

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.21:O TRUSTARC™ DW-A62LSR (A5.29 E91T1-GM) melhora a resistência à entalhe do metal de solda HSLA após o PWHT.
Especificações técnicas Vol.21
Vol.21: O TRUSTARC™ DW-A62LSR (A5.29 E91T1-GM) melhora a resistência à entalhe do metal de solda HSLA após o PWHT.

Na construção de estruturas tais como tanques esféricos e recipientes sob pressão, as soldaduras são submetidas a tratamento térmico pós-soldagem (PWHT) para reduzir as tensões residuais induzidas por soldadura e para melhorar a tenacidade à fratura e as propriedades de fadiga das soldaduras. À medida que essas estruturas cresceram em tamanho e estão sendo operadas em pressões ainda mais elevadas, em paralelo com o crescimento recente da demanda de energia, os materiais de aço utilizados têm sido cada vez mais reforçados. Para a empresa com essa tendência, TRUSTARC™ DW-A62LSR, um fio fluxado de tipo rutile (FCW) para HT610 ou materiais de aço de classe superior, foi desenvolvido e confirmado para satisfazer os seguintes requisitos:
Como soldado: TS ≧ 621MPa (90ksi), vE ≧ 27J a -6℃
PWHT: TS ≧ 586MPa (85ksi), vE ≧ 27J a -40℃
A Tabela 1 mostra as composições químicas típicas de metal depositado com TRUSTARC™ DW-A62LSR.
| C | Si | Mn | P | S | Ni | Outras |
|---|---|---|---|---|---|---|
| 0.05 | 1.14 | 1.29 | 0.007 | 0.008 | 2.59 | Mo, Ti, B |
As Figuras 1 e 2 mostram a relação entre as condições de PWHT e as propriedades mecânicas do metal depositado.
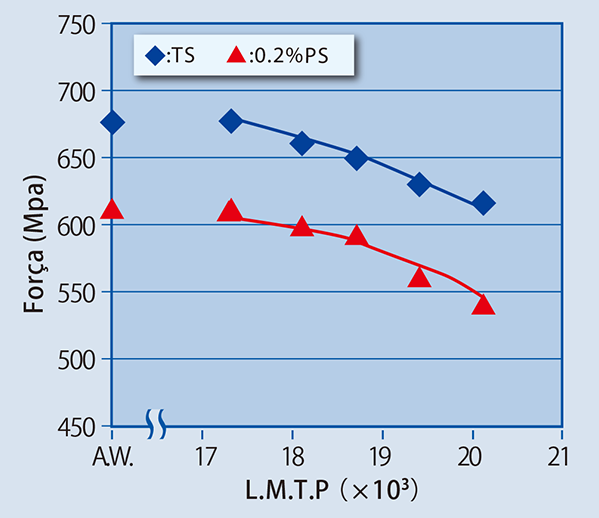
Figura 1: Relação entre a resistência à tracção e o parâmetro temperado de Larson Miller (LMTP)
LMTP = T (20 + log t).
(T: Temperatura [K]; t: tempo de espera [hora])
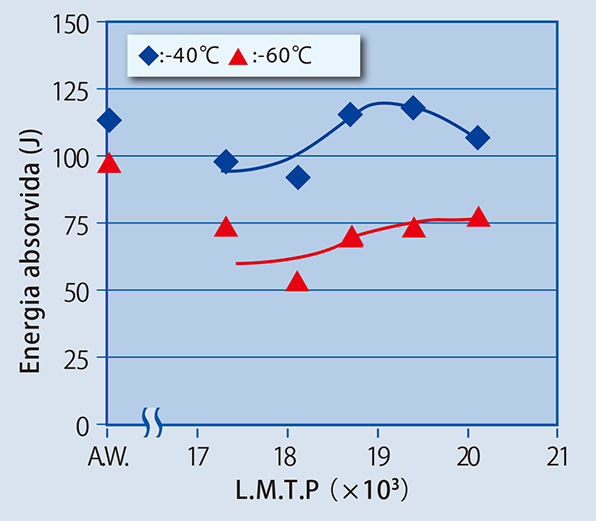
Figura 2: Relação entre a energia absorvida e o LMTP
O efeito da entrada de calor (taxa de resfriamento a 540℃ [℃/ seg], calculada pela equação de Rosenthal) na resistência à tração e energia absorvida do metal depositado nas condições soldadas e PWHT foi estudado e os resultados são mostrados nas Figuras 3 e 4 , respectivamente.
