

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.25:Consumíveis de soldagem de Série B91 para aços de Grau 91.
Especificações técnicas Vol.25
Vol.25: Consumíveis de soldagem de Série B91 para aços de Grau 91.

1.Prefácio
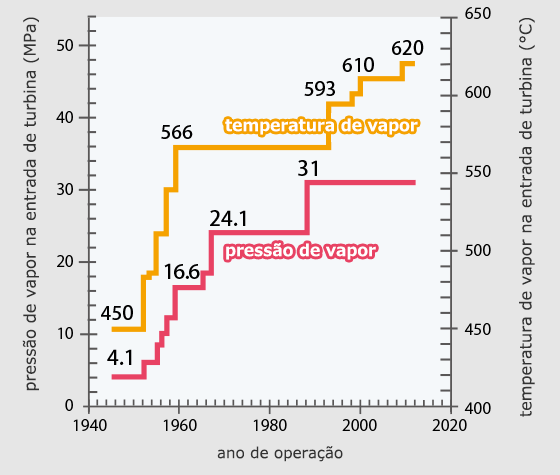
Figura 1: Pressão e temperatura de vapor para generação
de energia térmica no Japão
A maior preocupação no campo da geração de energia térmica é a redução das emissões de CO2. No entanto, a maneira mais eficaz de conseguir isso é melhorar a eficiência da geração de energia, que requer vapor a alta temperatura e pressão para alimentar as turbinas geradoras de energia. Na Figura 1, pode-se observar que as condições de vapor (temperatura e pressão) nas usinas térmicas de geração de energia no Japão aumentaram ao longo das décadas.
As usinas de geração de energia térmica, portanto, requerem aços especiais que podem ser utilizados por longos períodos sob condições de alta temperatura e pressão de vapor, como aços resistentes ao calor ferrítico de cromo (Cr) contendo 9-12% Cr. O aço de Grau 91 (Gr. 91) é o principal aço ferrítico de alto teor de Cr que foi colocado em serviço prático em caldeiras de usinas termelétricas em todo o mundo. KOBE STEEL, LTD. (KSL) desenvolveu e comercializou os consumíveis de Série 9Cb e Série B9 para soldagem dos aços de Gr. 91 e eles foram bem recebidos por muitos fabricantes de caldeiras domésticas e estrangeiras.
Por outro lado, uma questão que diz respeito ao aço ferrítico com alto teor de Cr é a quantidade combinada de Mn + Ni, que gradualmente vem sendo objeto de regulamentação. Por exemplo, esses organismos internacionais de padrões, como ASME e AWS, começaram a revisar portanto o problema.
Os consumíveis de Série B91, desenvolvidos de acordo com essas preocupações, serão discutidos como produtos correspondentes aos padrões da AWS.
2.Padrões internacionais
Nos últimos anos, os organismos internacionais de padronização passaram a modificar continuamente os requisitos para o teor de Mn + Ni e a temperatura do tratamento térmico pós-soldagem (PWHT).
As Tabelas 1 e 2 mostram as tendências dos padrões ASME B31.1 e AWS B9/B91 respectivamente.
