

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.6: Fios fluxados de Kobelco para aços inoxidáveis: Atendendo as exigências varias do mercado com uma vasta gama de produtos >
Especificações técnicas Vol.6
Fios fluxados de Kobelco para aços inoxidáveis: Atendendo as exigências varias do mercado com uma vasta gama de produtos

1. Procura mundial para aços inoxidáveis e consumíveis de soldadura associados
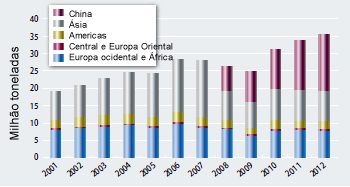
Figura 1: Produção de aço inoxidável global
Nota: China é incluída em Ásia antes de 2007.
Nos anos desde a crise financeira de 2008, a produção de aço inoxidável global recuperou com suavidade, devido aos grandes aumentos no consumo em China, alcançando um nível de 30 milhões de toneladas em 2011 (veja Figura 1). Prevê-se para expandir a 40 milhões de toneladas em 2014 e a 45 milhões de toneladas em 2020 porque um aumento constante na procura mundial é esperado.
Quando a procura mundial é examinada país por país, China representou uma quantidade maior desde 2008 e aproximadamente 40% em 2011, excedendo largamente a procura de Japão (com pouco mais de 10%) e os EUA (apenas sob 10%). As previsões da procura futura sugerem aumentar o consumo dos mercados emergentes, tais como Índia e Turquia além da China.
Em relação aos tipos de aço inoxidável que estarão na procura em 2020, os aços austeníticos podem diminuir levemente a partir de 60% actual da procura total a aproximadamente 50%, enquanto os aços ferríticos assim como os aços duplex aumentarão.
Em contraste, enquanto os dados na procura global dos consumíveis de solda para aços inoxidáveis não estiverem disponíveis, pode-se calcular a partir dos dados em aços inoxidáveis. A informação dos consumíveis de soldadura para aços inoxidáveis em Japão está disponível da Associação do Material de Soldadura de Japão, que relata que o consumo doméstico dos consumíveis de soldadura para os aços inoxidáveis alcançou aproximadamente 7.500 toneladas em 2011. Por tanto, a relação dos consumíveis de soldadura aos aços inoxidáveis (relação de unidade) é calculada à aproximadamente 0,2%. Daqui, usando a mesma relação de unidade de 0,2%, a procura mundial dos consumíveis de soldadura para os aços inoxidáveis é prevista para estar um pouco superior a 60.000 toneladas em 2011, aumentando a 80.000 toneladas em 2014 e a 90.000 toneladas em 2020.
2. Características dos fios fluxados de Kobelco para os aços inoxidáveis

Figura 2: Secção transversal
esquemática do FCW de
Kobe Steel para o aço
inoxidável
Os fios fluxados (FCW = Flux cored wires) fornecem geralmente uma taxa de depósito alta assim como uma capacidade de soldadura excelente. Uma taxa de depósito alta ajuda a diminuir o tempo de soldadura total, melhorar a capacidade de soldadura, e minimizar o tempo passado no tratamento pós-soldadura, tal como a remoção de respingos e fume colados às placas de aço. Especialmente, quando estão usados com os aços inoxidáveis austeníticos, os FCW fornecem as parcelas soldadas com uma aparência bonita e uma resistência de corrosão alta: factores importantes nas estruturas de aço inoxidável austenítico.
A Figura 2 mostra um secção transversal do diagrama esquemático do FCW de Kobe Steel para aços inoxidáveis austeníticos. A bainha exterior é tirada para tornar-se tão fina como possível, para permitir uma alta densidade de corrente, que por sua vez, aumenta a eficiência com o aumento da quantidade de metal soldado por unidade de tempo, mesmo se a mesma corrente de soldadura é aplicada.
