

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.3: DESENHO DOS CONSUMIVEIS DE SOLDADURA DE ALTA QUALIDADE PARA REACTORES NUCLEARES >
Especificações técnicas Vol.3
DESENHO DOS CONSUMIVEIS DE SOLDADURA DE ALTA QUALIDADE PARA REACTORES NUCLEARES
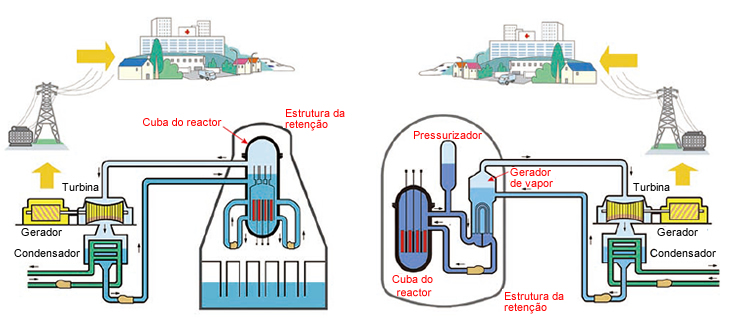
Figura 1: Sistemas de fonte de energia nuclear com um reactor a água fervente (esquerda) e com um reactor de água pressurizada (parte superior).
[Fonte: Flip-chart gráfico dos Assuntos relacionados à Nuclear e Energia 2010 publicados pela Federação de Empresas de Energia Elétrica do Japão].
A energia nuclear, destacada cada vez mais como fonte de energia mais limpa do que combustíveis fósseis, está vendo um aumento significativo na construção de plantas de energia eléctrica, particularmente em países asiáticos. Este artigo introduz os aços e os consumiveis especiais de soldadura exigidos para a construção de centrais nucleares.
Sistemas de produção de energia nuclear
| Reactor | Combustível | Regulador | Líquido refrigerante |
Nota |
|---|---|---|---|---|
| Reactor a água natural |
Urânio enriquecido |
Água natural | Água natural | ▪ BWR ▪ ABWR ▪ PWR |
| Reactor de arrefecimento de gás |
Urânio natural ou enriquecido |
Grafite | CO2 | ▪ AGR ▪ Calder Hall AGR |
| Reactor a água pesada |
Urânio natural ou enriquecido |
Água pesada | ▪ CO2 ▪ Água natural ▪ Água pesada |
|
| Reactor a gás quente |
Urânio enriquecido |
Grafite | Hélio | |
| Reactor super- regenerador |
Urânio enriquecido ou plutônio |
Nenhum | ▪ Sódio ▪ Ligas Na-K |
FBR |
A electricidade derivada de energia nuclear é uma forma de energia calorífica, gerada pela reacção em cadeia de cisão nuclear do urânio enriquecido em uma cuba do reactor, então transferida a um líquido refrigerante que produza o vapor para girar uma turbina.
Há diversos tipos de reactores nucleares, utilizando liquidos de arrefecimento e regularores diferentes, segundo as indicações da Tabela 1. A Figura 1 (esquerda) mostra um diagrama típico do reactor a água fervente (BWR = Boiling Water Reactor) e a Figura 1 (parte superior), um reactor de água pressurizada (PWR = Pressurized Water Reactor). Ambos são reactores de tipo a água natural (LWR = Light Water Reactor), os tipos os mais comuns de reactores nucleares.
Códigos de cuba de pressão do reactor nuclear
| Método de teste | Teste de impacto por queda de peso |
|---|---|
| Teste de impacto Charpy |
A temperatura, 5°C inferior à mais baixa temperatura onde ambas as 2 partes de teste de impacto por queda de peso são julgadas como nenhuma ruptura, é definida como TNDT. |
| Critérios da avaliação |
Quando todas as 3 partes em um teste de impacto Charpy na temperatura igual a ou inferior ao TNDT + 33°C satisfaz as seguintes condições, TNDT é definido como RTNDT: (1) A energia absorvida é um mínimo de 68 J. (2) A expansão lateral é um mínimo de 0,90 mm. |
Embora cada país deva definir seus próprios regulamentos para suas indústrias nucleares, os Códigos ASME da Sociedade Americana da Engenharia Mecânica estão adotados extensamente. ASME. Sec. III Div. 1 (Componentes de Central Nuclear) e ASME. Sec. XI (Regras para a Inspecção em Serviço dos Componentes do Central Nuclear). Estes códigos especificam as exigências detalhadas em termos de desenho, fabricação, teste, inspecção e segurança da qualidade. Em particular, a resistência à fractura é uma das exigências chaves para os materiais, porque afecta a resistência à fractura frágil. Por exemplo, a Tabela 2 mostra os critérios para a temperatura de transição de avaliação da ductilidade nula de referência obtida através dos testes de resistência à fractura para materiais ferriticos, tais como metal do aço Mn-Mo-Ni e metal de solda.
