

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.7: Robôs de soldadura ARCMAN™ de Kobelco e fontes de potência SENSARC™: Um desempenho absoluto através de muitas aplicações ! >
Especificações técnicas Vol.7
Robôs de soldadura ARCMAN™ de Kobelco e fontes de potência SENSARC™: Um desempenho absoluto através de muitas aplicações !

O “Welding Business of Kobe Steel, Ltd.” é o fabricante mundial que fornece as soluções de soldadura total, incluindo os consumíveis de soldadura de arco, robôs de soldadura e fontes de potência com sua investigação e desenvolvimento independente.
Ao longo dos anos, Kobe Steel desenvolveu os sistemas robóticos compreensivos de soldadura de arco, compreendendo não somente o robô, mas a fonte de potência e o equipamento periférico, tal como o posicionador e o slider também. Além, os clientes são fornecidos com os procedimentos de soldadura desenhados para satisfazer suas necessidades particulares. Este é um dos pontos fortes da Kobe Steel. Nesta edição, nós apresentamos e discutimos sobre as características dos robôs de soldadura da série ARCMAN™, assim como as fontes de potência da série SENSARC™.
Os modelos originais ARCMAN™
Os robôs de soldadura da série ARCMAN™ são geralmente usados sobre as placas de espessura média e pesadas/grossas previstas em campos, tais como maquinaria de construção, estructuras de aço de construção, pontes e material circulante. Quatro modelos ARCMAN™ estão disponíveis, incluindo o ARCMAN™-GS recentemente desenvolvido.
1. ARCMAN™-SR
Este robô compacto, de pouco peso, diminui o peso do sistema inteiro e exige menos espaço de instalação. Com um torque de pulso alto comparável ao ARCMAN™-MP padrão, pode ser equipado com as tochas mais pesadas, tais como tochas arrefecidas por água ou em tandem.
2. ARCMAN™-MP
O Melhor modelo de venda de Kobe Steel, o ARCMAN™-MP, utiliza uma tocha arrefecida por água padrão e é aplicado em placas médias e pesadas. O software de aplicação, assim como os sensores de soldadura para procurarar os sulcos de soldadura, podem ser instalados. Pode ser equipada com uma tocha longa para tratar os espaços limitados, e, devido a seu carga útil e torque de pulso elevados, com uma tocha em tandem ou uma tocha de corte de plasma.
3. ARCMAN™-XLmkII
Apresentando o braço maior do mundo, a amplitude de movimento deste robô pode exceder um máximo de 3 metros de alcance, permitindo que o sistema robótico seja configurado ao longo de uma estructura de eixo único sem slider. Uma outra vantagem do braço longo deste modelo é a capacidade para alcançar a parte profunda de uma peça de trabalho oca, tal como a cesta de uma pá hidráulica.
O novo ARCMAN™-GS

Figura 1: ARCMAN™-GS brilha na soldadura das placas médias e pesadas.
Apropriado para soldar as placas médias e pesadas, o ARCMAN™-GS é o produto da experiência muito rica de Kobe Steel na robótica de soldadura; foi lançado em setembro de 2011. Enquanto seu braço for equivalente em tamanho àquele do ARCMAN™-MP, seu desenho melhorado apresenta um braço com cabeamento interno, segundo as indicações da Figura 1.
1. Historial do desenvolvimento do ARCMAN™-GS
Os robôs da série ARCMAN™ foram altamente reputados, particularmente no campo da maquinaria de construção, onde os sistemas robóticos utilizam cada vez mais os robôs montados em cima dos slideres suspendidos aéreos. A suspensão aérea está prevista para espalhar mais extensamente no futuro, enquanto fornece a melhor facilidade de acesso à peça de trabalho em grande escala, assim como uma eficiência superior de segurança e operação enquanto a maquinaria está removida da terra.
