

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.17:O TRUSTARC™ CM-95B91 (E9015-B91) e o TRUSTARC™ CM-96B91 (E9016-B91) é aplicado aos aços resistentes ao calor ASTM T91/P91 para geração de energia térmica a partir de combustíveis fósseis >
Especificações técnicas Vol.17
Vol.17:O TRUSTARC™ CM-95B91 (E9015-B91) e o TRUSTARC™ CM-96B91 (E9016-B91) é aplicado aos aços resistentes ao calor ASTM T91/P91 para geração de energia térmica a partir de combustíveis fósseis

1. Prefácio
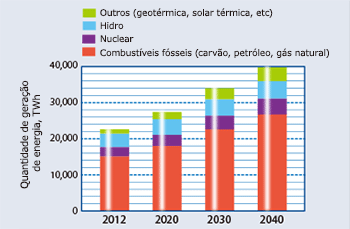
Nota: TWh = Terawatt hora
Figura 1: Previsão de fontes mundiais de
geração de energia elétrica (1)
Hoje em dia, 60% de energia eléctrica em todo o mundo é gerada a partir de combustíveis fósseis, tais como carvão, petróleo e gás natural, como mostrado na Figura 1, e prevê-se que a proporção semelhante irá ser mantida, mesmo depois de 2020.
Porque a geração de energia térmica a partir de combustíveis fósseis levanta questões como a conservação dos recursos e redução de custos, bem como as emissões de dióxido de carbono (CO2),a melhoria da eficiência de geração de energia tem sido um tema de intensa pesquisa. Actualmente, a eficiência é obtida forçando o vapor de alta temperatura na turbina de geração de energia a alta pressão, o que, naturalmente, significa que os materiais de aço são utilizados em condições de vapor severas. Um tipo de aço projetado para suportar tais condições severas é o aço resistente ao calor ferrítico Cr alto que contenha 9 a 12% Cr.
Porque o seu coeficiente de expansão térmica é menor do que o aço resistente ao calor austenítico, o aço resistente ao calor ferrítico Cr alto é mais útil para a geração de energia térmica, o que requer paradas/partidas repetidas em resposta à demanda de energia elétrica.O aço resistente ao calor ferrítico Cr alto típico é o aço ASTM T91 e P91 (aço 9CR-1Mo modificado, doravante denominado T91/P91), que tem sido aplicado em um grande número de caldeiras térmicas.
Kobe Steel tem desenvolvido e comercializado consumíveis de soldagem para o aço T91/P91, tais como a Série 9Cb aplicada em usinas térmicas no Japão por décadas, e a Série B9 de acordo com as especificações AWS.
Nesta edição, discutimos algumas tendências recentes em normas internacionais, bem como os eletrodos de arco revestidos,
TRUSTARC™ CM-95B91 e TRUSTARC™ CM-96B91,ambos os quais foram recentemente desenvolvidos para cumprir os requisitos das especificações AWS A5.5: 2014 para o aço T91/P91.
[A designação comercial for omitida mais tarde.]
