

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.15: Oferta e procura para o GNL e Implicações para o aço TMCP de 7% de Ni e dos consumíveis de soldadura >
Especificações técnicas Vol.15
Oferta e procura para o GNL e Implicações para o aço TMCP de 7% de Ni e dos consumíveis de soldadura

1. Prefácio
![Worldwide trends in LNG exports [1] Note: MTPA: Million tons per annum](../../images/education-center/technical_hightlight/vol15_fig01.png)
Figura 1: Tendências mundiais nas exportações de GNL [1]
Nota: MTPA: Milhão de toneladas por ano
Três anos e meio após ter descritos os consumíveis de soldadura de Kobelco para os tanques de armazenamento do gás natural líquido (GNL) feitos de aço de 9% de Ni na Edição de Kobelco Welding Today, Vol.14, No.2, (KWT14-2) (2011), o mercado global para o GNL mudou significativamente.
Não somente a situação de oferta e procura mudou, mas também mudaram as propriedades do aço usado para os tanques de armazenamento. O aço TMCP (Thermo Mechanical Control Process = Processo de Controle Termo-mecânico) de 7% de Ni foi introduzido com sucesso em Japão a fim de reduzir o teor de Ni, que é caro e suscetível às flutuações no mercado. A especificação do aço TMCP de 7% de Ni já é coberta pelos Regulamentos dos Padrões Industriais Japoneses (JIS) assim como as especificações não-Japonesas, tais como ASTM.
Este artigo introduz momentaneamente os consumíveis da soldadura que são apropriados para aços TMCP de 7% de Ni e fornece alguns dados técnicos modernos.
2. Oferta e procura recentes de GNL
![Figure 2: Worldwide LNG exports in 2013 [2]](../../images/education-center/technical_hightlight/vol15_fig02.png)
Figura 2: Exportações mundiais de GNL em 2013 [2]
A Figura 1 mostra que as exportações de GNL aumentaram acentuadamente em 2010. As exportações mundiais totais de GNL alcançaram 237 milhões de toneladas por ano (MTPA = Million Tons Per Annum) em 2013, segundo as indicações da Figura 2, refletindo um aumento na procura global, principalmente em Ásia e particularmente em China.
A exportação de GNL das unidades de armazenagem flutuantes (FSU = Floating Storage Units) (Figura 1) é também uma tendência recente da oferta. Na maioria dos casos, as FSU ou unidades de armazenagem flutuantes e gasificação (FSRU) são convertidas a partir dos navios de GNL, o que reduz os custos e o tempo associados com a construção, e prossegue-se conseqüentemente com a actual oferta e procura de GNL.
Situação em Ásia
![Figure 3: Worldwide gas-liquefaction capacity [3]](../../images/education-center/technical_hightlight/vol15_fig03.png)
Figura 3: Capacidade mundial de liquefacção de gás [3]
Devido ao grande aumento no consumo do gás natural, a capacidade da liquefacção do gás aumentou e deverá crescer também, particularmente em Ásia e no Pacífico, segundo as indicações da Figura 3.
Então, a necessidade para as jardas de armazenamento de GNL e os sistemas de transporte, tais como os navios-tanque de transporte de GNL (transoceânicos e domésticos) aumentarão.
A Figura 4 mostra o plano do consumo de energia preliminar de China, com base no duodécimo plano quinquenal (2011-2015). Prevê-se que as importações de GNL de China aumentem todos os anos por 50%, de 14,7 milhões de toneladas em 2012 a 100 milhões de toneladas máximo por ano. Naturalmente, um grande número de terminais de GNL e de navios-tanque de transporte de GNL (para o uso transoceânico e doméstico) serão necessários em momento oportuno.
![Figure 4: Forecast of primary energy consumption in China [4] Note: *1: Million tons of oil equivalent.](../../images/education-center/technical_hightlight/vol15_fig04.png)
Figura 4: Previsão do consumo de energia preliminar em China [4]
Nota: *1: Milhão de toneladas de equivalente de óleo.