| Tipo de aço ou aplicação |
Característica e nota chave para aplicação |
Nome do produto |
Classificação AWS |
Química principal |
Posição aplicada *1 |
|---|---|---|---|---|---|
| 304 | Geral | DW-308 | E308T0-1/-4 | 20Cr-10Ni | F, HF |
| DW-308P | E308T1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | ||
| 304H | Livre de bismuto; Operação de alta temperatura | DW-308H | E308HT1-1/-4 | 19Cr-10Ni-0.06C | F, HF, VU |
| 304, 304L | Baixo carbono (0,04% máximos); Geral | DW-308L | E308LT0-1/-4 | 20Cr-10Ni | F, HF |
| DW-308LP | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | ||
| Placa de medição 304, 304L | DW-T308L | E308LT0-1/-4 | 20Cr-10Ni | F, HF | |
| Baixo Cr (VI) nas emanações | DW-308L-XR | E308LT0-1/-4 | 20Cr-10Ni | F, HF | |
| Baixo Cr (VI) nas emanações | DW-308LP-XR | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | |
| Temperatura criogênica (≥ 27J/-196℃) | DW-308LTP | E308LT1-1/-4 | 20Cr-10Ni | F, HF, VU, OH | |
| DW-308LT | E308LT0-1/-4 | 20Cr-10Ni | F, HF | ||
| Livre de bismuto; Tratamento da solução | DW-308LH | E308LT1-1/-4 | 19Cr-10Ni | F, HF, VU | |
| Vareta TIG para a soldadura de passe de raiz sem gás de purga traseira (“back purging gas”) | TG-X308L | R308LT1-5 | 20Cr-10Ni | F, HF, VU, OH | |
| 316, 316L | Geral | DW-316L | E316LT0-1/-4 | 19Cr-12Ni-2.3Mo | F, HF |
| DW-316LP | E316LT1-1/-4 | 18Cr-12Ni-2.8Mo | F, HF, VU, OH | ||
| Placa de medição | DW-T316L | E316LT0-1/-4 | 19Cr-12Ni-2.3Mo | F, HF | |
| Baixo Cr (VI) nas emanações | DW-316L-XR | E316LT0-1/-4 | 18Cr-12Ni-2.3Mo | F, HF | |
| Baixo Cr (VI) nas emanações | DW-316LP-XR | E316LT1-1/-4 | 18Cr-12Ni-2.3Mo | F, HF, VU, OH | |
| Livre de bismuto; Tratamento da solução | DW-316LH | E316LT1-1/-4 | 19Cr-12Ni-2.3Mo | F, HF, VU | |
| Livre de bismuto; Operação de alta temperatura | DW-316H | E316T1-1/-4 | 19Cr-12Ni-2.3Mo-0.06C | F, HF, VU | |
| Temperatura criogênica (≥ 27J/-196℃) (316L) | DW-316LT | E316LT1-1/-4 | 18Cr-13Ni-2.3Mo | F, HF, VU, OH | |
| Vareta TIG para a soldadura de passe de raiz sem gás de purga traseira (“back purging gas”) | TG-X316L | R316LT1-5 | 19Cr-12Ni-2.3Mo | F, HF, VU, OH | |
| Metal dissimilar e revestimentos por soldadura | Geral | DW-309L | E309LT0-1/-4 | 24Cr-13Ni | F, HF |
| DW-309LP | E309LT1-1/-4 | 24Cr-13Ni | F, HF, VU, OH | ||
| Placa de medição | DW-T309L | E309LT0-1/-4 | 24Cr-13Ni | F, HF | |
| Baixo Cr (VI) nas emanações | DW-309L-XR | E309LT0-1/-4 | 24Cr-13Ni | F, HF | |
| Livre de bismuto; Revestimentos por soldadura no aço de baixa liga | DW-309LH | E309LT1-1/-4 | 24Cr-13Ni | F, HF, VU | |
| Vareta TIG para a soldadura de passe de raiz sem gás de purga traseira (“back purging gas”) | TG-X309L | R309LT1-5 | 24Cr-13Ni | F, HF, VU, OH | |
| Geral | DW-309MoL | E309LMoT0-1/-4 | 23Cr-13Ni-2.3Mo | F, HF | |
| DW-309MoLP | E309LMoT1-1/-4 | 23Cr-13Ni-2.3Mo | F, HF, VU, OH | ||
| Geral (310S) | DW-310 | E310T0-1/-4 | 26Cr-21Ni-0.18C | F, HF | |
| Índice alto de ferrite | DW-312 | E312T0-1/-4 | 29Cr-10Ni-0.12C | F, HF | |
| 321, 347 | Geral | DW-347 | E347T0-1/-4 | 19Cr-11Ni-0.6Nb | F, HF |