| Ano | teor de Mn+Ni (massa %) | Limite superior da temperatura PWHT no procedimento real (℃) |
Referência (Ano de revisão) | |
|---|---|---|---|---|
| Condição recomendada | Condição obrigatória | |||
| 2008 e antes | Não regulamentado | 760 | Metal de base Ac1: cerca de 800 | Tabela 132 P-No.5B Grupo No. 1→ Grupo No. 2 |
| 2009-2013 | Metal de preenchimento desconhecido | 775 | Metal de base Ac1: cerca de 800 | Tabela 132 P-No. 15E Grupo No. 1 (2009) |
| Metal de preenchimento 1,0 < 1,5 | 790 | |||
| Metal de preenchimento < 1,0 | 800 | |||
| 2014 e depois | Metal de base < 1,2 | 775 | Metal de base Ac1: cerca de 800 e metal de base A1 ou A c1*2 | Tabela 132 P-No. 15E No. de grupo 1 (2014) |
| < 1.0 *1 | ー | 125.1.3 (2014) Para a reparação de fundição | ||
Nota: *1 B9: SMAW, SAW, GTAW e FCAW
*2 A1 ou Ac1 nos metais de preenchimento é determinado por análise e cálculo, ou por medição real
| Ano | Limite superior do teor de Mn+Ni no metal depositado (massa %) *1 | Limite superior da temperatura PWHT no processo especificado para teste (℃) | Referência (Ano de revisão) *2 |
|---|---|---|---|
| Até 2004 | Não regulamentado*3 | 759 (SMAW) ou 760 | B9: SMAW,GMAW,GTAW (1996),SAW (1997) |
| 2005-2010 | 1,5 ou 1,50 | 775 | B9: GMAW, GTAW(2005) SMAW (2006) SAW (2007) FCAW (2010) |
| De 2010 em diante | 1.40 | 775 | B9 cancelado → B91 recém-estabelecido B91: SAW (2011), FCAW (2012), SMAW (2014) *4 |
Nota: *1) Química de fio ou de corte no caso de GMAW e GTAW
*2) No. de especificação AWS: SMAW: A5.5; SAW: A5.23; GMAW & GTAW: A5.28; FCAW: A5.36
*3) A suma de ambas figuras de limite superior Mn e Ni é 2,25
*4) A revisão do GMAW e do GTAW está em discussão em maio de 2018
Ambas as tabelas mostram que os limites superiores para o teor de Mn + Ni foram repetidamente reduzidos em ambos os conjuntos de padrões. Na soldagem de aços Gr. 91, isso permitiu que os limites superiores da temperatura para o PWHT, que é essencial para reduzir o estresse residual após a soldagem, sejam mais aliviados. Seguindo o PWHT ideal, o metal de solda de Gr. 91 exibe uma estrutura de martensite temperada que fornece excelente resistência a altas temperaturas e tenacidade. No entanto, é bem entendido que uma vez que a temperatura PWHT excede o ponto de transformação Ac1, a martensita nova transforma-se novamente em austenita e, durante o resfriamento, retorna a se transformar novamente em martensita fresca, levando à deterioração das propriedades de fluência e tenacidade. Portanto, o teor de Mn e Ni precisa ser mantido baixo, porque esses elementos diminuem o ponto de transformação Ac1. (Veja a Figura 2)
3.Composições químicas e ponto de trasformação Ac1 dos consumíveis de soldagem de Série B91
Embora os consumíveis de soldagem de Série 9Cb não sejam inteiramente compatíveis com as especificações AWS porque foram projetados para obter um teor comparativamente alto de Mn + Ni, eles foram utilizados com sucesso em projetos nacionais e internacionais nos quais os requisitos de temperatura PWHT foram relativamente baixos. No entanto, nos casos em que as especificações da AWS são obrigatórias, principalmente em projetos no exterior, esses consumíveis não puderam ser aplicados.
A KSL originalmente desenvolveu e comercializou os consumíveis de Série B9 para serem compatíveis com as especificações AWS. Os consumíveis de Série B91 foram posteriormente desenvolvidos para atender aos requisitos mais rigorosos AWS em 2012, especialmente as limitações sempre mais rigorosas sobre o teor de Mn + Ni.
