

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.9: Usando o sistema de soldadura robotizada ARCMAN™ para aplicações de vagões para ferrovias e pontes >
Especificações técnicas Vol.9
Usando o sistema de soldadura robotizada ARCMAN™ para aplicações de vagões para ferrovias e pontes
Introdução
Ao usar em relação às fontes de potência de soldadura por arco da série SENSARC™, os robôs de soldadura por arco da série ARCMAN™ de Kobelco são adequados para as placas médias e pesadas de aço de solda. Na edição precedente (Vol.15, No.2), o artigo de destaque técnico descreveu como os sistemas de soldadura robotizada de Kobelco são usados no campo da maquinaria de construção. Nesta edição, centramo-nos sobre duas outras aplicações que envolvem a soldadura de placas médias e pesadas, nomeadamente construção de vagões para ferrovias e pontes. Este artigo também descreverá como o software “AP-SUPPORT” de apoio aos utilizadores melhora a estabilidade e a eficiência de produção.
Características de um sistema de soldadura robotizada para a construção dos vagões para ferrovias
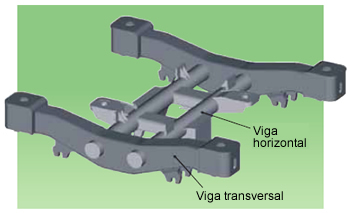
Figura 1: Quadro do chassi dos vagões para ferrovias
O vagão para ferrovias está composto basicamente por um chassi e um corpo que é suportado pelo chassi. Numerosos sistemas de soldadura robotizada ARCMAN™ foram fornecidos aos fabricantes de vagões para ferrovias, para automatizar os processos de soldadura de seus chassis.
Por natureza, os vagões para ferrovias devem ser fiáveis e seguros ao transportar os povos ou objetos. Por tanto, os processos de soldadura robótica usados em construi-los debem ser conseqüentemente de alta qualidade também. Os componentes principais a ser soldados pelos robôs são a viga transversal, a viga horizontal e o quadro do chassi, em que ambos as vigas são conectadas entre si. A Figura 1 mostra o quadro do chassi.

Figura 2: Componente do chassi com linha de soldadura
complicada
Os componentes do chassi tem formas complicadas, tais como a linha de soldadura curvada com um sulco, segundo as indicações da Figura 2. Tais formas complexas exigem uma soldadura estável de penetração profunda e passes múltiplos, em que os sistemas de soldadura robotizada de Kobelco são particularmente peritos. As várias funções de detecção do robô e de soldadura da passes múltiplos são ideais para a soldadura de placas médias e pesadas.
(1) Configuração do hardware do sistema de soldadura robotizada ARCMAN™
O sistema padrão de soldadura robotizada para soldar os componentes principais de vagões para ferrovias consiste no robô ARCMAN™ e no equipamento periférico, um posicionador e um slider.

Figura 3: Sistema de soldadura robotizada com o posicionador de 2 eixos
A Figura 3 é um exemplo de sistema de soldadura robotizada que emprega um posicionador de dois eixos (rotação e inclinação) que permita que o robô conduza sincronicamente a soldadura da posição plana, a fim de asegurar a mais alta qualidade.
Quando uma peça de trabalho de 2~3 metros de comprimento é montada para a soldadura de posição plana, tem que ser inclinada por aproximadamente 70° máximo. Em conseqüência, o centro do eixo de inclinação deve ser posicionado por aproximadamente 1,5~2,0 metros acima do assoalho, para impedir que a peça de trabalho toque no assoalho. (Veja a Figura 4.)
Figura 4: Peça de trabalho de 2 a 3 metros de comprimento,
colocado a 1,5 a2 metros acima do nível do assoalho.
Contudo, pode ser incômodo assim como perigoso, quando os operadores debem montar e desmontar a peça de trabalho em tais posições altas. Conseqüentemente, Kobe Steel forneceu o sistema de soldadura robotizada com um posicionador de desenho especial que tivesse um eixo adicional, para cima/para baixo.
(2) Software de ensino autónomo “off-line” eficiente
O ensino do sistema de soldadura robotizada aplicado à fabricação dos vagões para ferrovias será diferente para cada peça de trabalho, porque cada um tem uma forma única. O software de ensino autónomo “off-line”, K-OTS32, é fornecido a fim de realizar uma base de dados de ensino mais eficiente para as peças de trabalho diversas com formas complicadas.
(3) Corte fácil de plasma pelo sistema do robô com software de ensino autónomo “off-line”