| Livre de bismuto; Operação de alta temperatura | DW-347H | E347T1-1/-4 | 19Cr-10Ni-0.6Nb-0.06C | F, HF, VU | |
| Livre de bismuto; Baixo carbono | DW-347LH | E347T1-1/-4 | 19Cr-10Ni-0.6Nb | F, HF, VU | |
| Vareta TIG para a soldadura de passe de raiz sem gás de purga traseira (“back purging gas”) | TG-X347 | R347T1-5 | 19Cr-10Ni-0.6Nb | F, HF, VU, OH | |
| 317L | Geral | DW-317L | E317LT0-1/-4 | 19Cr-13Ni-3.3Mo | F, HF, VU |
| DW-317LP | E317LT1-1/-4 | 19Cr-13Ni-3.3Mo | F, HF, VU, OH | ||
| Livre de bismuto; Tratamento da solução | DW-317LH | E317LT1-1/-4 | 19Cr-14Ni-3.4Mo | F, HF, VU | |
| Aço inoxidável dúplex | Dúplex "Lean" (ASTM S32101, S32304) | DW-2307 | E2307T1-1/-4 | 25Cr-8Ni-0.13N | F, HF, VU |
| Dúplex Standard (ASTM S31803, S32205) |
DW-2209 | E2209T1-1/-4 | 23Cr-9Ni-3.3Mo-0.14N | F, HF, VU | |
| Vareta TIG para a soldadura de passe de raiz sem gás de purga traseira (“back purging gas”) | TG-X2209 | --- | 23Cr-9Ni-3.3Mo-0.14N | F, HF, VU, OH | |
| Dúplex Super (ASTM S32750, S32760) | DW-2594 | E2594T1-1/-4 | 26Cr-10Ni-3.8Mo-0.24N | F, HF, VU | |
| Aço inoxidável martensítico para a hidroturbina | Tipo Toda Posição | DW-410NiMo | E410NiMoT1-4 | 12Cr-4Ni-0.6Mo | F, HF, VU, OH |
| FCW de tipo metal | MX-A410NiMo | EC410NiMo | 12Cr-4Ni-0.6Mo | F, HF | |
| 405, 409 | 13Cr-Nb ferrítico | DW-410Cb | E409NbT0-1 | 13Cr-0.6Nb-0.06C | F, HF |
| Camada de amortecedor para revestimentos por soldadura 13Cr | DW-430CbS | E430NbT0-1 | 17Cr-0.9Nb | F, HF | |
| Para sistema de escape de carros | FCW de tipo de metal ferrítico17Cr-Nb | MX-A430M | --- | 17Cr-0.7Nb | F, HF |
| Liga Ni | Liga 625 e 825; Revestimentos por soldadura; Junta dissimilar | DW-N625 | ENiCrMo3T1-4 | Ni-21Cr-8.5Mo-3.5Nb | F, HF, VU |
| Revestimento e soldadura das circunferências de tubulação folheada (5G, 6G) | DW-N625P | ENiCrMo3T1-4 | Ni-21Cr-8.5Mo-3.3Nb | Tubulação 5G, 6G | |
| Liga 600 e 800; Junta dissimilar | DW-N82 | ENiCr3T0-4 | Ni-21Cr-3.0Mn-2.5Nb | F, HF | |
| Liga C276 | DW-NC276 | ENiCrMo4T1-4 | Ni-16Mo-15Cr-3.3W | F, HF, VU | |
| Nota: *1: Posição aplicada: F: plano; HF: faixa horizontal; VU: vertical para cima; OH: aéreo; | |||||
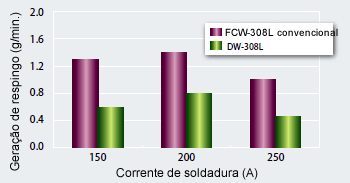
Figura 3: Comparação da geração de respingo
Os FCW de Kobelco para os aços inoxidáveis são também altamente reputados para um arco estável com ambos gases de protecção misturados CO2 100% e Ar-CO2, causando uma geração limitada de respingos, segundo as indicações da Figura 3. Esta característica é obtida não somente pelo desenho apropriado do fluxo (e pelo controle excelente da qualidade nas usinas de Kobelco em Japão e nos Países Baixos), mas igualmente no tratamento de superfície do fio especial que permite a facilidade de alimentação estável do fio. Uma outra característica dos FCW para os aços inoxidáveis, tais como PREMIARCTM DW-308L, PREMIARCTM DW-316L (para a soldadura de posição plana e em ângulo), depende do seu desenho para tratar a formação de escória: a escória pode facilmente ser descascada no momento apropriado após a solda, que impede a formação de cor de têmpera na superfície de cordão (veja Figura 4).