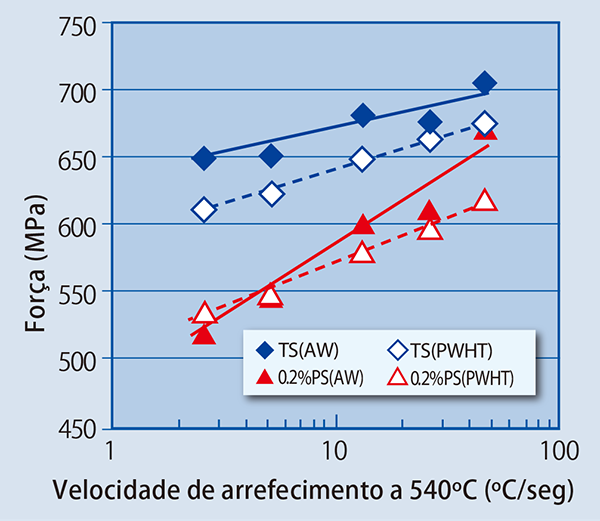
Figura 3: Relação entre a resistência à tracção e a taxa de arrefecimento a 540℃ em como soldadas e em condições PWHT (620℃ × 8 horas; LMTP = 18,7 × 103) Linha contínua: como soldada; Linha pontilhada: PWHT
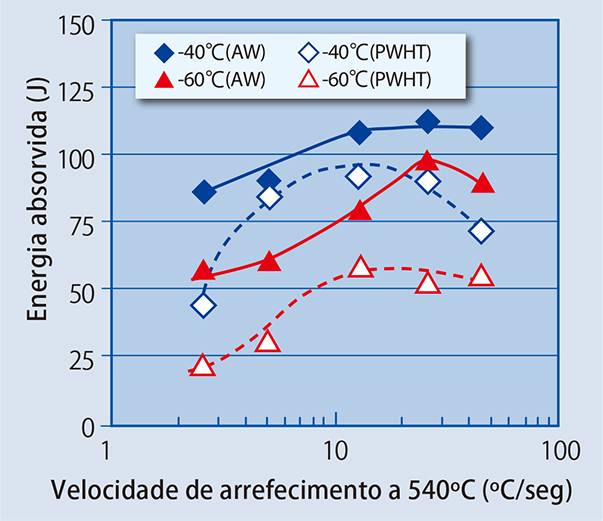
Figura 4: Relação entre a energia absorvida e a taxa de resfriamento a 540℃ em como soldadas e em condições PWHT (620℃ × 8 horas; LMTP = 18,7 × 103) Linha sólida: como soldada; Linha pontilhada: PWHT
Realizou-se um ensaio de soldadura de juntas de topo nas condições mostradas na Tabela 2.
| Arame para soldar | DW-A62LSR (1.2mmΦ) |
|---|---|
| Metal de base | Aço de classe TS610MPa (espessura de 60 mm) |
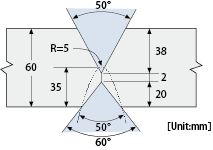
| Dimensão do sulco |
|
| Posição e parâmetros de soldagem (entrada de calor) |
(1) Plano (1G): 270A-28V (1,2 kJ/mm) (2) Horizontal (2G): 260A-28V (0,8kJ/mm) (3) Vertical-acima (3G): 220A-24V (2.4kJ/mm) |
| PWHT | Como soldado & 620℃ × 8 horas (LMTP 18,7 × 10³) |
| Temperatura de pré-aquecimento e interpassagem | 90-110℃ e 140-160℃ |
| Gás de blindagem | 80% Ar-20% CO2, 25 litros/min |
A Figura 5 mostra as macroestruturas das juntas soldadas em posições 1G, 2G e 3G. Os resultados dos ensaios das propriedades mecânicas nas condições soldadas e PWHT são apresentados na Tabela 3.