A Tabela 3 mostra as composições químicas típicas de metais depositados e os pontos de transformação Ac1 e a Tabela 4, as propriedades mecânicas típicas após o PWHT, dos consumíveis de Séries 9Cb e B91, respectivamente. Pode ser visto que os consumíveis de Série B91 são projetados para fornecer as propriedades mecânicas designadas de acordo com o PWHT, enquanto o teor de Mn + Ni é controlado para ser igual ou menor que 1,0%, menor que o dos consumíveis de Série 9Cb. A Figura 2 mostra a relação entre o teor de Mn + Ni e os pontos de transformação de Ac1 realmente medidos. Pode ser visto que os pontos de transformação Ac1 típicos medidos com os consumíveis de Série B91 mostram 800℃ ou mais. Portanto, é certo que temperaturas mais altas de PWHT podem ser aplicadas.
| Processo | Polaridade | Consumíveis | Composição química do metal de soldagem (massa%) | Ac1(℃) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | Nb | V | Co | N | Mn+Ni | ||||
| SMAW | DCEP | CM-9Cb | 0.05 | 0.26 | 1.38 | 0.97 | 9.21 | 1.10 | 0.02 | 0.21 | - | 0.04 | 2.35 | 733 |
| SAW | AC | PF-200S/US-9Cb | 0.07 | 0.13 | 1.55 | 0.67 | 8.54 | 0.89 | 0.04 | 0.22 | - | 0.03 | 2.22 | 750 |
| GTAW | DCEN | TG-S9Cb (100%Ar) | 0.07 | 0.18 | 1.01 | 0.69 | 8.63 | 0.91 | 0.04 | 0.18 | - | 0.02 | 1.70 | 765 |
| GMAW | DCEP | MG-S9Cb (Ar-20%CO2) | 0.08 | 0.27 | 1.29 | 0.38 | 8.86 | 0.98 | 0.03 | 0.19 | - | 0.02 | 1.67 | - |
| SMAW | DCEP | CM-95B91 | 0.09 | 0.23 | 0.71 | 0.10 | 8.40 | 0.99 | 0.06 | 0.21 | 0.42 | 0.03 | 0.81 | 809 |
| SAW | AC | PF-200S/US-90B91 | 0.09 | 0.29 | 0.74 | 0.16 | 8.64 | 1.03 | 0.04 | 0.20 | 0.40 | 0.04 | 0.90 | 808 |
| GTAW | DCEN | TG-S90B91 (100%Ar) | 0.09 | 0.27 | 0.73 | 0.11 | 8.61 | 1.02 | 0.06 | 0.19 | 0.40 | 0.03 | 0.84 | 820 |
| GMAW | DCEP | MG-S90B91 (Ar-5%CO2) | 0.12 | 0.24 | 0.64 | 0.15 | 8.47 | 0.98 | 0.05 | 0.18 | 0.41 | 0.04 | 0.79 | 813 |
| Processo | Polaridade | Nome comercial | Condição PWHT | 0.2%OS(MPa) | TS(MPa) | vE+20℃(J) |
|---|---|---|---|---|---|---|
| SMAW | DCEP | CM-9Cb | 750℃x5h | 593 | 756 | 129 |
| SAW | AC | PF-200S /US-9Cb |
740℃x8h | 584 | 709 | 95 |
| GTAW | DCEN | TG-S9Cb (100%Ar) |
740℃x8h | 701 | 777 | > 260 |
| GMAW | DCEP | MG-S9Cb (Ar-20%CO2) |
740℃x8h | 568 | 698 | 120 |
| Processo | Polaridade | Nome comercial | Condição PWHT | 0.2%OS(MPa) | TS(MPa) | vE+20℃(J) |