Figura 4: Removibilidade da escória e aparência do cordão imediatamente após a solda (DW-308L)
Quando a cor de têmpera forma-se nas soldas que exigem uma aparência estética e limpeza, o tratamento de decapagem, um tratamento ácido para remover a cor da superfície de metal da solda, é adoptada como medida de protecção. Evitando a formação da cor de têmpera, o tempo passado no tratamento ácido é reduzido, aumentando deste modo a produtividade.
4. FCW Kobelco actualizados para os aços inoxidáveis
Os FCW de tecnológica avançada Kobelco para os aços inoxidáveis são produtos singulares desenvolvidos exclusivamente pela Kobe Steel; são confiados e preferidos pelos usuários em todo o mundo. A Tabela 1 (na Página 4) alista a vasta gama dos FCW disponíveis para os aços inoxidáveis.
3-1. FCW de baixo Cr (VI) para aços inoxidáveis: “Série XR”
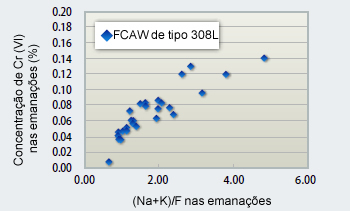
Figura 5: Relacionamento entre os componentes do fluxo e Cr (VI) nas emanações de soldadura
Os FCW podem gerar uma quantidade mais alta de emanações do que outros processos convencionais de soldadura, aumentando deste modo os riscos de segurança. A emanação de soldadura é um óxido que se forma quando o vapor de metal gerado pelo arco esfria e solidifica no ar. No caso da soldadura de aço inoxidável, a emanação contêm 5 a 20% de óxido de Cr, uma parcela que existe como Cr6+ prejudicial, designada como Cr (VI).
A toxicidade do Cr (VI) tem sido reavaliada recentemente de acordo com as tendências para um regulamento mais restrito no locais de trabalho. Por exemplo, em 2010, a Administração Americana da Saúde e Segurança no Trabalho cortou a quantidade de Cr transportado por via aérea (VI) permitida no locais de trabalho por 90%. Vai sem dizer que o método mais eficaz para reduzir o Cr (VI) associado com a soldadura de aço inoxidável é instalar uns sistemas de ventilação mais poderosos para remover as emanações. Por outro lado, se as emanações de soldadura contiveram menos Cr (VI), menos esforço seria exigido para remove-las através de uma melhor ventilação como uma ventilação local.
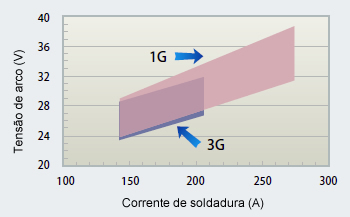
Figura 6: Escala recomendada dos parâmetros de soldadura de DW-308LP-XR
É igualmente eficaz para reduzir o Cr (VI) nas emanações de soldadura próprias. Kobe Steel desenvolveu uma série nova de FCW, a saber “Séries XR”, para a soldadura de posição plana/em ângulo horizontal, assim como para a soldadura Toda Posição que reduzem drasticamente o índice de Cr (VI) nas emanações de soldadura. Os FCW de série XR altamente versáteis visem três tipos de aços inoxidáveis, a saber 308L, 316L e 309L.
Segundo as indicações da Figura 5, o controle do índice de Na e K, adicionado ao fluxo como estabilizadores de arco, pode reduzir o índice de Cr (VI) nas emanações de soldadura. Contudo, a fim de manter uma capacidade de soldadura estável, o índice de outros aditivos, tais como fluoretos assim como Na e K, pode ter que ser ajustado.
