| 0.2%PS (MPa) | - | ≥ 365 | ≥ 365 |
| TS (Mpa) | - | ≥ 660 | ≥ 660 |
| El (%) | - | ≥ 25 | ≥ 25 |
| IV (J) a −196°C | - | Médio ≥ 34 Each ≥ 27 |
Médio ≥ 34 Each ≥ 27 |
Para suas especificações SAW, a AWS regula os fios somente em A5.14, enquanto a JIS especifica a combinação de fios e fluxos, segundo as indicações das Tabelas 3 e 9. As combinações de fios e fluxos SAW de Kobe Steel são mostradas na Tabela 10.
| Concepção comércial (Fluxo/fio) |
Classificação | Features | Pol. | Ship class appro. |
Composição quimica (%) | Propriedades mecânicas | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| AWS A5.14 |
JIS Z 3333 |
C | Si | Mn | Ni | Cr | Mo | W | Fe | 0.2%PS (MPa) |
TS (MPa) |
El (%) |
IV (J) a −196°C |
||||
| PF-N3/ US-709S |
ER NiMo-8 (wire) |
FS9Ni- F/YS9Nil |
▪ Consumiveis de tipo Hastelloy ▪ Apropriado para a posição de soldadura 1G |
AC, DCEP |
- | 0.03 | 0.12 | 1.70 | 64.1 | 1.6 | 16.6 | 2.5 | 14.7 | 400 | 690 | 44 | 80 |
| PF-N4/ US-709S |
ER NiMo-8 (wire) |
FS9Ni- F/YS9Nil |
▪ Consumiveis de tipo Hastelloy ▪ Apropriado para a posição de soldadura 2G |
DCEP | NK | 0.03 | 0.74 | 0.58 | 64.0 | 1.7 | 17.2 | 2.7 | 14.9 | 410 | 680 | 43 | 70 |
Controle e procedimentos de soldadura
O factor-chave para uma construção econômica e qualitativa dos tanques é minimizar a quantidade de trabalho de fabricação no local. Isto pode ser conseguido adotando a concepção modular, em que cada módulo é fabricado em uma fábrica e entregado ao local para o trabalho de conexão que pode ser feito posteriormente. O tecto da abóbada de um tanque de GNL é mesmo fabricado em uma fábrica e conectado ao escudo no local, usando o processo de levantamento (air-raising).
As juntas de soldadura realizadas tipicamente nos componentes de aço a 9% de Ni no local são mostradas na Figura 6. A Tabela 11 descreve os procedimentos de soldadura usados com as juntas individuais.
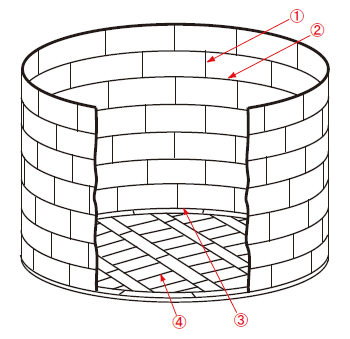
Figura 6: Vista em corte de juntas de soldadura típica no
escudo e no fundo de um tanque de aço a 9% de Ni na
fabricação no local. (Consulte a Tabela 11 para os
procedimentos de soldadura individuais)
| No. de junta | ① | ② | ③ | ④ |
|---|---|---|---|---|
| Componente | Escudo lateral |
Escudo lateral |
Fundo a escudo lateral |
Fundo |
| Tipo de junta | Dobro V | Dobro V | Chanfro dobro |
Sobreposição |
| Posição de soldadura*1 |
3G | 2G | 2G | 2F |
| Processo de soldadura*2 |
SMAW FCAW TIG Auto |
SAW TIG Auto |
SAW TIG Auto |
SMAW FCAW TIG Auto |
| *1: 3G (Sulco vertical); 2G (Sulco horizontal); 2F (Filete horizontal). *2: O equipamento de soldadura TIG Auto. Kobelco está disponível somente no Japão. |
||||
[Nota: Inconel é uma marca registrada de Special Metals Corp.
Hastelloy é uma marca registrada de Haynes International.]