Figura 5: Sistema de robô de corte a plasma
Na fabricação de vigas transversais, a preparação de borda para o sulco de soldadura e o corte de componentes são executados antes da soldadura. Geralmente, o material de aço dobrado em forma de “U” é cortado na fábrica do usuário, para realizar o componente de viga transversal. Enquanto o corte tridimensional (3-D) é exigido, um robô de corte articulado é adequado para a tarefa. O sistema de ensino autónomo “off-line”, K-OTS32, pode criar eficazmente uma base de dados de ensino do locus de movimento complicado.
Além disso, porque a máquina de corte a plasma fabricada pela Hypertherm Inc. é conectada ao robô ARCMAN™ através de uma interface exclusiva, os parâmetros de corte, tais como a corrente e a velocidade de corte, podem ser ensinados a partir do pendente de ensino conectado ao robô. Em conseqüência, o desempenho operacional é aumentado. A Figura 5 mostra um exemplo de sistema de robô de corte a plasma.
Os sistemas de robô de corte a plasma de Kobe Steel estão disponíveis em duas configurações. Uma é projectada exclusivamente para cortar, visto que a outra pode realizar o corte e a soldadura. O último sistema é montado com as tochas de soldadura e corte que contratam automaticamente para seu trabalho particular. Desta maneira, o robô consegue uma taxa de funcionamento elevada, assim como uma economia significativa de espaço.
Características dos sistemas de soldadura robotizada para a construção de pontes de aço
O GT-5000, um robô de soldadura ortogonal “Twin” NC para a construção de ponte, foi introduzido em 1988; contudo, actualmente, os robôs de soldadura da série ARCMAN™ são preferidos porque têm características especiais para componentes de fabricação de painel de ponte.
Uma melhoria relaciona-se à função de ensino. Porque os componentes de painel de ponte têm desenhos diversos, o ensino geralmente tem que ser executado cada vez que uma peça de trabalho novo é trabalhada, o que possa significar uma interrupção da linha de produção e uma perda de produtividade. Em Japão, o ensino autónomo “off-line” pode ser realizado agora sem interrupção da linha de produção, utilizando um programa informático que aplique os dados CAD desenhados com tamanho completo (Veja a Figura 6).
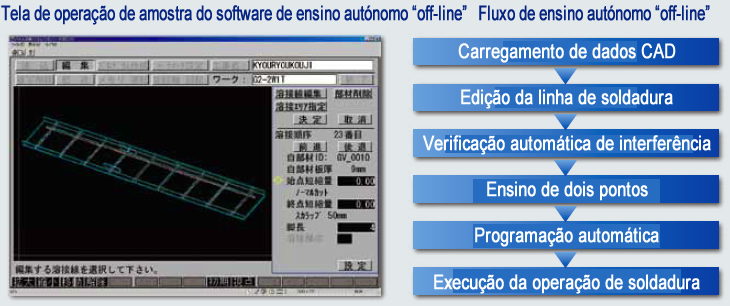
Figura 6: Display de ensino autónomo “off-line”
(1) Sistemas principais

Figura 7: Tipo sistema de pórtico de soldadura “Twin”
① Sistema de soldadura robotizada “Twin”
Um tipo comum de sistema utiliza um par de robôs de soldadura suspensos aéreos e colocados nos lados opostos da peça de trabalho que é montada em um slider com uma eixo de pivô extra. Instalados um frente ao outro, os robôs executam a soldadura em ângulo horizontal em ambos os lados da peça de trabalho ao mesmo tempo, aumentando deste modo a eficiência de soldadura. Dois tipos de sistemas “Twin” de soldadura estão disponíveis, nomeadamente um tipo com pórtico, segundo as indicações da Figura 7, e um tipo com cantilever, permitindo que o usuário combine o sistema a suas necessidades.

Figura 8: Sistema compacto e único de soldadura robotizada
② Sistema de soldadura robotizada único
Comparado com os sistemas de robô “Twin”, os únicos sistemas de soldadura robotizada pegam muito menos espaço. Podem realizar a soldadura de vigas principais com uma largura de até 3 m. O ARCMAN™-XL mk II é um robô extremamente grande; contudo, quando é montado em um carro compacto, de tipo assoalho, com um eixo em vez de um carro suspendido aéreo convencional, o tamanho do sistema é reduzido e o custo é também inferior. (Veja a Figura 8.)
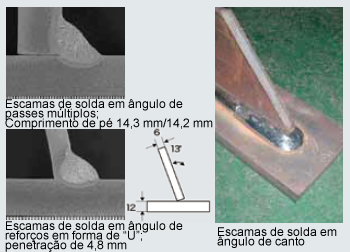
Figura 9: Solda em ângulo de passes múltiplos e solda em ângulo de canto
(2) Peças de trabalho e funções de soldadura apropriadas
Muitos membros de paineles diferentes de pontes, tais como vigas de placa, vigas de caixa, reforços em forma de “U”, painéis de flange e diafragmas, são bem adaptados para a soldadura robótica. Estes membros de paineles de ponte exigem geralmente uma soldadura de canto e uma soldadura de grande comprimento de pé, de passes múltiplos, em combinação com os fios fluxados.
(3) Estendendo o tempo de operação sem monitor
① Função de memória
Estes sistemas de soldadura apresentam uma memória de computador que pode ser programada para soldar as peças de trabalho múltiplas em sucessão. A soldadura contínua de até 20 peças de trabalho é possível.
② Função “Skip” (Saltar)
Quando uma avaria de curto prazo ocorre (em qual um operador pode resolver rapidamente um problema e reiniciar a produção) durante a operação automática, o robô efectua automaticamente uma série de acções. Isto para a soldadura, desloca o bocal a seu dispositivo de limpeza, limpa o bocal, retorna à posição onde a soldadura tinha parado, e então reinicia a soldadura. Esta função é particularmente útil para a soldadura sem monitor durante os turnos de noite.