Os navios-tanque de GNL são classificados aproximadamente em três tipos: Navios-tanque Membrana, Moss e OMI (Organização Marítima Internacional) de tipo A, B ou C. Ao aplicar os navios-tanque Membrana e Moss nos navios-tanque de transporte de GNL transoceânicos, o terceiro tipo é para os navios-tanque domésticos de tamanho pequeno, como mostrado na Tabela 1. A Figura 5 mostra um navio-tanque de GNL doméstico típico, e a Figura 6, alguns navios-tanque C de tipo OMI.
| Tipo de navio-tanque de GNL | |
|---|---|
| Navio-tanque de GNL transoceânicos | Membrana e Moss |
| Navio-tanque de GNL doméstico | OMI - Tipo A, B, C |
A Figura 7 mostra um navio-tanque de lóbulo triplo recentemente desenvolvido, que será equipado em um navio de gás de etileno liquefeito (LEG = Liquefied Ethylene Gas) para o transporte de LEG em um futuro próximo.
![Figure 5: Typical domestic LNG carrier [6]](../../images/education-center/technical_hightlight/vol15_fig05.jpg)
Figura 5: Navio-tanque de GNL doméstico típico [6]
![Figure 7: Tri-lobe tank [6]](../../images/education-center/technical_hightlight/vol15_fig07.jpg)
Figura 7: Navio-tanque de lóbulo triplo [6]
![Figure 6: IMO-type C tanks [6]](../../images/education-center/technical_hightlight/vol15_fig06.jpg)
Figura 6: Navio-tanque C de tipo OMI [6]
Desenvolvimento e especificações do aço TMCP de 7% de Ni
Para operações seguras sob circunstâncias criogênicas, os tanques de armazenamento de GNL são feitos geralmente de placas de aço de 9% de Ni. Contudo, recentemente, a placa de aço TMCP de 7% de Ni foi desenvolvida, que reduz o teor de Ni caro, por quase 20%.
O aço TMCP de 7% de Ni foi estandardizado como SL7N590 em JIS G3127, "Placas de aço níquel para recipientes de pressão para serviços de baixa temperatura" em março de 2013, quando a aplicação deste produto começou em Japão. Em torno do mesmo tempo nos EUA, ASTM estandardizou o aço TMCP de 7% de Ni como a Gr. G Classe 9 e Classe 10 em A841, "Especificação padrão para as placas de aço para recipientes de pressão, produzidas pelo processo de controle Termo-mecânico (TMCP)".
As especificações de JIS e ASTM dos aços TMCP de 7% de Ni e de 9% de Ni são mostradas na Tabela 2 para a referência.
| Especificação | ASTM | JIS G 3127 | |||
|---|---|---|---|---|---|
| A553 Type I | A841 Grade G | SL9N 590 | SL7N 590 | ||
| Cl.9 | Cl.10 | ||||
| Espessura da placa (mm) | 50 Máximo | 50 Máximo | 100 Máximo | 50 Máximo | |
| Processo | QT | TMCP | QT | TMCP | |
| C (%) | 0.13 Máximo | 0.13 Máximo | 0.12 Máximo | ||
| Si (%) | 0.15-0.40 | 0.04-0.15 | 0.30 Máximo | ||
| Mn (%)/td> | 0.90 Máximo | 0.60-1.20 | 0.90 Máximo | 1.20 Máximo | |
| P (%) | 0.035 Máximo | 0.015 Máximo | 0.015 Máximo | ||
| S (%) | 0.035 Máximo | 0.015 Máximo | 0.015 Máximo | ||
| Ni (%) | 8.50-9.50 | 6.00-7.50 | 8.50-9.50 | 6.00-7.50 | |
| 0.2%PS (MPa) | 585 Mínimo | 585 Mínimo | 620 Mínimo | 590 Mínimo | |
| TS (MPa) | 690-825 | 690-825 | 750-885 | 690-830 | |
| El (%); Espessura (mm) | 20 Mínimo | 20 Mínimo | 21 Mínimo (t ≤ 16) 25 Mínimo (t > 16) |
||
| IV (J) a -196°C | 34 Mínimo | 34 Mínimo | 41 Mínimo | ||
| LE*1 (mm) a -196°C | 0.38 Mínimo | 0.38 Mínimo (t ≤ 32) 0.48 Mínimo (t=50)*2 |
- | - | |
| Nota: *1: LE: Expansão lateral *2: O valor LE entre a espessura 32 e 50 da placa será determinado pela interpolação linear. |
|||||
Os resultados dos testes que comparam os aços TMCP de 9% e 7% de Ni são descritos abaixo.