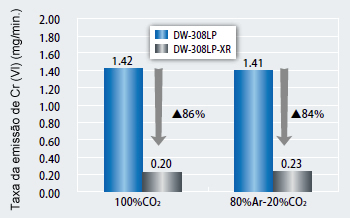
Figura 7: Taxa da emissão de Cr (VI) de DW-308LP-XR
Um dos FCW da série XR nova é o PREMIARCTM DW-308LP-XR de Toda Posição. É projectado para aplicar à ambos gases de protecção misturados CO2 100% e Ar-CO2. A Figura 6 mostra a escala recomendada dos parâmetros de soldadura, e a Figura 7, a taxa da emissão de Cr (VI) (como medida pelos ISO 15011-1 e ISO 16740), respectivamente. Mostra que a série XR emite o Cr (VI) a uma taxa apenas de 1/6 do DW-308LP convencional. Para obter mais informações sobre os PREMIARCTM DW-308L-XR e PREMIARCTM DW-316L-XR, por favor consulte a coluna de Destaque dos Produtos de “KOBELCO WELDING TODAY”, Vol. 14, No. 3 publicado em 2011.

Figura 8: Aparência do cordão e macroestrutura da junta de topo, soldadura da posição 3G com o DW-308LP-XR
Uma junta de topo foi soldada na posição ascendente vertical (3G) com o DW-308LP-XR sob as circunstâncias alistadas na Tabela 2; A Figura 8 mostra a aparência e a macroestrutura do cordão, respectivamente.
| Forma do sulco e seqüência de passe |
Lugar | Corrente de soldadura (A) |
Tensão de arco (V) |
Temperatura de Interpasse (℃) |
|---|---|---|---|---|
| Espessura da placa: 15mm Forma do sulco: V Único Ângulo do sulco: 60℃ Parte traseira : 3 passes Lado final: 1 passe |
Parte traseira |
160 | 28 | <300 |
| Final | 160 | 28 | <300 |
3-2. FCW para aços inoxidáveis dúplex

Figura 9: Membros de divisórias corrugadas em um petroleiro químico
Figura 10: “Stonecutters Bridge” em Hong Kong
Os aços inoxidáveis dúplex têm uma microestrutura bifásica que é de 50% ferrítica e 50% austenítica. As vantagens incluem uma resistência elevada, uma resistência magnífica contra a corrosão por ferrugem, corrosão nas aberturas, assim como corrosão sob tensão (SCC = Stress Corrosion Cracking).
Três aços inoxidáveis dúplex diferentes estão disponíveis no mercado: (1) Aços inoxidáveis dúplex padrão, tipicamente ASTM S31803, S32205 e JIS SUS329J3L; (2) Aços inoxidáveis dúplex tipo “lean”, que, enquanto inferior a outros aços inoxidáveis dúplex, forem quase equivalentes a 304L e a 316L em resistência à corrosão e mais baixos em custos devido ao teor reduzido de Ni e Mo, e (3) Aços inoxidáveis dúplex Super, que contêm umas quantidades mais altas de Cr, Mo e N, a fim de suportar ambientes altamente corrosivos. Devido a sua resistência excelente à corrosão por ferrugem, são aplicados extensamente nas plantas de dessanilização, em perfuração e refinação de óleo e gás natural, nos sistemas de dessulfuração de gás de conduto, e divisórias corrugadas em petroleiros químicos (Figura 9). Os aços inoxidáveis dúplex estão espalhando mesmo a umas estruturas mais gerais, tais como no “Stonecutters Bridge” em Hong Kong (Figura 10) e no telhado do Novo Aeroporto Internacional de Doha em Catar.
Os FCW para aços inoxidáveis dúplex incluem o PREMIARCTM DW-2209 recentemente desenvolvido para o aço inoxidável dúplex padrão, o PREMIARCTM DW-2307 para o aço inoxidável dúplex “lean” e PREMIARCTM DW-2594 para o aço inoxidável dúplex Super. A Tabela 3 mostra as químicas de todos os metais de solda e a Tabela 4, as propriedades mecânicas dos DW-2307 e DW-2594, respectivamente.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | N | PRE | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| DW-2307 | 0.03 | 0.5 | 1.3 | 0.02 | 0.003 | 0.06 | 7.9 | 24.6 | 0.03 | 0.15 | 27.1 |
| AWS A5.22 E2307TX-Y |
≤0.04 | ≤1.0 | 0.5-2.5 | ≤0.04 | ≤0.03 | ≤0.75 | 6.5-10.0 | 22.5-25.5 | ≤0.8 | 0.10-0.20 | - |
| DW-2594 | 0.03 | 0.5 | 1.2 | 0.02 | 0.004 | 0.03 | 9.6 | 25.8 | 3.8 | 0.24 | 42.2 |
| AWS A5.22 E2594TX-Y |
≤0.04 | ≤1.0 | 0.5-2.5 | ≤0.04 | ≤0.03 | ≤0.75 | 8.0-11.0 | 23.0-27.0 | 2.5-4.0 | 0.08-0.30 | - |
| Nota: PRE (Pitting Resistance Equivalent): Resistência à corrosão por ferrugem Equivalente=Cr+3,3Mo+16N | |||||||||||
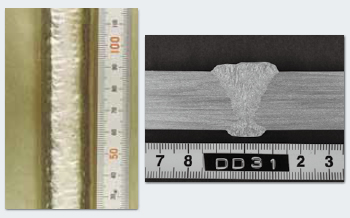
Figura 11: Aparência de cordão e macroestrutura pelo DW-2594 na posição 3G.