2. Tendências recentes nas normas internacionais
| Ano | Teor Mn + Ni (% em massa) | Limite superior de temperatura de PWHT para a produção (°C) | Referência (Ano de revisão) | |
|---|---|---|---|---|
| Condição recomendada | Condição obrigatória | |||
| 2008 e antes | Não regulamentado | 760 | Metal de base Ac1: cerca de 800 | Tabela 132 P-No. 5B Grupo No. 1 → Grupo No. 2 (2007) |
| 2009-2013 | Metal de adição: desconhecido | 775 | Metal de baseAc1 : cerca de 800 | Tabela 132 P-No. 15E Grupo N°1 (2009) |
| 1.0 ≤ Metal de enchimento < 1.50 | 790 | |||
| Metal de enchimento < 1.0 | 800 | |||
| 2014 e depois | Metal de enchimento < 1.2 | 775 | Metal de base Ac1: cerca de 800 e metal de enchimento A1 ou Ac1*2 | Tabela 132 P-No. 15E Grupo N°1 (2014) |
| < 1.0*1 | - | 125.1.3 (2014) Para reparar as peças fundidas | ||
| Nota: *1 B9: SMAW, SAW, GTAW e FCAW *2 A1 ou Ac1 em metais de enchimento é determinado por análise e cálculo ou por medição real. |
||||
| Ano | Limite superior do teor de Mn + Ni em metal depositado*1 (% em massa) | Limite superior de temperatura PWHT no teste de classificação (°C) | Referência (Ano de revisão)*2 |
|---|---|---|---|
| 2004 e antes | Não regulamentado*3 | 759 (SMAW) ou 760 | B9: SMAW, GMAW, GTAW (1996), SAW (1997) |
| 2005-2010 | 1.5 ou 1.50 | 775 | B9: GMAW, GTAW (2005), SMAW (2006), SAW (2007), FCAW (2010) |
| 2011 e depois | 1.40 | 775 | B9 suprimido → B91 recém-criada B91: SAW (2011), FCAW (2012), SMAW (2014)*4 |
| Nota: *1 Fio ou química de vara de corte em caso de GMAW e GTAW *2 Especificação AWS No .: SMAW: A5.5; SAW* A5.23; GMAW & GTAW: A5.28; FCAW: A5.36. *3 A soma do limite superior especificado de ambos Mn e Ni é 2,25. *4 A revisão de GMAW e GTAW está em discussão a partir de 2015 |
|||
| Ano | Limite superior do teor de Mn + Ni (% em massa) | Limite superior de temperatura de PWHT para a produção (°C) | Referência |
|---|---|---|---|
| 2012 | 1.0*1 | - | Caso de código 2192-8 B9 Para reparar os produtos fundidos |
| 2013 | 1.2*2 | - | Seção I, PW-5.4, B9 Para os membros resistentes de alta pressão |
| Nota: *1 SMAW, SAW, GTAW e FCAW *2 SMAW, SAW, GTAW, FCAW e GMAW |
|||
| Ano | Limite superior do teor de Mn + Ni (% em massa) | Limite superior de temperatura de PWHT para a produção (°C) | Referência |
|---|---|---|---|
| 2011 | 1.00 (FCAW: 1.50) | 770 | Relatório No. 1023199 SMAW, SAW, FCAW, GMAW/GTAW |
| 2014 | -*1 | - | Relatório No. 3002003472 Proposta para otimizar as composições químicas para o aço P91 |
| - | -*2 | Relatório No. 3002004370 Proposta de orientação de fabricação para o aço P91 | |
| 2015 | 1.00*4 (FCAW: 1.50*4) | 770*4 | Relatório No. desconhecido*3SMAW, SAW, FCAW, GMAW/GTAW |
| Nota: *1 A soma dos limites superiores especificados de ambos Mn e Ni é 0,70. *2 Limite superior da temperatura de têmpera é 770°C. *3 Revisão do Relatório No. 1023199 (2011) está em discussão. *4 Números estimados devidos a *3, o relatório acima mencionado está em discussão. |
|||
As normas internacionais relacionadas com os consumíveis de soldagem para os aços T91/P91 mudaram significativamente nos últimos dez anos. As principais mudanças referem-se aos requisitos do teor Mn + Ni e as temperaturas de tratamento térmico pós-solda (PWHT) que estão intimamente relacionados com o teor Mn + Ni. As Tabelas 1 e 3 mostram como as normas foram alteradas pela Norma Americana de Engenheiros Mecânicos (ASME, the American Standard of Mechanical Engineers , o padrão de fabricação), enquanto que a Tabela 2 mostra as normas AWS (a padrão de consumíveis de soldagem) e a Tabela 4 mostra as do Electric Power Research Institute (Instituto de Pesquisa de Energia Elétrica, EPRI, a organização da indústria).
Para as junta soldadas de aço T91/P91, o PWHT é indispensável, a fim de reduzir o stress residual.Contudo, a resistência à ruptura e/ou a ductilidade dos metais de solda podem tornar-se instável se a temperatura PWHT for superior a sua temperatura de transformação Ac1
(Ac1
), porque a microestrutura de martensita fresca* pode começar a se formar.