|---|---|---|---|---|---|---|
| SMAW | DCEP | CM-95B91 | 760℃x2h | 593 | 730 | 70 |
| SAW | AC | PF-200S /US-90B91 |
760℃x4h | 578 | 719 | 62 |
| GTAW | DCEN | TG-S90B91 (100%Ar) |
763℃x4h | 579 | 713 | 216 |
| GMAW | DCEP | MG-S90B91 (Ar-5%CO2) |
760℃x8h | 529 | 689 | 74 |
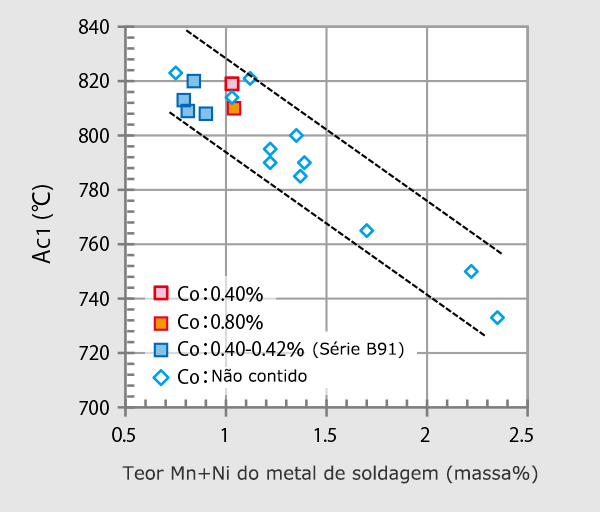
Figura 2: Relação entre o teor de Mn+Ni e Ac1
Outra característica dos consumíveis de Série B91 é a adição de cobalto (Co). Como a Figura 2 sugere, o ponto de transformação Ac1 tende a cair em relação ao aumento no teor de Mn + Ni. Embora os consumíveis de Série B91 contenham Co, o elemento provavelmente não afetará o ponto de transformação Ac1; afinal de contas, os consumíveis sem Co também mostram um ponto de transformação Ac1 que diminui em relação ao aumento no teor de Mn + Ni. De fato, Co é adicionado por um motivo diferente - restringindo a formação de ferritas delta (δ). Além do ponto de transformação Ac1, outro fator influente nos aços de Gr. 91 é a formação da estrutura de ferrite δ. Como é desejável que uma solda não contenha estrutura de ferrite, mas 100% de estrutura de martensita, o Instituto de Pesquisa de Energia Elétrica (EPRI - Electric Power Research Institute) propôs um índice denominado balanço de Cr-Ni (CNB) inferior a 10% em seu Relatório No. 1023199 "Diretrizes e Especificações para Usinas de Energia de Fósseis de Alta Confiabilidade.” A equação CNB é da seguinte forma:
CNB = (Cr equivalente) – (Ni equivalente)
= (Cr+6Si+4Mo+1.5W+11V+5Cb+9Ti+12Al) – (40C+30N+4Ni+2Mn+1Cu) < 10 % (massa %)
Embora Mn e Ni sejam conhecidos como elementos formadores de austenita e a equação CNB também mostre que eles podem prevenir a formação de ferrite δ, quantidades excessivas de Mn e Ni não são permitidas do ponto de vista da especificação AWS, bem como do ponto de transformação Ac1. Por esta razão, Co, outro elemento de formação de austenita, é adicionado a fim de restringir a formação de ferrite δ sem alterar o ponto de transformação de Ac1.
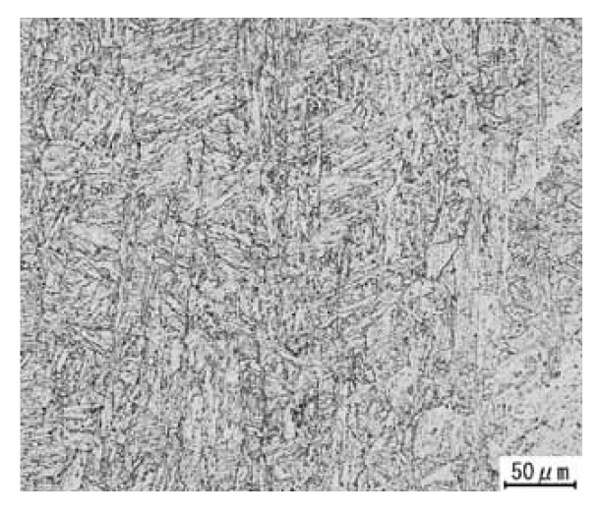
Figura 3: Microestrutura de CM-95B91
A Figura 3 mostra a microestrutura de TRUSTARC™ CM-95B91 (AWS A5.5 E9015-B91), um dos consumíveis de soldagem de Série B91. A estrutura de martensite totalmente temperada é facilmente reconhecida.