Especificações para os aços para reactores nucleares
| Especificação ASME |
SA-533 | SA-508 | ||
|---|---|---|---|---|
| Tipo ou categoria |
Tipo B | Gr. 2 | Gr. 3 | |
| Classe | 1 | 2 | 1 | 1 |
| C (%) | ≤ 0.25 | ≤ 0.25 | ≤ 0.35 | ≤ 0.75 |
| Si | 0.15-0.40 | 0.15-0.40 | 0.15-0.35 | 0.15-0.35 |
| Mn | 1.15-1.50 | 1.15-1.50 | 0.40-0.90 | 0.50-0.90 |
| P | ≤ 0.035 | ≤ 0.035 | ≤ 0.025 | ≤ 0.025 |
| S | ≤ 0.04 | ≤ 0.04 | ≤ 0.025 | ≤ 0.025 |
| Ni | 0.40-0.70 | 0.40-0.70 | ≤ 0.4 | 0.50-1.00 |
| Cr | - | - | ≤ 0.25 | 0.25-0.45 |
| Mo | 0.45-0.60 | 0.45-0.60 | ≤ 0.1 | 0.55-0.70 |
| V | - | - | ≤ 0.05 | ≤ 0.05 |
| 0.2%YS (MPa) |
≥ 345 | ≥ 485 | ≥ 345 | ≥ 345 |
| TS (MPa) | 550-690 | 620-795 | 550-725 | 550-725 |
| El (%) | ≥ 18 | ≥ 16 | ≥ 18 | ≥ 18 |
| RA (%) | - | - | ≥ 38 | ≥ 38 |
| IV a +4.4°C (J) |
- | - | Cada um ≥ 34 Média ≥ 41*1 |
Cada um ≥ 34 Média ≥ 41*1 |
| Padrão relevante JIS |
JIS G 3120 SQV 2 A |
JIS G 3120 SQV 2 B |
JIS G 3204 SFVQ 2 A |
JIS G 3120 SFVQ 1 B |
| *1: A média computada para três espécimes. | ||||
Os reactores nucleares consistem em cubas de pressão do reactor (RPV = Reactor Pressure Vessels); gerador de vapor (SG = Steam Generator) e água pressurizada usada somente nos PWR (Pressurized Water Reactor); o encanamento de arrefecimento lateral preliminar; e a estrutura da retenção. Uma RPV opera-se em altas temperaturas e altas pressões; daqui, seus componentes são feitos de aço resistente ao calor, a saber aços Mn-Mo-Ni conforme à ASME. Sec. II Parte A (Especificações de Materiais Ferrosas). SA-533 e SA-508 são de uso geral para a RPV, assim como o pressurizador e o SG nos PWR. A Tabela 3 mostra as propriedades mecânicas e químicas e os padrões relevantes de JIS para referência.
Para o encanamento do sistema de arrefecimento lateral preliminar, o aço inoxidável de tipo 304L e as ligas de base Ni são usados principalmente, devido a suas propriedades anticorrosivas, ductilidade alta e boa capacidade de soldadura.
Especificações para os consumiveis de soldadura.