*A martensita fresca pode formar por meio de uma transformação martensítica que ocorre durante uma fase austenitica a temperatura elevada como a temperatura cai devido à temperatura PWHT superior a Ac1
. A martensita fresca mostra as mesmas características de alta resistência/baixa tenacidade como martensita porque não foi temperada pela PWHT.
Pelas razões discutidas acima, os limites máximos de ① teor Mn + Ni e ② temperatura PWHT têm sido continuamente revistos em todos os padrões. O que todos eles têm em comum é de evitar a formação de martensita fresca.
As últimas versões dos padrões internacionais típicos especificam o seguinte:
· ASME (B31.1: 2014) ① 1,2%; ② A1 ou Ac1
· AWS (A5.5: 2014) ① 1,40%; ② 775°C
· Relatório EPRI (No. 2023199: 2011) ① 1,00%; ② 770°C
Pode-se perguntar como Ac1
é medida internacionalmente. O ASTM A1033-04 especifica um método para medir o ponto de transformação do aço carbono e do aço de baixa liga. Contudo, nenhuma norma internacional especifica as condições de teste, tais como método de medição ou índices de aumentar ou diminuir as temperaturas, a fim de medir Ac1
para os aços resistentes ao calor ferrítico Cr alto.
Kobe Steel tem freqüentemente discutido essas condições, e o teste interlaboratorial para os aços T91/P91 foi finalmente adoptado no Instituto Internacional de Soldadura (IIW = International Institute of Welding), em 2013. Nós éramos o único fabricante de consumíveis de soldagem no mundo a participar.
3. CM-95B91 (AWS A5.5 E9015-B91) e CM-96B91 (AWS A5.5 E9016-B91)
As leis e os regulamentos japoneses especificam uma temperatura máxima PWHT de 760°C para os aços T91/P91. Porque a Série 9Cb da Kobe Steel, como CM-9Cb (AWS A5.5 E9016-G), TG-S9Cb (AWS A5.28 ER90S-G), foram testados e confirmados como aceitáveis para a temperatura PWHT mais alta que Ac1
e até 780°C (2), continuam a ser recomendados para projetos semelhantes no Japão
Kobe Steel propôs ao Comitê AWS A5 as especificações modificadas para a Série 9Cb, como um limite superior de 760°C como a temperatura PWHT no teste de classificação.
Por outro lado, como acima se refere, uma temperatura PWHT de 760°C ou superior é especificada agora em normas internacionais recentes e foi solicitada por muitos fabricantes para projetos recentes no mercado externo que se destinam a cumprir com as normas internacionais, como AWS, ASME, EPRI. Em resposta, Kobe Steel desenvolveu recentemente o CM-95B91 (E9015-B91) e o CM-96B91 (E9016-B91).O CM-95B91 é para o uso com corrente contínua (DC) enquanto o CM-96B91 é recomendado para a corrente alternada (AC).
3.1 Características dosCM-95B91 e CM-96B91
Estes eletrodos revestidos foram projetados para atingir as três exigências seguintes:
(1) No aparecimento de microestrutura de martensita fresca, mesmo a 760°C ou a uma temperatura PWHT superior.
(2) Prevenção de ferrite δ residual (que degrada a longo prazo a resistência à ruptura) remanescente no metal depositado.
(3) Resistência à ruptura de longo prazo de metal depositado que é igual ou melhor do que o aço T91/P91.
Os CM-95B91 e CM-96B91 são concebidos para manter o limite inferior de temperatura PWHT, tal como especificado em AWS, isto é, 745°C (= 760-15). A Tabela 5 mostra as composições químicas típicas de seus metais depositados, assim como as recentes especificações AWS A5.5: 2014 .