4.Propriedades mecânicas dos consumíveis de soldagem de Série B91
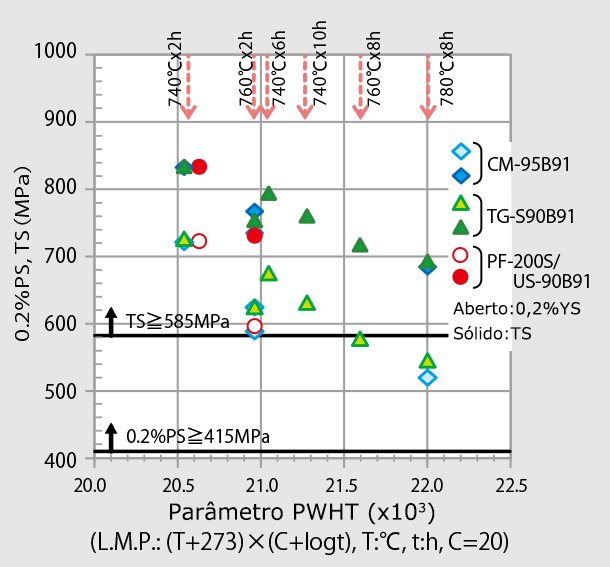
Figura 4: Relação entre L.M.P. e 0,2%PS., TS
A Figura 4 mostra a relação entre a resistência à tração (TS), a força de rendimento compensada de 0,2% (0.2%OS) ou a estresse à prova de 0,2% (0.2%PS) e o parametro de tratamento térmico, referido como o Parâmetro Larson-Miller (L.M.P.), em relação a CM-95B91, TRUSTARC™ TG-S90B91 (AWS A5.28 ER90S-B9) e TRUSTARC™ PF-200S/US-90B91 (AWS A5.23 F9PZ-EB91-B91).
É claro que esses consumíveis de soldagem satisfazem plenamente os requisitos de propriedades mecânicas dos aços Gr. 91 (0,2% de PS igual ou superior a 415 MPa e TS igual ou superior a 585 MPa) mesmo a L.M.P. = 22,0 x 103 equivalente ao parâmetro PWHT de 780℃ x 8 horas (isto é, temperatura elevada e tempo prolongado).
A Figura 5 mostra a relação entre L.M.P. e tenacidade do entalhe a +20℃.
Embora a tenacidade do entalhe difira dependendo dos consumíveis de soldagem, todos os consumíveis apresentam melhor tenacidade de entalhe quando o L.M.P. é maior. Nos casos em que o L.M.P. excede 21,0 x 103, os valores obtidos de tenacidade da ranhura são suficientes para o uso prático.
A Figura 6 mostra as propriedades de ruptura de fluência de CM-95B91 e TG-S90B91
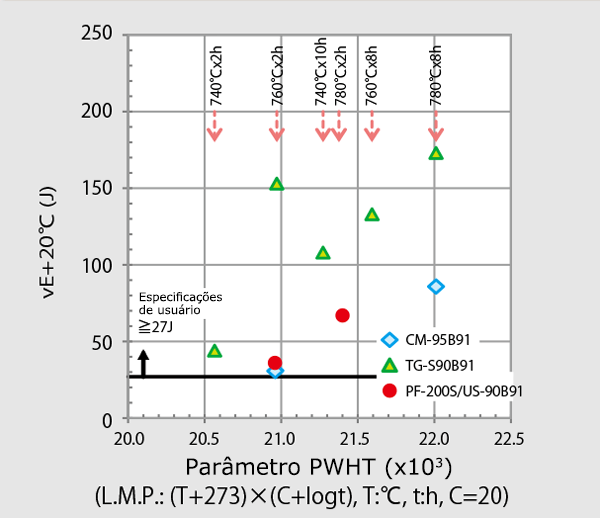
Figura 5: Relação entre L.M.P. e vE+20℃