| Classe da resistência à tracção dos consumiveis de soldadura. | ||||
|---|---|---|---|---|
| Classe 620 MPa | Classe 690 MPa | |||
| Aços aplicáveis (ASME) |
SA-533 Tipo B Cl.1 SA-508 Gr.2 Cl.1 SA-508 Gr.3 Cl.1 |
SA-533 Tipo B Cl.2 | ||
| Processo de soldadura |
Desenho comércial |
Classe AWS |
Desenho comércial |
Classe AWS |
| SMAW | BL-96 | A5.5 E9016-G |
BL-106 | A5.5 E10016-G |
| SAW | MF-27X/ US-56B |
A5.23 F9P4-EG-G |
MF-29AX/ US-63S |
A5.23 F10P2-EG-G |
| PF-200/ US-56B |
A5.23 F9P4-EG-G |
PF-200/ US-63S |
A5.23 F10P2-EG-G |
|
| GTAW | TG-S56 | A5.28 ER80S-G |
TG-S63S | A5.28 ER90S-G |
| Nota: MF-27X é um fluxo fundido, enquanto PF-200 é um fluxo ligado. | ||||
Quando um central nuclear for construído en conformidade com ASME Sec. III, os consumiveis de soldadura devem ser seleccionados segundo ASME Sec. II Parte C (Especificações para os fios de solda, eléctrodos e metais de enchimento), e os procedimentos de soldadura devem ser qualificados segundo ASME Sec. IX (Qualificações de brasagem e soldadura). Porque todos os consumiveis de soldadura especificados segundo ASME Sec. II Parte C é idêntica àquelas no Padrão AWS, este artigo discutirá a solda de consumiveis segundo o Padrão AWS.
Porque a segurança é de interesse primordial na geração de energia nuclear, os consumiveis de soldadura devem ser seguros e ter bastante resistência para suportar as temperaturas elevadas durante a operação, a fragilização a temperatura baixa em caso de parada de urgência, ter uma resistência alta à fragilidade de irradiação por nêutron e uma boa capacidade de soldadura.
A Tabela 4 mostra como os consumiveis de solda são combinados aos aços Mn-Mo-Ni. Os consumiveis de soldadura são divididos em duas classes da resistência à tracção, nomeadamente 620 e 690 MPa, segundo os aços aplicáveis. As propriedades mecânicas e químicas típicas dos metais de solda por consumiveis de soldadura 620 MPa e 690 MPa podem ser vistos nas Tabelas 5 e 6, respectivamente.
| Processo de soldadura |
SMAW | SAW | GTAW | |||||
|---|---|---|---|---|---|---|---|---|
| Desenho comércial |
BL-96 | MF-27X/ US-56B |
PF-200/ US-56B |
TG-S56 | ||||
| Polaridade | C.A.*1 | C.A.*1 | C.A.*1 | DCEN | ||||
| C (%) | 0.06 | 0.08 | 0.08 | 0.05 | ||||
| Si | 0.54 | 0.28 | 0.11 | 0.41 | ||||
| Mn | 1.30 | 1.05 | 1.23 | 1.54 | ||||
| P | 0.005 | 0.009 | 0.007 | 0.008 | ||||
| S | 0.004 | 0.004 | 0.003 | 0.006 | ||||
| Cu | 0.02 | 0.08*2 | 0.08*2 | 0.15*2 | ||||
| Ni | 0.37 | 0.87 | 0.83 | 0.66 | ||||
| Cr | 0.02 | 0.06 | 0.02 | 0.03 | ||||
| Mo | 0.53 | 0.50 | 0.43 | 0.52 | ||||
| Co | 0.005 | 0.005 | 0.005 | 0.005 | ||||
| PWHT (°C×hr) |
620× 1 |
600× 16 |
595× 3 |
635× 26 |
590× 3 |
620× 11 |
620× 1 |
650× 15 |
| 0.2%YS (MPa) |
620 | 575 | 528 | 480 | 580 | 490 | 520 | 499 |
| TS (MPa) | 700 | 667 | 618 | 560 | 669 | 580 | 590 | 564 |
| El (%) | 26 | 25 | 33 | 32 | 28 | 30 | 31 | 33 |
| IV a 0°C (J) |
150 | 149 | - | - | - | - | - | - |
| IV a – 10°C (J) |
- | - | - | - | - | - | - | 171 |
| IV a – 12°C (J) |
- | - | 174 | 180 | - | - | 290 | - |
| IV a – 18°C (J) |
- | 89 | - | - | - | - | - | - |