A Figura 7 mostra alguns exemplos de configurações de sulco para o processos SMAW, GTAW, SAW e FCAW em posições de soldadura designadas na figura. A Figura 8 descreve uma solda em ângulo (2F) no telhado de um tanque de GNL com fio fluxado DW-N709SP. A Figura 9 mostra uma solda de junta de topo aérea (4G) ao longo da placa inferior de um tanque de GNL com equipamento de soldadura automática TIG usando o fio TIG TG-S709S. Estas imagens foram tomadas em um canteiro de obras em Japão onde os tanques de GNL à superfície principais usam uma estrutura abóbada-telhado cilíndrica de dobro escudo e fundo liso (Figura 10). O telhado da abóbada é também feito de aço a 9% de Ni.
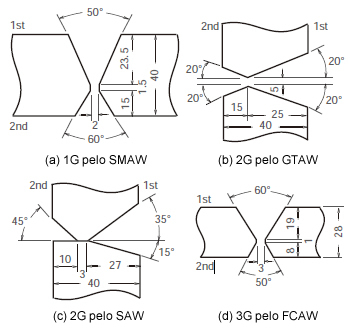
Figura 7: Configurações típicas do sulco para SMAW,
GTAW, SAW e FCAW usado para a junção dos
componentes de aço a 9% de Ni na fabricação de um
tanque de GNL.

Figura 8: A solda em ângulo (2F) no telhado
de um tanque de GNL é realizada com o fio fluxado
PREMIARCTM DW-N709SP.
![Figura 10: Vista em corte do tanque de GNL com abóbada-telhado cilíndrico de escudo dobro e fundo liso [3].](../../images/education-center/technical_hightlight/vol02_10.jpg)
Figura 10: Vista em corte do tanque de GNL com abóbada-
telhado cilíndrico de escudo dobro e fundo liso [3].
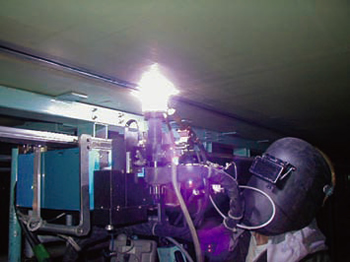
Figura 9: A solda da junta de topo aérea (4G) ao longo da
placa inferior de um tanque de GNL é realizada com o
equipamento de soldadura automática TIG usando o fio TIG
PREMIARCTM TG-S709S.
Algumas dicas para melhores resultados de soldadura com o aço a 9% de Ni.
Geralmente os consumiveis de soldadura de liga de Ni alto são sensíveis à trinca a quente, e tipicamente os tanques de GNL exigem uma soldadura muito diferente. Devem ser tomadas as seguintes precauções especiais contra trincas à quente e a diluição do metal de base.
A trinca de cratera deve ser removida: Os consumiveis de soldadura Kobe Steel para o aço a 9% de Ni se tiverem revelado adequados com a inspecção pelo teste de trinca FISCO, para a susceptibilidade à trinca a quente. Contudo, porque as trincas de cratera (é um tipo de trinca a quente) são comuns e difíceis evitar, recomenda-se vivamente que a cratera esteja raspada cada vez que o arco é interrompido.
A diluição do metal de base afecta as propriedades mecânicas do metal de solda: Quando o metal de base é diluído no metal de solda pelo arco, os produtos químicos do metal de solda podem mudar. Estas mudanças podem ser especialmente mais significativas na soldadura diferente, diminuindo desta forma a resistência à tracção do metal de solda. Recomenda-se verificar as condições de soldadura e assegurar-se de que a resistência à tracção e a força de prova de 0,2% satisfazem antecipadamente todos os requisitos no teste de procedimento.
[1] JOGMEC (Corporação Nacional de Óleo, Gás do Japão ), Mercado e procura de GNL, 2010.
[2] Revisão de Engenharia de Ishikawajima-Harima, Vol. 50, no. 1 (2010).
[3] Ishikawajima-Harima Heavy Industries, Tanque de GNL - seus estrutura, materiais e técnicas de soldadura, Ferro e aço, (1978) No. 1.
[4] Kobe Steel, Relatório técnico de solda, (1996) No. 312
[5] Kobe Steel, Manual de procedimento de soldadura, Soldadura dos tanques de armazenamento de GPL e GNL.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