Figura 10: Dispositivo de
mudança automática de bocal
③ Dispositivos de limpeza e mudança automática de bocal
O respingo que é afixado num bocal durante a soldadura pode causar defeitos de soldadura ou avarias de curto prazo, devido à falta de protecção. Nesses casos, o bocal pode ser substituído com um bocal limpo a través do dispositivo de mudança automática, como mostrado em Figura 10. O dispositivo de limpeza automática do bocal limpa então o bocal sujo, até o orifício encontrado profundamente no interior.
④ Outras funções que suportam a operação contínua
Além das funções já mencionadas, o computador que controla os robôs de soldadura da série ARCMAN™ é programado para impedir o “wire-stick” (aderencia de fio) quando a extremidade do fio derretido adere à escama de solda), o contacto de bocal à peça de trabalho e reinicio do arco. Estas funções padrão permitem os robôs de ser empregados com segurança e eficazmente na operação contínua.
AP-SUPPORT: Software de apoio do usuário
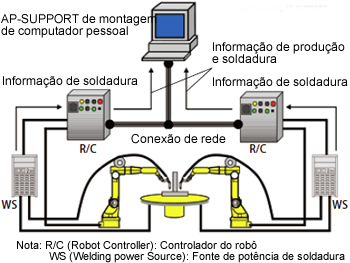
Figura 11: Rede do AP-SUPPORT
Para que um sistema de soldadura robotizada mantenha uma produção estável, é necessário poder monitorar o sistema e resolver prontamente todos os problemas que ocorrerem.
AP-SUPPORT é um programa que mantenha a estabilidade de produção permitindo que os usuários visualizem o sistema de soldadura robotizada. Foi lançado em outubro de 2010. Permite que os usuários monitorem as operações diárias do sistema de soldadura robotizada ARCMAN™ e melhorem a produtividade. Especificamente, o programa AP-SUPPORT processa exactamente os dados de controle de produção, tais como a taxa de geração do arco assim como os dados causados por todos os problemas que ocorrerem.
A Figura 11 mostra a rede do AP-SUPPORT. Numerosas informações de soldadura, assim como a informação de produção, são transferidas a partir dos controladores de robôs e das fontes de potência de soldadura, através da rede, no computador pessoal.
Com o programa AP-SUPPORT, os usuários podem analisar os dados de controle de produção, tais como a taxa de geração de arco e os dados relativos às avarias de curto prazo e aos defeitos de soldadura, e melhorar deste modo a produtividade mais eficientemente.
Para compreender melhor como o programa apoia a produção e a soldadura, vale a pena olhar o monitor de produção e o monitor de arco com maiores detalhes.
(1) Monitor de produção
O monitor de produção ajuda a controlar a produção e a melhorar os efeitos de avarias de curto prazo.
Uma das funções principais do monitor de produção é produzir um relatório de informação relativo à produção obtida do controlador do robô. Os dados de produção obtidos do controlador do robô são analisados, e o relatório fornece os detalhes essenciais para o controle da produção (veja a Figura 12), assim como a informação que permitirá que os usuários melhorem o desempenho em caso de futuras avarias de curto prazo (veja a Tabela 1). A Figura 12 mostra uma carta de barra que detalha o tempo de arco diário, o tempo de não arco e o tempo de parada devido aos erros ou a outro razões experimentadas cada dia, assim como um gráfico linear que mostra o número de avarias de curto prazo. Esta carta pode ajudar os usuários a compreender se a taxa de geração do arco está mantida ou não, e como o tempo da parada aumenta ou diminui ao longo do tempo. A Tabela 1 também mostra os dados de ensino (número de programa e número de etapa), indicando os lugares de averias de curto prazo, e fornece os mensagens de erro. Desta saída, os usuários podem facilmente reconhecer que parte de dados de ensino exige uma alteração.
Outras funções do monitor de produção incluem a indicação do estado actual do robô, assim como a história dos dados de ensino mudados.