4-1. Características básicas do aço TMCP de 7% de Ni
| Steel | 7% Ni TMCP | 9% Ni |
|---|---|---|
| Microestrutura | 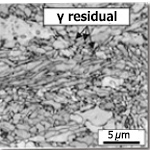 |
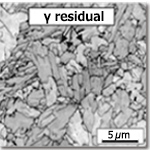 |
| γ residual (%) | 8.5 | 3.2 |
A fim de manter a mesma elevada resistência que o aço de 9% de Ni, a tecnologia TMCP permite a muita austenita residual (γ) ser distribuída na estrutura de base do aço TMCP de 7% de Ni.
Como visto na Figura 8, a estrutura de ripado é refinada no aço TMCP de 7% de Ni, tendo por resultado o aumento de γ residual.
4-2. Avaliação de desempenho básico
Os testes foram realizados em diversas propriedades relativas ao desempenho básico do aço TMCP de 7% de Ni, segundo as indicações da Tabela 3. Os resultados de teste indicados nas Tabelas 4 e 5 mostram que o aço TMCP de 7% de Ni tem um mesmo desempenho do aço de 9% de Ni.
| Básico | Resistência à fractura por fragilização | |
|---|---|---|
| Placa | ・Teste elástico | ・Teste CTOD |
| ・Teste de ductilidade | ・Teste Duplex ESSO | |
| Junta soldada | ・Teste elástico | ・CTOD test |
| ・Teste de ductilidade | ・Teste de placa larga entalhado de solda transversal |
| Aço | Espessura (mm) | 0.2%PS (MPa) | TS (MPa) | EL (%) |
|---|---|---|---|---|
| 7% Ni TMCP | 40 | 655 | 738 | 31 |
| 9% Ni | 36 | 726 | 743 | 23 |
| SL7N590 | 590 Mínimo | 690-830 | 21 Mínimo | |
| Nota: Posição:1/4 t Sentido: Paralelo ao sentido de rolamento |
||||
| Aço | Espessura (mm) | IV (J)a -196°C | BA(%) a -196°C | |
|---|---|---|---|---|
| 7% Ni TMCP | 40 | Média 256 | 0 | |
| 9% Ni | 36 | Média 243 | 0 | |
| SL7N590 | 41 Mínimo | - | ||
| Nota: BA: Valor de aparência de fractura por fragilização Posição:1/4 t Sentido: Paralelo ao sentido de rolamento |
||||
4-3. Resistência de fractura por fragilização
Os aços TMCP de 7% de Ni e de 9% de Ni foram comparados para a resistência de fractura por fragilização, segundo as indicações da Tabela 3.
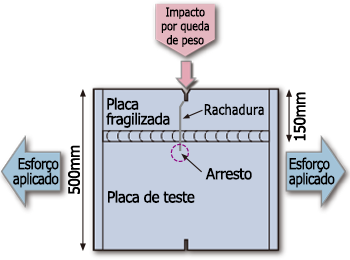
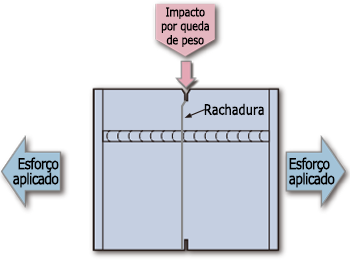
A resistência à iniciação de rupturas e o rachadura foram avaliadas pelo teste CTOD e por um teste Duplex ESSO, respectivamente. Para a referência, um desenho esquemático do teste Duplex ESSO é mostrado na Figura 9. Os resultados dos testes CTOD e Duplex ESSO mostram uma equivalência básica entre os aços TMCP de 7% de Ni e de 9% de Ni, segundo as indicações das Tabelas 6 e 7, respectivamente.
| Propriedade excelente | Propriedade pobre |
|---|---|
 |
 |
| Aço | Espessura (mm) | Valor crítico CTOD (mm) a -165°C | ||
|---|---|---|---|---|
| 7% Ni TMCP | 40 | 1.18; 1.05; 1.18 | ||
| 9% Ni | 36 | 0.65; 0.70; 0.68 | ||
| SL7N590 | 41 Mínimo | - | ||
| Nota: Sentido: Paralelo ao sentido de rolamento | ||||
| Aço | Espessura (mm) | Temperatura (°C) | Esforço aplicado (MPa) | Julgamento |
|---|---|---|---|---|
| 7% Ni TMCP | 40 | -196 | 392 | Inacessível |
| 9% Ni Aço | 36 | -196 | 392 | Inacessível |
4-4. Propriedades da soldadura de junta de topo com o aço TMCP de 7% de Ni
A soldadura de junta de topo de V dobro foi executada na placa de aço TMCP de 7% de Ni usando os eléctrodos cobertos de 4 mm de diâmetro PREMIARC™ NI-C70S, na posição ascendente vertical (3G). As condições de soldadura são mostradas na Tabela 8.
| Sentido de soldadura | Processo de soldadura | Nome do produto | Φ mm | Posição de soldadura | Entrada de calor (kJ/mm) |
|---|---|---|---|---|---|
| Sentido transversal ao rolamento | SMAW | NI-C70S | 4.0 | 3G ascendente | 4.4 Máximo |
A Figura 10 mostra o metal de solda de secção transversal esquemático e o lugar de espécimes de teste de ductilidade.