No caso da soldadura de máquinas da construção, a tocha de soldadura deve poder alcançar profundamente dentro da peça de trabalho oca. Adicionalmente, a operação de ensino do robô deve estar livre de interferência que ocorre entre a tocha e a peça de trabalho, assim como entre o cabo da tocha e a peça de trabalho. Por estas razões, os cabos da tocha devem ser amarrados dentro do braço. Porque ARCMAN™-GS tem uma suficiente amplitude de movimento para um sistema suspendido aéreo e apresenta o braço de cabo integrado apropriado para o ensino autónomo “off-line”, é um robô excelente para uma aplicação exigente.
2. Características do ARCMAN™-GS
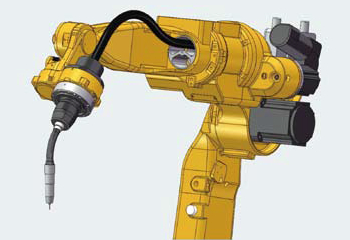
Figura 2: ARCMAN™-GS com o braço superior integrado de cabo.
(1) Os modelos integrados de tocha ou cabo estão disponíveis para corresponder às exigências de sistema.
Duas variações estão disponíveis para o ARCMAN™-GS: um com cabos integrados com o braço superior, segundo as indicações da Figura 2, e o outro em que a tocha é integrada com o eixo de pulso, segundo as indicações da Figura 3.
Para o tipo de braço superior integrado de cabo, um alimentador de fio é montado no lado traseiro do braço superior; os cabos da tocha estendem do alimentador de fio através do furo do cabo que corre ao lado do braço superior. O corpo da tocha é apoiado na eixo de pulso.
Para o tipo de eixo de pulso integrado de tocha, o alimentador de fio não é montado no robô, mas é instalado na direcção periférica. Os cabos da tocha estendem do alimentador de fio em um gancho de cabo para conectar ao corpo da tocha, que é apoiado na eixo de pulso.
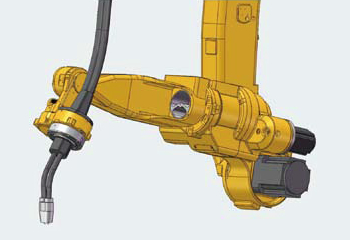
Figura 3: ARCMAN™-GS com o pulso integrado de tocha.
A Figura 4 mostra o que pode acontecer quando o cabo da tocha não for integrado com o braço superior: o cabo oscilando perigosamente perto da borda interna da peça de trabalho pode causar uma interferência entre ao cabo da tocha e a peça de trabalho, e, ao longo do tempo, afecte a durabilidade do cabo da tocha.
Neste caso, a cabeamento interna podia impedir a interferência entre o cabo da tocha e a peça de trabalho, permitindo que a operação de ensino seja realizada facilmente. Igualmente, o modelo integrado de cabo permite que o ensino autónomo “off-line” seja conduzido em um computador pessoal porque nenhum movimento imprevisível do cabo pode ocorrer.

Figura 4: Exemplo de soldadura robótica onde a interferência entre o cabo da tocha e a peça de trabalho está prestes a ocorrer.
Se a cabeamento interno é indesejável, o modelo de braço de pulso integrado de tocha pode ser seleccionado. Com este modelo, o corpo da tocha é alinhado no centro da 6o eixo, que permite uma coordenação exacta da tocha com o movimento do robô, minimizando deste modo a interferência, mesmo se a tocha é posta na parte estreita e profunda da peça de trabalho.
No modelo integrado de tocha, o pulso é posto em cantiléver de modo a para não entrelaçar-se com o cabo da tocha com o pulso, e o motor do eixo de pulso é abrigado no quadro do pulso, de modo que a borda do pulso não se projecte. Isto minimiza o entrelaçamento do cabo assim como a interferência entre o cabo e a peça de trabalho durante a soldadura.
(2) O posicionamento do cotovelo reverso permite um envelope de funcionamento que seja o maior em sua classe.
Em um sistema robótico suspendido aéreo, o robô deve poder alcançar tanto quanto da peça de trabalho como possível a partir de cima. Conseqüentemente, o envelope da operação do robô deve ser grande e cobrir a área atrás, assim como na frente do robô.