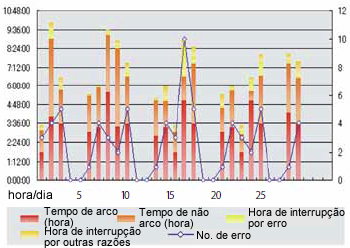
Figura 12: Saída de informação relacionada à produção
| Número de vezes |
Programa principal |
No. de programa |
No. de etapa |
No. de passe |
No. | Mensagem de erro |
|---|---|---|---|---|---|---|
| 22 | 12 | 204 | 13 | 1 | 367 | Um arco anormal ocorreu (durante a soldadura) 2 |
| 15 | 13 | 302 | 13 | 3 | 693 | Um arco anormal ocorreu (Nova tentativa do arco) |
| 13 | 22 | 252 | 13 | 1 | 367 | Um arco anormal ocorreu (durante a soldadura) 2 |
| 22 | 22 | 255 | 16 | 1 | 367 | Um arco anormal ocorreu (durante a soldadura) 1 |
| 9 | 13 | 304 | 13 | 2 | 693 | Um arco anormal ocorreu (Nova tentativa do arco) |
| 8 | 11 | 127 | 12 | 0 | 452 | O movimento de uma determinada distância não é bastante para manter-se longe de uma parede (“Toque-off”). |
Para uma análise mais detalhada, o monitor pode também relatar sobre o número das acções de detecção, o número correto de vezes de detecção, ou o tempo de espera devido ao ajuste do temporizador. Por exemplo, se o relatório de saída indica que a quantidade de correcções de detecção para a peça de trabalho é bastante pequena, pode-se julgar que a peça de trabalho é exacta e que as operações de detecção podem ser omitidas, conduzindo assim a um tempo mais curto da tarifa.
Finalmente, a função de saída de relatório do monitor de produção ajuda os usuários a melhorar a produtividade e automatização, utilizando a informação obtida e analisada pelos operadores no passado.
(2) Monitor de arco
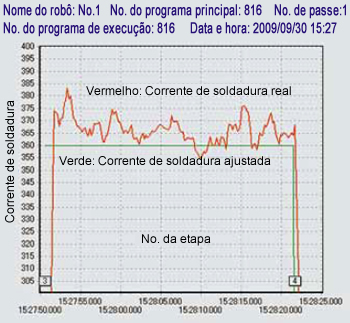
Figura 13: Saída de monitoração do arco
A função do monitor de arco ajuda os usuários a resolver os problemas de soldadura, tais como falta do comprimento de pé, arco instável e desvio da linha soldada. A informação relativa à soldadura, tal como corrente de soldadura, tensão de arco, velocidade de soldadura, quantidade correta de detecção de trilha, quantidade ajustada de detecção de arco, é obtida a partir do controlador do robô e é indicada nos gráficos na tela do monitor do arco, segundo as indicações da Figura 13.
Os sistemas de soldadura robotizada conectados à fonte de potência SENSARC™ AB500 mais recente podem obter a informação de alimentação de fio (por exemplo, carga de alimentação de fio) que pode causar defeitos de soldadura. Uma outra função pode julgar a conveniência da corrente de soldadura ajustada contra a corrente de soldadura real. A tela do monitor de arco visualiza não somente os dados actuais de soldadura no tempo real mas também os dados de soldadura do passado. Permite os usuários de investigar melhor as causas de defeitos de soldadura actuais assim como seguir a história de soldadura.
Postscript Ps
Os leitores de “Kobelco Welding Today” podem observar que as colunas do Destaque Técnico em 2012 apresentam os sistemas de soldadura robotizada KOBELCO três vezes consecutivas. Esperamos que os leitores até agora compreendem as características e os benefícios excelentes de nossos sistemas de soldadura robotizada.
KOBELCO planeia a continuar a melhorar as linhas de produtos, as funções assim como o software de aplicação de nossos sistemas de soldadura para permitir nossos clientes de conseguir uma produção mais eficiente e mais estável. Como um dos fabricantes mais proeminentes de consumíveis de soldadura no mundo, Kobe Steel toma o orgulho em apresentar as soluções totais que combinam as forças que vêm das áreas de consumíveis de soldadura, sistemas de soldadura robotizada e fontes de potência de soldadura. KOBELCO continuará a fornecer a nossos clientes os sistemas de soldadura robotizada ARCMAN™, utilizando estas vantagens e forças.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