(protecção 80%Ar-20%CO2, 160A-26V)
| Propriedades elásticas | Dureza de entalhe a 20℃ (J) |
|||
|---|---|---|---|---|
| 0.2%PS (MPa) |
TS (MPa) |
El (%) |
||
| DW-2307 | 571 | 750 | 29 | 58 |
| AWS A5.22 E2307TX-Y |
- | ≥690 | ≥20 | - |
| DW-2594 | 712 | 900 | 25 | 60 |
| AWS A5.22 E2594TX-Y |
- | ≥690 | ≥20 | - |
Uma característica de ambos os aços inoxidáveis dúplex e de seus consumíveis de soldadura associados é o índice N alto, que pode causar furos de sopro em metais de solda, ou poços e buracos de verme (“worm holes”) em superfícies de metal da solda quando o N alto dissolvido em um metal derretido não permanece dentro do metal de solda solidificando no estado de solução sólida. Nos FCW de Kobelco para os aços inoxidáveis dúplex, os componentes do fluxo são aperfeiçoados para resistir às cavidades de gás, apesar do índice de N alto. A Figura 11 mostra a aparência de cordão e a macroestrutura de uma junta de topo por DW-2594 na posição 3G. Nenhum defeito, tal como furo ou “worm holes” é visível.
3-3. Vareta TIG fluxada de “Série TIG TGX”
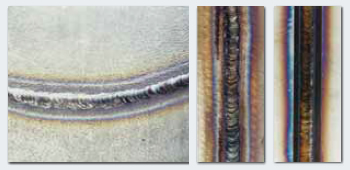
Figura 12: Cordão traseiro da soldadura “back-bead” de tubulação usando o fio TGX
Figura 13: Cordão traseiro (esquerda) e cordão de superfície (direita)
Na soldadura de passe de raiz das tubulações de aço inoxidável pela vareta TIG, um protector traseiro de gás AR puro é exigido geralmente para impedir a oxidação no cordão traseiro, o que poderia tornar-se inadequado. Há dois métodos de protecção traseira comuns: protecção de tubulação inteira e protecção local da zona de solda. Contudo, com um ou outro método, a quantidade de tempo e o gás AR exigidos para a protecção são elevados e caros.
Em um outro exemplo da tecnologia de desenho líder dos FCW de Kobe Steel, as séries TGX das varetas de enchimento FCW para a soldadura de passe de raiz TIG eliminam a necessidade para uma protecção traseira cara. Um outro destaque é como permitir que os operadores trabalhem com segurança dentro das tubulações, sem o perigo de deficiência de oxigênio.
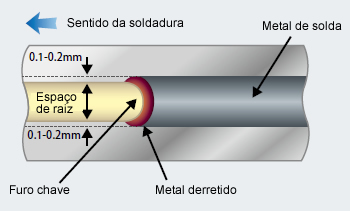
Figura 14: Como manter o furo chave apropriado
O fluxo dentro da vareta de enchimento TGX produz uma quantidade apropriada de escória que cobre completamente ambos os lados da parte traseira e da superfície do cordão, protegendo-los deste modo contra a exposição ao ar e impedindo a oxidação, mesmo sem um protector traseiro. A escória que cobre ambos os lados do cordão é removida facilmente com uma torneira leve e deixa um cordão bonito segundo as ilustrações das Figuras 12 e 13.
Porque os FCW das séries TGX são sem costura, são tratados quase na mesma maneira que para as varetas TIG sólidas.