| IV a – 20°C (J) |
- | - | - | - | 189 | 210 | - | - |
| IV a – 40°C (J) |
- | - | 137 | - | 142 | - | - | 204 |
| RTNDT (°C) |
- | –35 | –55 | - | - | - | - | –70 |
| *1 Somente para a C.A. Não recomendado para a C.C. *2 Inclusivo do revestimento de Cu. |
||||||||
| Processo de soldadura |
SMAW | SAW | GTAW | |||||
|---|---|---|---|---|---|---|---|---|
| Desenho comércial |
BL-106 | MF-29AX/ US-63S |
PF-200/ US-63S |
TG-S63S | ||||
| Polaridade | C.A.*1 | C.A.*1 | C.A.*1 | DCEN | ||||
| C (%) | 0.10 | 0.10 | 0.08 | 0.09 | ||||
| Si | 0.53 | 0.21 | 0.10 | 0.32 | ||||
| Mn | 1.41 | 1.49 | 1.51 | 1.23 | ||||
| P | 0.009 | 0.006 | 0.007 | 0.006 | ||||
| S | 0.005 | 0.005 | 0.004 | 0.006 | ||||
| Cu | 0.02 | 0.07*2 | 0.06*2 | 0.18*2 | ||||
| Ni | 0.76 | 1.35 | 1.31 | 1.58 | ||||
| Cr | 0.04 | 0.17 | 0.14 | 0.04 | ||||
| Mo | 0.50 | 0.51 | 0.47 | 0.40 | ||||
| Co | 0.005 | 0.005 | 0.005 | 0.003 | ||||
| PWHT (°C×hr) |
595× 3 |
613× 15 |
595× 3 |
612× 15 |
590× 3 |
600× 16 |
620× 1 |
635× 16 |
| 0.2%YS (MPa) |
670 | 561 | 640 | 589 | 620 | 552 | 570 | 563 |
| TS (MPa) | 770 | 657 | 740 | 691 | 700 | 641 | 620 | 636 |
| El (%) | 28 | 26 | 28 | 22 | 28 | 28 | 28 | 29 |
| IV a 0°C (J) |
110 | 170 | - | - | - | - | - | - |
| IV a – 10°C (J) |
- | - | - | - | - | - | - | 166 |
| IV a – 12°C (J) |
- | - | 120 | 105 | - | - | - | - |
| IV a – 15°C (J) |
- | - | - | - | - | 235 | - | - |
| IV a – 20°C (J) |
- | - | - | - | 170 | - | - | - |
| IV a – 30°C (J) |
- | 111 | - | 52 | - | - | - | - |
| IV a – 40°C (J) |
- | - | 89 | - | 124 | - | - | 195 |
| IV a – 47°C (J) |
- | - | - | - | - | - | 200 | - |
| RTNDT (°C) |
- | –45 | - | –45 | - | –18 | - | –70 |
| *1 Somente para a C.A. Não recomendado para a C.C. *2 Inclusivo do revestimento de Cu. |
||||||||
Diversos conceitos de desenho básicos aplicam-se aos consumiveis de solda para o aço Mn-Mo-Ni. Um é adicionar Si, Mn, Ni e Mo ao metal de solda da mesma forma como para o aço, a fim de aumentar a temperabilidade a resfriamento e obter o ferrite-bainite, o bainite ou a microestrutura de bainite-martensite. Outro é a adição de carbono. O carbono aumenta a temperabilidade a resfriamento e diminui o teor de oxigênio no metal de solda, tendo como resultado uma melhor ductilidade. Mas o carbono excessivo pode também promover a fragilidade através da precipitação de carboneto (por exemplo, cementite) durante o PWHT, assim como reduzir a resistência a ruptura. Conseqüentemente, o teor de carbono de metal de solda é controlado a um nível inferior ligeiramente leve em relação ao metal de base. Um terceiro conceito de desenho é minimizar tais impurezas como P e o Sn, a fim de evitar a fragilização do metal de solda induzida pelo PWHT. O aumento da basicidade, particularmente no fluxo de SAW, é contudo um outro conceito de desenho, em que o teor de oxigênio no metal de solda é diminuído, obtendo desse modo uma ductilidade alta. Por exemplo, o uso de TRUSTARC TM PF-200 (um fluxo ligado) no lugar de TRUSTARCTM MF-27X (um fluxo fundido) obtem uma basicidade mais alta e assim a melhora ductilidade, segundo as indicações da Figura 3.