Com o ARCMAN™-GS, a posição reversa do cotovelo permite o braço superior de dobrar-se atrás do robô, segundo as indicações da Figura 5, expandindo deste modo a amplitude de movimento. Esta função avançada do ARCMAN™-GS é somente possível porque o braço é tão longo como isso do ARCMAN™-MP.
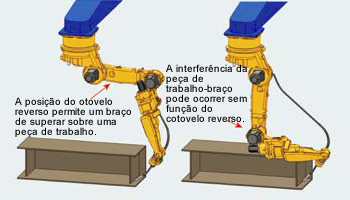
Figura 5: A posição do cotovelo reverso (esquerda) pode
impedir a interferência da peça de trabalho-braço com
sistema robótico suspendido aéreo.
Como ilustrado na Figura 5, o cotovelo reverso posicionando com o ARCMAN™-GS permite um acesso fácil às linhas de solda que se encontram atrás dos obstáculos, sem interferência entre o braço e a peça de trabalho. Ao contrário, os robôs convencionais exigem movimentos deslizantes complexos a fim de conseguir resultados semelhantes e evitar a interferência. Porque o ARCMAN™-GS é capaz de alcançar pontos inacessíveis sem deslizar, o slider que se usa é curto, reduzindo deste modo a complexidade e o peso do sistema inteiro.

Figura 6: O ARCMAN™-GS multifuncional com um trocador de ferramentas.
(3) Troca automática entre a tocha em tandem e a tocha única
Kobe Steel forneceu um grande número de robôs da série ARCMAN™ para a soldadura de arco em tandem, e o ARCMAN™-GS é particularmente eficaz neste caso. Com a tocha em tandem abrigada no centro do eixo de pulso, o braço integrado de cabo pode estender em espaços limitados que os robôs convencionais não conseguirem executar à solda em tandem.
Além, a tocha em tandem e a tocha única podem ser trocadas automaticamente com a instalação do trocador de ferramentas, desenhado exclusivamente para o ARCMAN™-GS. Com este sistema, a soldadura por arco em tandem ou única pode ser seleccionada, segundo a forma da peça de trabalho e da configuração de junta de soldadura. A Figura 6 mostra um robô com um trocador de ferramentas automático.
A Figura 7 mostra as estructuras e as dimensões dos robôs da série ARCMAN™, e a Tabela 1 indica as especificações para os manipuladores da série ARCMAN™.
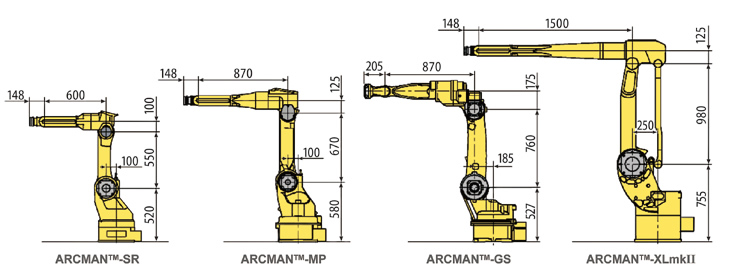
Figura 7: Uma gama de robôs de soldadura por arco da série ARCMAN™ (diagramas com dimensões)
Uma fonte de potência dedicada de soldadura para robôs: SENSARC™ AB500
| Artigos | Especificações | |
|---|---|---|
| Controlador correspondente | Tipo de controlador CA | |
| Intervalo máximo de movimento para cado eixo |
S1 | ±170 graus |
| S2 | -100/+155 graus | |
| S3 | -210/+80 graus | |
| S4 | ±180 graus | |
| S5 | ±127 graus | |
| S6 | ±360 graus | |
| Velocidade máxima para cado eixo |
S1 | 2.09 rad/s, 120 graus/s |
| S2 | 2.71 rad/s, 155 graus/s | |
| S3 | 2.71 rad/s, 155 graus/s | |
| S4 | 6.98 rad/s, 400 graus/s | |
| S5 | 6.11 rad/s, 350 graus/s | |
| S6 | 10.47 rad/s, 600 graus/s | |