A fim de fixar um cordão traseiro adequado com a vareta de enchimento TGX, é essencial formar um furo chave durante a soldadura, de modo que uma suficiente quantidade de escória derretida flua à parte traseira do sulco e cubra a parte traseira do cordão (Figura 14).
A Tabela 5 mostra as formas recomendadas do sulco, com base no espaço de raiz e na espessura e da parede.
| Forma do sulco | Único V (70℃) ombro de 1,0mm |
||
|---|---|---|---|
| Espessura de parede (milímetro) | 4 | 6 | 10 |
| Espaço de raiz (milímetro) | 2.0 | 2.5 | 3.0 |
A velocidade de alimentação da vareta de enchimento TGX difere levemente daquela da vareta convencional de enchimento TIG. Tem que ser alimentada em um ritmo alto, e pouco a pouco, com atenção a não alimentar excessivamente ao mesmo tempo.
Desde que as séries TGX eram lançadas no mercado em meados dos anos 80’, foram reputadas como um dos produtos de marca de nível de Kobelco, devido a sua confiança e aos resultados positivos. Para atendimento às novas necessidades do mercado, a série foi expandida com o PREMIARCTM TG-X2209 para o aço inoxidável dúplex, assim como os PREMIARCTM TG-X308L, TG-X316L, TG-X309L e TG-X347.
3-4. Série DW-T, apropriada para a folha de aço inoxidável fina
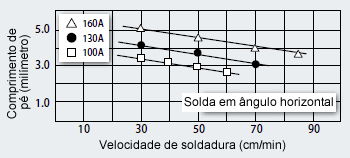
Figura 15: Relacionamento entre a velocidade de soldadura e o comprimento de pé pela Série DW-T
Porque a relação de espessura das folhas finas aplicadas às estruturas de aço inoxidável é muito mais alta do que às estruturas do aço carbono, a soldadura de baixa corrente é mais importante nos aços inoxidáveis do que nos aços carbono. No passado, os FCW de diâmetro 0,9 milímetros ou os fios sólidos foram usados principalmente. Contudo, os FCW de diâmetro 1,2 milímetros tem sido desejados por muito tempo, devido a seu custo razoável e melhor disponibilidade. A série DW-T foi desenvolvida nestas circunstâncias e agora é avaliada altamente nos mercados.
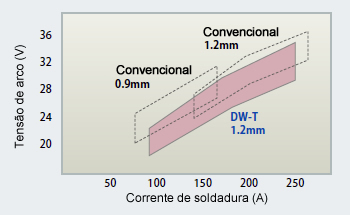
Figura 16: Escala melhor do parâmetro da soldadura da série DW-T
A série DW-T, de diâmetro 1,2 milímetros oferece o seguinte:
(1) Conformidade para o comprimento de pé pequeno, segundo as indicações da Figura 15, assim como a soldadura de baixa corrente, segundo as indicações da Figura 16. A soldadura de 100A é também possível.
(2) A soldadura da folha fina de 1,0 ou 2,0 milímetros de espessura é possível, visto que era difícil com fios convencionais de diâmetro 1,2mm.
(3) Reinício excelente do arco, eliminando a necessidade para um corte de borda de fio no reinício do arco durante a solda provisória.
4. Postscript P.s.
Como um dos processos mais eficientes de soldadura, se espera que os FCWs podem espalhar mais em uns campos sempre mais aplicáveis; por tanto, os novos tipos de FCW terão que ser desenvolvidos para satisfazer as necessidades futuras.
Os FCW de Kobe Steel para o aço inoxidável são alguns dos consumíveis mais seguros de soldadura no mundo e foram altamente avaliados e também apoiados nos mercados. As tecnologias de desenho e fabricação disponiveis até agora foram utilizadas para desenvolver não somente os FCW para aços inoxidáveis, mas igualmente para as ligas de níquel, segundo as indicações da Tabela 1.
O processo de solda recentemente desenvolvido dos FCW para os aços inoxidáveis explora os gás de protecção Ar puro. O índice de carbono baixo e o respingo extremamente baixo caracterizados neste processo recentemente desenvolvido serão introduzidos no próximo número de “KOBELCO WELDING TODAY”.
Referências:
【1】 International Stainless Steel Forum (ISSF) - Fórum Internacional do Aço Inoxidável , Página de acesso
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