| C | Si | Mn | P | S | Cu | Ni | Co | Cr | Mo | V | Nb | Al | N | Mn+Ni | N/Al | X bar*3, ppm | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CM-95B91 | 0.10 | 0.20 | 0.64 | 0.008 | 0.004 | 0.02 | 0.10 | 0.40 | 8.20 | 0.90 | 0.20 | 0.05 | <0.01 | 0.03 | 0.74 | 14 | 7 |
| CM-96B91 | 0.10 | 0.21 | 0.63 | 0.008 | 0.004 | 0.03 | 0.10 | 0.40 | 8.45 | 0.98 | 0.19 | 0.05 | <0.01 | 0.03 | 0.73 | 15 | 7 |
| AWS A5.5:2014 E901X-B91*1 | 0.08 - 0.13 | 0.30 max. | 1.20 max. | 0.01 max. | 0.01 max. | 0.25 max. | 0.80 max. | *2 | 8.0 - 10.5 | 0.85 - 1.20 | 0.15 - 0.30 | 0.02 - 0.10 | 0.04 max. | 0.02 - 0.07 | 1.40 max. | (4 min.) | (15 max.) |
| Nota: *1 X em E901X deverá ser de 5 (para DC somente) ou 6 (DC ou AC). *2 Se adicionado intencionalmente, deve-se comunicar. *3 X bar = (10P + 5SB + 4SN + As)/100 (ppm) |
|||||||||||||||||
3.1.1 Adição ótima de Mn e Ni
Porque uma grande quantidade de Cr (um elemento que produza ferrite) está contida nos consumíveis de soldagem para os aços T91/P91, a ferrite δ que reduz a resistência à ruptura a longo prazo, tende a permanecer no metal de solda. Portanto, adicionando-lhe Mn + Ni, uma composição química eficaz é criada que impede a ferrite δ permanecer no metal de solda (3). Por outro lado, como pode ser visto na Figura 2, a adição de Mn + Ni reduz o Ac1, resultando em um maior risco de formação de martensita fresca.
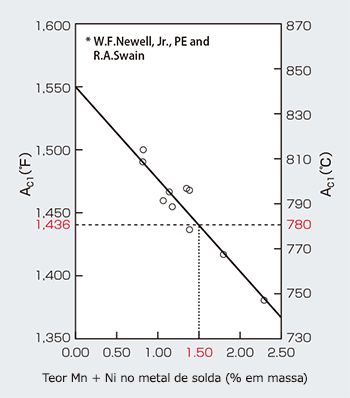
Figura 2: Relação entre Mn + Ni e Ac1 do metal
de solda para o aço ferrítico Cr alto
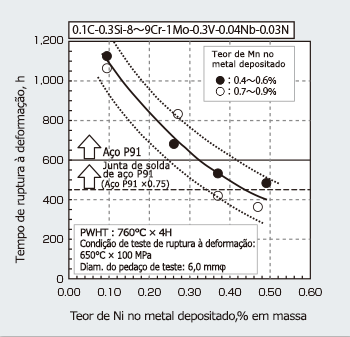
A Figura 3 indica a relação entre Mn, Ni o tempo de ruptura à
deformação do metal depositado para o aço T91/P91.
A Figura 3 indica a relação entre Mn e Ni e o tempo de ruptura à deformação do metal depositado para o aço T91/P91. Pode ver-se que o Mn é menos influente que o Ni no tempo de ruptura à deformação, a qual se torna mais longo, enquanto o teor de Ni é reduzido.Acredita-se que a vida útil à deformação mais longa está relacionada com o atraso de recuperação de microestrutura laminada.
Por estas razões, os CM-95B91 e CM-96B91 foram concebidos para conter a quantidade mínima de Ni necessária para diminuir o ferrite δ residual, e uma suficiente quantidade de Mn de modo que o total das quantidades de teor de Mn + Ni chegue a 1,0%.
3.1.2 CNB (Equilíbrio Cr equivalente - Ni equivalente)
O Relatório EPRI No. 1023199 menciona que os produtos de aço T91/P91 terão uma estrutura de fase única martensita sem ferrite δ para garantir uma resistência à ruptura e propõe um índice pela seguinte equação(4):
CNB = (Cr equivalente) - (Ni equivalente)
= (Cr+6Si+4Mo+1.5W+11V+5Nb+9Ti+12Al)
– (40C+30N+4Ni+2Mn+1Cu)
< 10 % (% em massa)
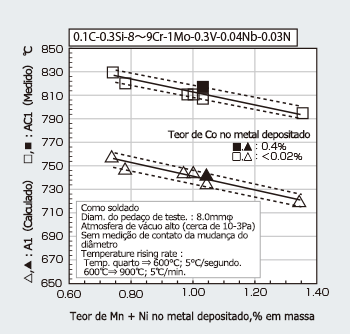
Figura 4: relação entre o teor Mn+Ni e Co e Ac1 e
A1 metal depositado que é para o aço P91
Os CM-95B91 e CM-96B91 também são projetados para cumprir com o índice CNB acima mencionado, de modo que a resistência à ruptura de longo prazo pode ser mantida através da redução de ferrite δ residual no metal depositado. Além disso, em complemento aos Mn e Ni, o Co é também adicionado, o que também reduz o ferrite δ residual no metal depositado. A Figura 4 mostra a relação entre o teor de Mn + Ni e Co e Ac1
(valor medido) e A1 (calculado pela Thermo-Calc.) em um metal depositado do aço T91/P91. Pode ver-se que o Co não baixar Ac1
e A1 mesmo se é adicionado com Mn e Ni.