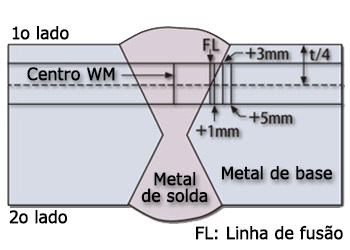
Figura 10: Lugar esquemático de espécimes de teste
Os resultados de teste de ductilidade são mostrados na Figura 11. Todos os valores cumprem a exigência SL7N590 (34J min. e 41J média a -196°C).
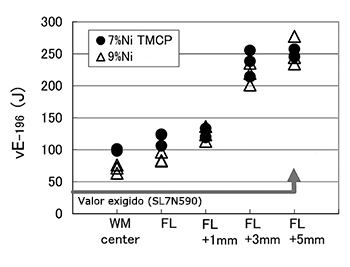
Figura 11: Resultados de testes de ductilidade
4-4-2 Resistência de fractura por fragilização
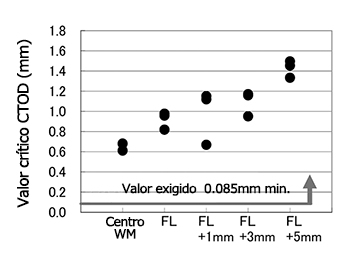
Figura 12: Resultados dos testes CTOD
A resistência à fractura por fragilização foi testada por CTOD, e todos os valores foram encontrados para exceder as exigências de um tanque de GNL de 140.000m³ (0,085 mm min. a -196°C) segundo as indicações da Figura 12.
Consumíveis de soldadura para o aço TMCP de 7% de Ni
Todos os consumíveis de soldadura recomendados pela Kobe Steel para os aços de 9% de Ni são também apropriados para soldar os aços TMCP de 7% de Ni sem exceção. Os consumíveis típicos de soldadura recomendados para os aços TMCP de 7% de Ni são alistados na Tabela 9.
5-1. PREMIARC™ DW-N709SP
A especificação AWS (A5.34) de ENiMo13-T, em que PREMIARC™ DW-N709SP é incluído, foi emitida formalmente. É classificada agora como ENiMo13T1-4/0-1 segundo as indicações da Tabela 9. Os resultados de teste recentes de soldadura por DW-N709SP e de comparação da eficiência de DW-N709SP com a aquela de um eléctrodo coberto são descritos abaixo.
| FCAW | SMAW | GTAW | SAW | |
|---|---|---|---|---|
| Nome do produto | DW-N709SP | NI-C705 | TG-S709S | PF-N4 (flux) / US-709S (wire) |
| Características | ・Tipo Hastelloy ・Gás Ar-CO2 para a soldadura "Toda Posição" e gás CO2, para a soldadura 1G, 1F e 2F |
Tipo Inconel | ・Tipo Hastelloy ・Apropriado para a soldadura TIG automática |
・Tipo Hastelloy ・Apropriado para a soldadura de posição 2G |
| Polaridade | DCEP | AC | DCEN | DCEP |
| Ni (%) | 62.5 | 63.4 | 70.4 | 64.0 |
| Cr (%) | 6.5 | 16.6 | 2.0 | 1.7 |
| Mo (%) | 17.6 | 5.3 | 19.0 | 17.2 |
| W (%) | 2.4 | 0.7 | 3.0 | 2.7 |
| Nb+Ta (%) | - | 1.1 | - | - |
| Fe (%) | 7.9 | 9.9 | 5.5 | 14.9 |
| 0.2%PS (MPa) | 447 | 430 | 460 | 410 |
| Ts (MPa) | 723 | 705 | 730 | 680 |
| El (%) | 51 | 41 | 47 | 43 |
| IV(J) at -196°C | 89 | 62 | 160 | 70 |
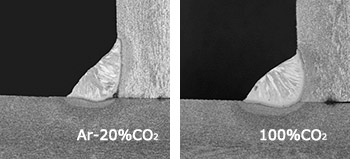
Figura 13: Comparação da solda em ângulo horizontal pelo gás de protecção
Como visto na Figura 13, o gás de protecção Ar-CO2 não fornece a suficiente penetração no canto na soldadura (2F) da posição de faixa horizontal. Quando a penetração completa é exigida, o gás de protecção de 100%CO2 está recomendado.