O aumento da resistência a ruptura dos consumiveis de soldadura é importante para resistir aos esforços residuais induzidos soldando em uma cuba de pressão do reactor grossa. O controle do teor de S e C impedirá as trincas a quente, e a redução do teor de hidrogênio diffusible aumentará a resistência às trincas a frio. Em particular, as cobertas dos eléctrodos SMAW são projectadas para diminuir a absorção de umidade, uma fonte principal de hidrogênio diffusible. Segundo as indicações da Figura 4, o eléctrodo SMAW resistente à umidade oferece o recolhimento lento da umidade, reduzindo o hidrogênio diffusible no metal de solda.
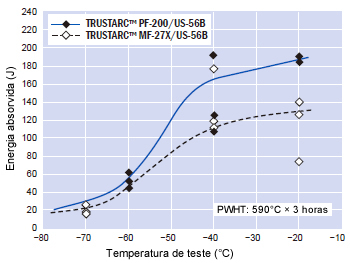
Figura 3: Comparação da ductilidade entre o fluxo fundido
e fluxo ligado.
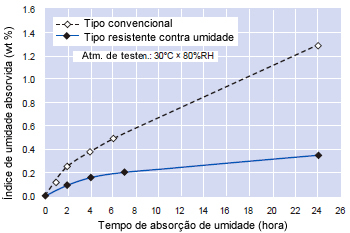
Figura 4: Comparação das taxas de absorção de umidade
entre cobertas convencionais e resistentes contra umidade.
Um outro conceito de desenho básico é considerar a fragilização por irradiação com neutrões e a resistência à radioactividade induzida com relação ao metal de solda e ao metal de base. Porque a fragilização por irradiação com neutrões ocorre na região de linha de correia dos RPV durante a operação, é um factor importante não somente para o aço mas também para o metal de solda. Cu e P, que aumentam a fragilização por irradiação com neutrões e os elementos com radioactividade induzida elevada, tais como Co e Nb, são reduzidos o mais baixo possível. De facto, os fios SAW revestidos Não-Cu estão agora disponíveis.
As superfícies internas de um RPV, SG e do encanamento lateral preliminar constituem um ambiente corrosivo severo, devido à água de arrefecimento de circulação contaminada com elementos radioactivos. A superfície interna, no contacto directo com o líquido refrigerante, é soldada a sobreposição com os consumiveis de soldadura para aços inoxidáveis ou ligas a base Ni, a fim de protegê-la da corrosão.
A soldadura a sobreposição do modo SAW ou ESW eficiente com eléctrodo de tira é aplicada nas superfícies internas do escudo e da placa terminal de um grande RPV. GTAW e GMAW são usados nas superfícies internas das tubulações e dos bicos. Os conceitos e processos de soldadura a sobreposição com o eléctrodo de tira nos dois modos são mostrados em Figuras 5 e 6, respectivamente. O modo ESW é caracterizado pela penetração superficial que reduz a diluição pelo metal de base, fornecendo desse modo uma solda de carbono baixo com melhor resistência contra corrosão. O modo SAW oferece um aporte baixo de calor devido a uma velocidade mais rápida de soldadura. Consequentemente, é um processo mais favorável para o metal de base, que é suscetível a trinca baixo do revestimento (Under-Clad Cracking = UCC).
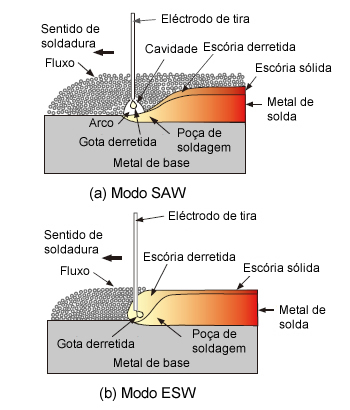
Figura 5: Conceitos dos processos de soldadura a
sobreposição (SAW e ESW) com eléctrodos de tira.

Figura 6: Processo SAW (esquerda) e processo ESW
em operação na superfície interna das cubas de pressão.
A Tabela 7 mostra os eléctrodos de tira e fluxos para o metal de solda 304L pela soldadura a sobreposição dos modos SAW e ESW, e as propriedades químicas típicas e os números de ferrite (FN pelo diagrama WRC) dos metais de solda revestidos.