| Carga útil | Na extremidade de pulso: 15kgs Na posição de montagem do alimentador de fio: 20kgs |
|
| Momento permissível de pulso para cado eixo |
S4 | 38.9 Nm |
| S5 | 38.9 Nm | |
| S6 | 7.35 Nm | |
| Momento permissível de inércia de pulso para cado eixo |
S4 | 1.05 kg•m2 |
| S5 | 1.05 kg•m2 | |
| S6 | 0.038 kg•m2 | |
| Posição de instalação | No assoalho ou suspendido aéreo |
|
| Peso do manipulador | 286 kgs | |
| Cor de pintura | Cor amarelo claro | |
A série SENSARC™ de Kobe Steel é uma gama das fontes de potência de soldadura para a soldadura CO2/MAG que satisfazem uma variedade de aplicações. Por exemplo, o SENSARC™ AB500 é uma fonte de potência sofisticada prevista exclusivamente para os sistemas robóticos de soldadura ARCMAN™ para a soldadura da placa média e pesada (veja Figura 8). É classificado como o modelo de muito alta qualidade da série SENSARC™, oferecendo um desempenho multifuncional de soldadura.
1. Inovações nas capacidades chaves
O SENSARC™ AB500 oferece uma capacidade aritmética 8 vezes mais rápida e uma freqüência 2,5 vezes mais alta de controle, comparando com as fontes de potência convencionais, estabelecendo desse modo um controle de forma de onda de saída inovativa por uma regra de controle avançado.
O alimentador de fio combinado é equipado com quatro rolos de movimentação para assegurar uma força de alimentação de fio 1,5 vezes mais forte, aumentando assim a velocidade de alimentação máxima de fio a 30 m/min, o que é 20% mais alta que os dos tipos convencionais. Além, a estabilidade de alimentação de fio foi melhorada empregando um codificador que detectasse a rotação do motor, um método de avançamento de quatro rolos, o controle digital de elevada precisão, e um motor de resposta rápida.
Estas capacidades avançadas, assim como um começo estável e suave do arco e uma alimentação fácil de fio através de sensor de toque de fio, encurtam o tempo inactivo, e melhorando desse modo o desempenho de soldadura pelos robôs ARCMAN™. A Tabela 2 mostra as especificações para o SENSARC™ AB500.
| Artigos | Especificações |
|---|---|
| Tensão nominal de entrada |
CA200V/CA220V |
| No. of phase | 3 fases |
| Freqüência nominal | 50Hz/60Hz |
| Potência nominal de entrada |
28.1kVA, 26.6kw |
| Corrente nominal | 81A/74A |
| Corrente nominal de saída | 500A |
| Tensão nominal de carga | 45V |
| Corrente de saída | 30-500A |
| Tensão de saída | 12-45V |
| Tensão máxima sem carga | 86V/95V |
| Ciclo de serviço | 450A-100% 400A-100% (solda pulsada) |
| Dimensão exterior (Larg.xAlt.xProf.) |
370x685x665 (mm) (A cabeça terminal de entrada, o parafuso tensor e o parafuso hexágono não são incluídos) |
| Peso | 69kgs |

Figura 8: SENSARC™ AB500: Uma fonte de potência
multifuncional para robôs de soldadura ARCMAN™.