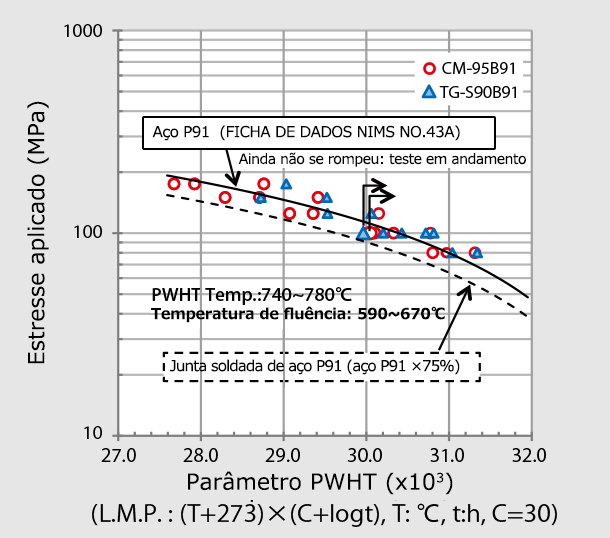
Figura 6: Resultados de teste de ruptura
de fluência de CM-95B91 e TG-S90B91
Confirma que esses consumíveis fornecem propriedades de ruptura de fluência mais adequadas que as soldas de junção de topo (linha pontilhada), mesmo a uma temperatura PWHT de até 780℃. Os testes das propriedades de ruptura da fluência destes consumíveis sob uma condição de fluência de tempo estendido de 600℃ x 100MPa estão sendo realizados. Por exemplo, os testes de CM-95B91 e TG-S90B91 passaram 26.000 e 21.000 horas, respectivamente, e ainda estão em andamento.
5.Usabilidade dos consumíveis de soldagem de Série B91
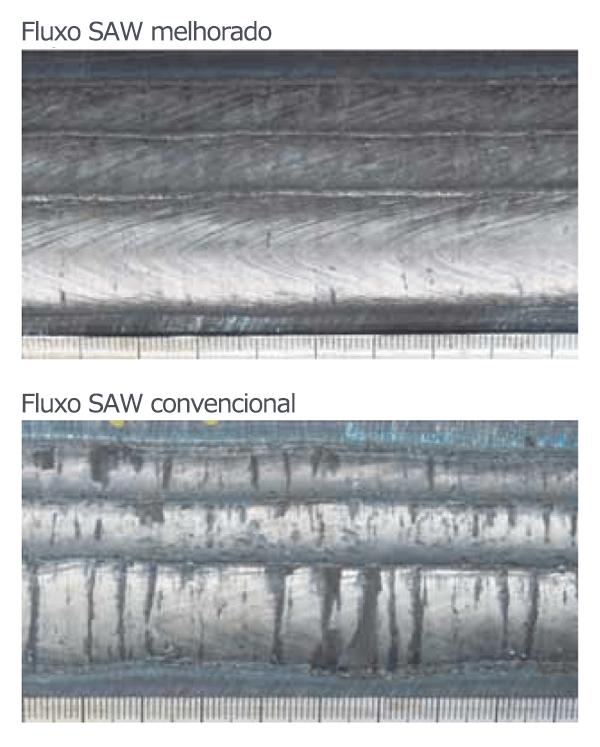
Figura 7: Comparação da aparência do cordão pelo SAW
entre os fluxos melhorados e os fluxos convencionais com
fio B91
A usabilidade dos consumíveis de Série B91 também foi melhorada. Quanto aos eletrodos revestidos para SMAW, os bastões do núcleo da liga são geralmente usados para estabilizar a qualidade do elemento de liga em soldas de aços ferríticos de alto teor de Cr; no entanto, a queima do eletrodo ocorre com frequência durante a soldagem, especialmente com DC (corrente contínua). O CM-95B91 é projetado para reduzir a queima do eletrodo e pode atingir a soldagem mesmo em uma faixa mais alta de corrente de soldagem do que o convencional TRUSTARC™ CM-9Cb.