A Tabela 8 mostra os consumiveis SMAW e GTAW para o metal de solda a sobreposição 304L e as propriedades químicas do metal depositado não diluido. A Tabela 9 mostra os consumiveis de soldadura de liga de base Ni para SMAW e GTAW, e as propriedades químicas e mecânicas do metal depositado não diluido.
| Processo | SAW | ESW | ||
|---|---|---|---|---|
| Única camada*1 |
2a camada | Única camada*1 |
2a camada | |
| Desenho comércial*2 |
PF-B1/US- BQN309L |
PF-B1/US- BQN308L |
PF-B7FK/US- BQN309L |
PF-B7FK/US- BQN308L |
| Classe AWS |
A5.9 EQ309L |
A5.9 EQ308L |
A5.9 EQ309L |
A5.9 EQ308L |
| Polaridade | DCEP | DCEP | DCEP | DCEP |
| C (%) | 0.030 | 0.028 | 0.018 | 0.015 |
| Si | 0.67 | 0.65 | 0.53 | 0.54 |
| Mn | 1.14 | 1.05 | 1.36 | 1.14 |
| P | 0.018 | 0.019 | 0.017 | 0.020 |
| S | 0.004 | 0.005 | 0.002 | 0.004 |
| Cu | 0.04 | 0.05 | 0.05 | 0.03 |
| Ni | 12.65 | 10.21 | 12.80 | 10.35 |
| Cr | 23.05 | 19.75 | 23.65 | 19.87 |
| V | 0.05 | 0.04 | 0.05 | 0.04 |
| Co | 0.04 | 0.04 | 0.04 | 0.04 |
| N | 0.041 | 0.019 | 0.048 | 0.020 |
| FN*3 | 12 | 9 | 15 | 11 |
| *1 Para o processo com única camada ou camada inferior em um processo de múltiplas camadas. *2 Tamanho de tira disponível: 0,4 mm de espesura × 25, 50 e 75 mm de largura. *3 Por o diagrama WRC. |
||||
| Processo | SMAW | GTAW | ||
|---|---|---|---|---|
| Desenho comércial |
NC-39L | NC-38L | TG-S309L | TG-S308L |
| Classe AWS |
A5.4 E309L-16 |
A5.4 E308L-16 |
A5.9 EQ309L |
A5.9 EQ308L |
| Polaridade | DCEP ou AC |
DCEP ou AC |
DCEP | DCEP |
| C (%) | 0.023 | 0.029 | 0.012 | 0.007 |
| Si | 0.51 | 0.20 | 0.41 | 0.36 |
| Mn | 1.56 | 1.44 | 1.74 | 1.91 |
| P | 0.021 | 0.019 | 0.009 | 0.016 |
| S | 0.003 | 0.004 | 0.003 | 0.003 |
| Cu | 0.03 | 0.03 | 0.02 | 0.02 |
| Ni | 12.46 | 10.24 | 12.29 | 10.26 |
| Cr | 23.92 | 20.31 | 23.76 | 19.86 |
| V | 0.05 | 0.05 | 0.05 | 0.05 |
| Co | 0.04 | 0.04 | 0.05 | 0.02 |
| N | 0.053 | 0.050 | 0.048 | 0.043 |
| FN*1 | 16 | 8 | 14 | 9 |
| *1 Por o diagrama WRC. | ||||
| Processo | SMAW | GTAW |
|---|---|---|
| Desenho comércial | NI-C703D | TG-S70NCb |
| Classe AWS | A5.11 ENiCrFe-3 | A5.14 ERNiCr-3 |
| Polaridade | DCEP | DCEP |
| C (%) | 0.06 | 0.02 |
| Si | 0.34 | 0.18 |
| Mn | 6.55 | 2.93 |
| P | 0.004 | 0.001 |
| S | 0.003 | 0.002 |
| Ni | 69.40 | 71.64 |
| Cr | 13.21 | 20.20 |
| Nb+Ta | 2.00 | 2.33 |
| Fe | 7.90 | 1.50 |
| Ti | 0.01 | 0.55 |
| Co | 0.03 | 0.02 |
| 0.2%YS (MPa) | 360 | 370 |
| TS (MPa) | 620 | 680 |
| El (%) | 45 | 40 |
| IV a –196°C (J) | 110 | 150 |
As cubas de pressão do reactor exigem uma técnica de
fabricação integrada onde os metais de base são
combinados com os consumiveis de soldadura de qualidade
alta e consistente.
Referências:
[1] Kobe Steel: Relatório técnico de solda, Vol. 49 2009-4.
[2] Kobe Steel: Soldadura do equipamento de energia nuclear, 1990.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