2. Uma variedade de modos melhores de soldadura para a soldadura de placas médias e pesadas
| Gás de protecção |
Método de soldadura |
Kind of wire | Diâmetro de fio (mm) |
|---|---|---|---|
| CO2 | Único, sem pulso |
Fio sólido para aço macio | 1.2 |
| Fio fluxado para aço macio | 1.2, 1.4 | ||
| Fio fluxado para aço inoxidável |
1.2 | ||
| Único, REGARC™*1 |
Fio fluxado para aço macio | 1.2 | |
| Ar+CO2 | Único, pulso | Fio fluxado para aço macio | 1.2, 1.4, 1.6 |
| Único, pulso | Fio fluxado para aço macio | 1.2, 1.4 | |
| Tandem, pulso |
Fio fluxado para aço macio | 1.2 | |
| *1: REGARC™ é um processo original de controle original de forma de onda de corrente de pulso. |
|||
Além das inovações mencionadas acima, o SENSARC™ AB500 é equipado com diversos modos novos de soldadura, incluindo o processo de soldadura por arco desenvolvido pela Kobe Steel com o controle original de forma de onda de corrente de pulso. Estes modos são costurados de modo elaborado à soldadura de placas médias e pesadas; assim, o desempenho de soldadura pode ser melhorado mesmo em alguns dos modos mais convencionais, segundo as indicações da Tabela 3.
3. Aplicações de soldadura MAG pulsada em tandem
Em 2001, Kobe Steel começou a introduzir no mercado um sistema robótico que fornecesse ambas as velocidades altas de soldadura e boas soldaduras, usando a técnica de soldadura por arco em tandem de um poço e dois eléctrodos apresentando taxas de deposição altas.
Através de uma investigação e um desenvolvimento persistente no método de soldadura por arco em tandem, um controle inovativo de saída de corrente de soldadura foi desenvolvido e aplicado à fonte de potência actual. Com esta técnica, dois arcos pulsados em tandem são controlados de tal maneira que o pico de pulso e as correntes de base sejam sincronizados entre os dois arcos, aumentado deste modo a estabilidade do arco e reduzindo assim os respingos.
Com o SENSARC™ AB500, o comprimento do arco do eléctrodo de fim é aperfeiçoado pelo controle da modulação de amplitude síncrona recentemente desenvolvido que aumenta ou diminui o pico de pulso e a corrente de base, segundo as indicações da Figura 9.
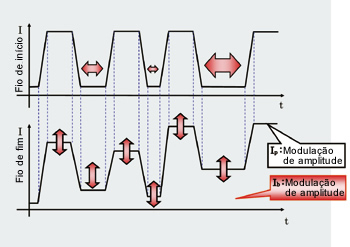
Figura 9: Diagrama conceptual do controle da modulação
de amplitude síncrona.
Com este mecanismo, o SENSARC™ AB500 permite uma gama mais larga de parâmetros de soldadura porque os comprimentos do arco dos eléctrodos de início e fim são controlados adequadamente, impedindo deste modo os efeitos de distúrbio e mantendo constantes os comprimentos do arco. Além disso, ao contrário das fontes de potência convencionais, uma mudança no parâmetro de soldadura do eléctrodo de início não afecta aquela do eléctrodo de fim; daqui, os parâmetros de solda podem facilmente ser ajustados.
Para obter um arco estável e uma boa solda na soldadura por arco em tandem de um poço, o controle sobre a protuberância do metal derretido gerada entre os dois eléctrodos na poço da solda é essencial.
Com as fontes de potência convencionais, quando um eléctrodo encontra um distúrbio, o arco flutua, causando deste modo mudanças do comprimento do arco que afectam a força do arco, e esta situação pode fazer que a protuberância do metal derretido torne-se instável. E a protuberância desestabilizada do metal derretido afecta a força do arco do outro eléctrodo, causando deste modo um arco instável.
Em contraste, o SENSARC™ AB500 pode manter os arcos estáveis e cancelar os distúrbios através do controle de característico de carga de alta qualidade avançado.
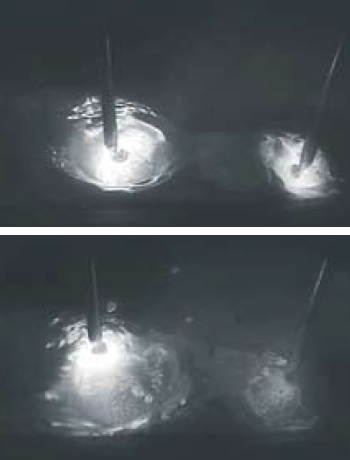
Figura 10: Soldadura por arco em tandem de um poço (parte superior)/sem controle de característico de carga de alta qualidade (perte inferior).