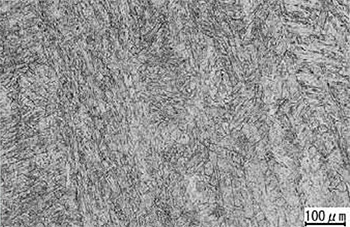
Foto 1: Microestrutura do metal depositado de último passe.
(PWHT: 779°C × 8.0 horas)
A microestrutura do metal depositado CM-95B91 é mostrada na Foto 1.Uma microestrutura monofásica de martensita uniforme pode ser vista sem ferrite δ ou martensita fresca.
O método de medição do Ac1
discutido neste artigo envolve o aumento da temperatura de uma peça cilíndrica de teste e o uso de um dispositivo emissor de luz LED de alta precisão para detectar as alterações em diâmetro (alongamento e contracção), de acordo com o aumento de temperatura.A precisão deste método foi confirmada por um estudo preliminar avançada(5).
3.2 Propriedades mecânicas
A relação entre as propriedades de tração e o parâmetro de tratamento térmico, normalmente referido como o Parâmetro Larson-Miller (LMP = Larson-Miller Parameter), no metal depositado CM-95B91 é mostrada na Figura 5 e a relação entre as propriedades de impacto e LMP, na Figura 6, respectivamente.
Entende-se que a resistência à tracção do metal depositado CM-95B91 é igual ou superior do que a do aço T91/P91 quando o PWHT varia de LMP (x 10 -3): 20,6 (743°C × 2,1 h) para LMP (× 10 -3): 22.0 (779°C × 8,0 h).
Embora não haja requisito formal para as propriedades de impacto, temos usado VE20°C≥38J média como um exemplo de comparação. Se o PWHT é igual ou superior a 760°C × 2,7 h (LMP × 10 -3 = 21,1), considera-se que o metal depositado CM-95B91 pode garantir o nível prático das propriedades de impacto.
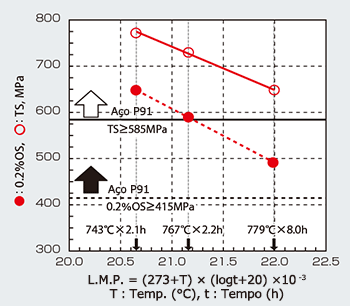
Figura 5: Relação entre as propriedades de tração e LMP
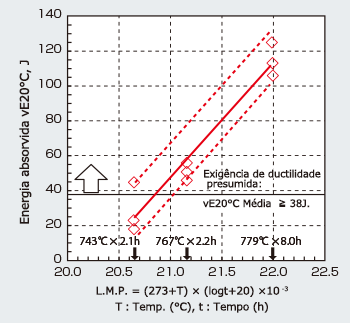
Figura 6: Relações entre as propriedades de impacto e LMP
3.3 Propriedade de ruptura à deformação
As Figuras 7 e 8 mostram as propriedades de ruptura à deformação do metal depositado CM-95B91 às temperaturas de teste de 650°C e 600°C, respectivamente.