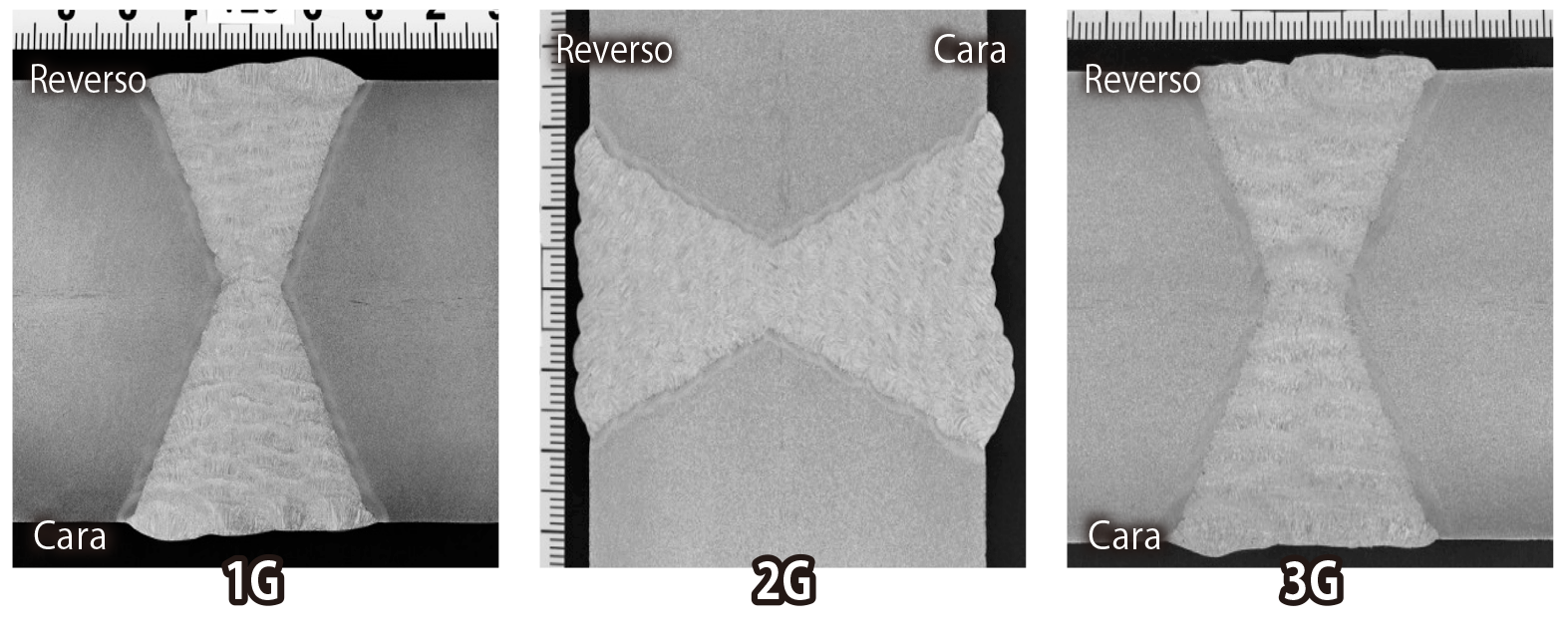
Figura 5: Macroestrutura de juntas soldadas (posições 1G, 2G e 3G da esquerda para a direita)
| Posição | Condição PWHT | Propriedades de tracção | Resistência à entalhe | ||||
|---|---|---|---|---|---|---|---|
| 0.2%PS [MPa] |
TS [MPa] |
El [%] |
Energia absorvida (J) | ||||
| -60℃ | -40℃ | ||||||
| 1G | AW *1 | 713 | 748 | 22 | 67 | 81 | |
| PWHT *2 | 627 | 692 | 22 | 41 | 61 | ||
| 2G | AW *1 | 722 | 752 | 22 | 81 | 91 | |
| PWHT *2 | 678 | 721 | 27 | 47 | 62 | ||
| 3G | AW *1 | 640 | 706 | 24 | 61 | 90 | |
| PWHT *2 | 619 | 686 | 28 | 31 | 64 | ||
*1 AW: as welded *2 PWHT: 620℃ x 8 hours
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