Em Figura 10, a imagem superior mostra uma protuberância estável do metal derretido gerada entre os dois eléctrodos por meio do controle de característico de carga de alta qualidade, criando deste modo arcos estáveis e de baixos respings. Ao contrário, quando o controle de característico de carga não é usado, segundo as indicações da imagem inferior, a protuberância flutua em forma, causando deste modo arcos instáveis com muito respingo.
Com o SENSARC™ AB500, o controle de característico de carga de alta qualidade reduz a geração dos respingos em até 70%, assim como o tamanho de partículas de respingos, se comparado com uma fonte de potência convencional, segundo as indicações da Figura 11.
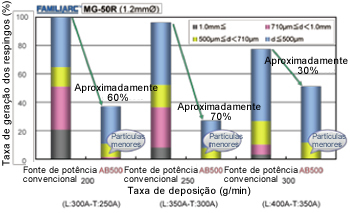
Figura 11: Geração de respingos na soldadura por arco
em tandem com o SENSARC™ AB500 e fontes de
potência convencionais.
4. Desempenhos avançados em outras aplicações
Na soldadura MAG pulsada com fio sólido para o aço macio, a estabilidade do arco e a geração de respingo podem ser melhoradas (Figura 12) com algumas novas tecnologias. Por exemplo, o controle imediato de característico de carga assim como o controle de alta qualidade do distúrbio-cancelamento podem remover a flutuação instantânea associada com a flutuação no ponto de corrente e no ponto da geração do arco em um fio de soldadura, reduzindo deste modo a flutuação excessiva da força do arco.
Com tais tecnologias avançadas, o SENSARC™ AB500 pode reduzir a taxa da geração de respingo por até 45% e o tamanho de respingo, mesmo com uma corrente de soldadura elevada de 300 A ou mais, como é usado geralmente para a soldadura de placas medias e pesadas.
Na soldadura CO2/MAG na gama média de corrente de soldadura, onde as grandes partículas de respingos tendem a ser geradas, a tecnologia avançada para a supressão de vibração de gotas derretidas pode reduzir a taxa de geração de respingos em até 25% em comparação com uma fonte de potência convencional, segundo as indicações da Figura 13. Com esta tecnologia, o crescimento excessivo das gotas derretidas e a vibração são contidos mudando as características de funcionamento, de acordo com a quantidade de crescimento das gotas. Em conseqüência, isto impede que as gotas se dispersem e reduz a taxa de geração dos respingos.
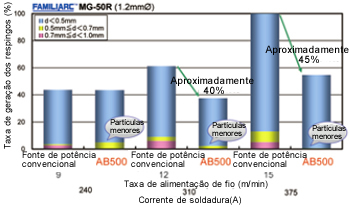
Figura 12: Comparação da taxa de geração dos respingos
entre o SENSARC™ AB500 e a fonte de potência
convencional pela soldadura MAG pulsada.
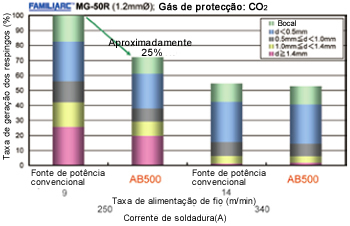
Figura 13: Comparação da taxa de geração de respingos entre o SENSARC™ AB500 e a fonte de potência convencional pela soldadura CO2.
Na edição próxima, os exemplos de aplicações comprovadas de soldadura das placas médias e pesadas usando os robôs de soldadura da série ARCMAN™ e as fontes de potência de soldadura da série SENSARC™ serão discutidos.
Referências:
[1] Kobe Steel, Relatório técnico de soldadura, Vol. 50, 2010-6
[2] Kobe Steel, Relatório técnico de soldadura, Vol. 51, 2011-9
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