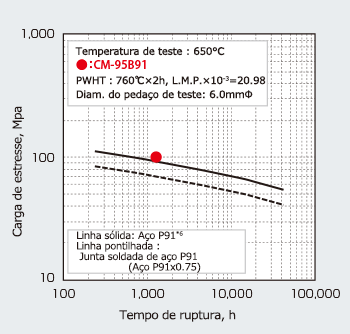
Figura 7: Propriedade de ruptura à deformação a 650°C
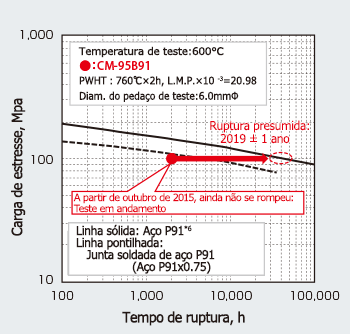
Figura 8: Propriedade à deformação a 600°C
O resultado de teste do metal depositado MC-95B91 à 650°C indica que a sua resistência à ruptura é maior do que a do aço T91/P91.O teste de ruptura à deformação de longo prazo a 600°C, com base na hipótese de um tempo de ruptura de aproximadamente 40.000 horas (cerca de 4,5 anos), como mostrado na Figura 8, está em andamento.
4. Notas sobre o uso
Um metal de solda resistente ao calor ferrítico Cr alto é mais suscetível a trincas adiadas devido às suas propriedades de auto-endurecimento do que o metal de solda de aço resistente ao calor 1,25Cr-0,5Mo ou 2,25Cr-1Mo.Portanto, as seguintes notas sobre o uso são importantes:
(1) É necessário manter as temperaturas de pré-aquecimento e interpass entre 250 e 350°C para evitar trincas retardadas.
(2) É também essencial efectuar uma secagem adicional dos eletrodos antes de usá-los durante uma hora à 350-400°C para satisfazer a exigência H4 (nível hidrogênio difusível AWS).
(3) As correntes e velocidades excessivamente elevadas de soldadura tem que ser evitadas para impedir trincas a quente.Os consumíveis de soldagem da Kobe Steel para aços resistentes ao calor ferríticos Cr alto são projetados para conter pequenas quantidades de P e S para evitar trincas a quente.Contudo, o metal depositado do aço T91/P91 tem uma faixa de temperatura coexistente sólido-líquido mais ampla que a do aço resistente ao calor 1,25Cr-0,5Mo ou 2,25Cr-1Mo, resultando em maior suscetibilidade para trincas a quente.
5. Contracapa
Este artigo discutiu algumas tendências recentes em matéria de normas internacionais relacionadas com os aços resistentes ao calor T91/P91 para geração de energia térmica a partir de combustíveis fósseis, bem como as características dos eletrodos de arco revestidos CM-95B91 e CM-96B91, que foram recentemente desenvolvidos para atender às estes padrões. Estes eletrodos mostram qualidades superiores relacionadas com N/Al, X bar (ver Tabela 5), H4, bem como resistência de queima de eletrodo e eles oferecem excelente trabalhabilidade de soldadura para aços resistentes ao calor T91/P91 para geração de energia térmica a partir de combustíveis fósseis. Dadas as suas excelentes qualidades para estas aplicações, seu uso deve se tornar mais generalizado, resultando em novas reduções das emissões de CO2 através da melhoria da eficiência da geração de energia.
Referências
(1) Instituto de Economia de Energia, Japão - Asia/World Energy Outlook 2014
(2) Efeitos da Temperatura PWHT nas Propriedades Mecânicas dos Metais de Solda Resistente ao Calor Ferrítico Cr Alto - R & D Relatório de Engenharia da Kobe Steel, Vol. 63, No. 1 (2013)
(3) Aquisição de consumíveis P91, Conferência EPRI na Fabrication de Materiais 9CR e Tecnologias de Junta, Sessão 2, 5-1 (2001)
(4) EPRI 1.023.199: Diretrizes e Especificações para Centrais de Energia alimentadas a partir de Combustíveis Fósseis Altamente Confiáveis (2011)
(5) Efeito da Temperatura PWHT e Propriedades Mecânicas de Metal de solda de Aço Resistente ao Calor Ferrítico de Cr Alto, Soldadura no Mundo, Vol. 56, Jan-Fev (2012)
(6) Instituto Nacional de Ciência dos Materiais (NIMS), Ficha de Dados de Ruptura à Deformação , No.43A
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