5-2. Soldadura de junta de topo na placa de 10 mm de espesura
| Product name | DW-N709SP | ||
|---|---|---|---|
| Gás de protecção e caudal | 80%Ar-20%CO2 & 25l/min | ||
| Posição de soldadura | 3G ascendente | ||
| Temperatura de interpasse | 150°C Máximo | ||
| Polarity | DCEP | ||
| Parâmetros de soldadura | Frente | 1a camada | 140A-24V-17 cm/min |
| 2a camada | 160A-26V-16 cm/min | ||
| Verso | Camada final | 160A-26V-15 cm/min | |
A soldadura de junta de topo na posição 3G foi executada em uma placa de 10 mm de espesura. As condições de soldadura são mostradas na Tabela 10, a forma de sulco e a macroestrutura, na Figura 14 e as propriedades de juntas soldadas, na Tabela 11, respectivamente.
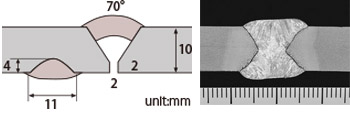
Figura 14: Configuração do sulco e macroestrutura
| Propriedades | Medidas |
|---|---|
| TS (MPa) | 759; 764 (Fraturado no metal de base) *1 |
| Ductilidade (J) a -196°C | 62, 65, 60 (Avg. 62) *2 |
| Dobra longitudinal, 180° | Nenhum defeito |
| Nota: *1: Devido à limitação plástica, a força do metal de solda é aumentada. *2: O tamanho do espécime é 7,5 mm x 10 mm |
|
5-3. Comparação da eficiência de soldadura de SMAW e FCAW (DW-N709SP)
| DW-N709SP (1.2mmΦ) | SMAW (4mmΦ) | |
|---|---|---|
| Quantidade de produtos (kg) | 125 | 200 |
| Tempo de arco (hora) | 29.4 | 71.4 |
| Taxa de depósito (g/min) | 75 (at 200 A) | 34 (at 150 A) |
| Eficiência de depósito (%) | 85 | 50 |
SMAW e DW-N709SP foram comparados em termos da quantidade de produtos e do tempo de arco necessários para obter 100 kg de metal de solda. A Tabela 12 mostra os resultados. DW-N709SP foi encontrado para ser excelente na taxa de depósito, no tempo de arco assim como na eficiência de depósito.
Notas no uso
Ao usar os aços TMCP de 7% de Ni, os usuários devem tomar as mesmas precauções para os aços de 9% de Ni, que foram descritos em KWT14-2.
(1) Magnetização fácil
O magnetismo residual no aço TMCP de 7% de Ni causará o sopro de arco magnético. Para soldar, é aconselhável usar tanto quanto possível a polaridade de C.A. para SMAW e SAW
(2) Rachadura de cratera
Recomenda-se fortemente que os usuários retificar a cratera cada vez o arco é interrumpido a fim de evitar rachaduras de cratera.
(3) Diluição
A diluição do metal de base no metal de solda pelo arco causa mudanças na química do metal de solda, tendo por resultado a diminuição da resistência à tracção do metal de solda. Os usuários devem assegurar-se de que a resistência à tracção e a força de prova de 0,2% cumpram as exigências no teste do procedimento adiantado.
Postscript
Este artigo discutiu a oferta e procura global recente de GNL assim como a aplicação do aço TMCP de 7% de Ni para os usos criogênicos. Como fonte de energia limpa, a procura de gás natural aumentará mais, exigindo o desenvolvimento de muitas novas tecnologias. Kobe Steel continuará a cultivar as tecnologias novas de soldadura, de acordo com as necessidades de nossos usuários.
Referências
[1] - [4] JOGMEC (Corporação Nacional de Óleo, Gás e Metais do Japão) Tendência do GNL, 2014
[5] Relatórios de engenharia de Kobe Steel, Vol. 64, No. 1 (2014)
[6] Sinopacific Offshore & Engineering Co., Ltd.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