Um problema peculiar aos consumíveis SAW em aços ferríticos com alto teor de Cr, ou seja, a escória queimada que fica na superfície do cordão de solda, também foi reduzida. A Figura 7 mostra uma comparação das aparências das contas por SAW com a combinação do fio B91 e o fluxo recentemente melhorado, e o fluxo convencional, respectivamente. Pode ver-se que a escória adesiva na superfície do grânulo é grandemente reduzida com o fluxo SAW melhorado.
6.Notas para o uso
Como os consumíveis de Série B91 fornecem metais de solda com alto teor de Cr-ferrítico com alto grau de auto-endurecimento, em comparação com os aços 1.25Cr-0.5Mo e 2.25Cr-1Mo, seus metais de solda também apresentam alta suscetibilidade a rachaduras retardadas. É, portanto, essencial controlar rigorosamente os procedimentos de soldagem. Se as temperaturas de pré-aquecimento e interpasse forem adequadamente controladas, as fissuras retardadas são evitadas e os metais sólidos de solda podem ser obtidos. As temperaturas de pré-aquecimento e interpasse de 250-350°C são geralmente recomendadas.
As impurezas como P e S nos consumíveis de Série B91 devem ser mantidas o mais baixo possível para evitar rachaduras quentes durante a soldagem.
Como os metais de solda dos consumíveis de Série B91 são mais suscetíveis à trinca a quente e possuem uma região coexistente sólido-líquido maior que os dos metais de solda de aço de 1,25Cr-0,5Mo e 2,25Cr-1Mo, a soldagem não deve ser realizada com solda excessivamente alta corrente e velocidade do ponto de vista do procedimento de soldagem. Quanto à condição PWHT, ela deve ser cuidadosamente selecionada, levando-se em consideração as propriedades de resistência à tração e tenacidade, mesmo que os consumíveis de Série B91 possam ser utilizados em altas temperaturas, como 760-780℃.
7.Postscript
Tem três características dos consumíveis de soldagem de Série B91. A primeira é que correspondam aos padrões internacionais tais como ASME e AWS.
A segunda é que altas temperaturas PWHT podem ser aplicadas devido ao seu alto ponto de transformação Ac1. E a terceira, eles são projetados para obter excelentes propriedades de ruptura por fluência mesmo em condições de alta PWHT. A Tabela 5 compara os recursos dos consumíveis das séries B91 e 9Cb.
| Série B91 | Série 9Cb | |
|---|---|---|
| Especificação AWS | ◎ (Mn+Ni 1.0%) | G grade (Mn+Ni>1.5%) |
| Temperatura PWHT recomendada | 760-780℃ | 740-760℃ |
| Temperatura Ac1 | Cerca de 800℃ | Cerca de 740℃ |
| Propriedades de fluência | ◎ | ○ |
Nota: ◎: Excelente ○: Boa
No futuro, continuaremos contribuindo para as expectativas dos clientes em relação às diversas gamas de produtos, mantendo a alta confiabilidade, bem como os recursos para o desenvolvimento de ponta dos consumíveis de soldagem.
[Referências]
(1) Metais de Enchimento de Aço Ferrítico Alto-Cr Resistente ao Calor para Caldeira de Energia Elétrica Térmica: KOBELCO WELDING TODAY
(2) ASME B31.1: TRATAMENTO TERMICO POS-SOLDAGEM, 132.1 (2014)
(3) ASME Sec. II Parte C, SFA-5.5 (2015)
(4) ASME Sec. II Parte C, SFA-5.23 (2015)
(5) ASME Sec. II Parte C, SFA-5.28 (2015)
(6) ASME Sec. II Parte C, SFA-5.36 (2015)
(7) EPRI 1023199: Diretrizes e Especificações para Usinas de Energia Fóssil de Alta Confiabilidade (2011)
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




