

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.26:Consumíveis de soldagem da “Série 1Z” para chapas de aço galvanizadas
Especificações técnicas Vol.26
Vol.26: Consumíveis de soldagem da “Série 1Z” para chapas de aço galvanizadas

1.Prefácio
Graças à excelente resistência à corrosão e eficiência econômica, as chapas de aço galvanizadas ou chapas de aço revestidas com zinco (Zn) são atualmente aplicadas em muitos campos, como automóveis, materiais de construção, eletrodomésticos, tubulações de água e suportes de painéis solares, melhorando a qualidade e ampliando a vida dos produtos estruturais de aço que utilizam essas folhas.
No entanto, as chapas de aço galvanizadas são conhecidas pela baixa usabilidade da soldagem, pois podem também gerar respingos e fumos e causar defeitos de porosidade.
Os consumíveis de soldagem da Série 1Z para as chapas de aço galvanizadas foram desenvolvidos para melhorar a resistência à porosidade e ao uso durante a soldagem. Uma variedade de chapas de aço galvanizadas e os consumíveis de solda da Série 1Z são discutidos neste artigo.
2.As características de diferentes tipos de chapas de aço galvanizadas
Uma ampla gama de chapas de aço galvanizadas estão disponíveis no mercado. Algumas chapas típicas e a composição de seus filmes de revestimento são mostradas na Tabela 1.
| Tipos de chapas de aço galvanizadas | Composição do filme de revestimento de chapa de aço | Massa de revestimento de zinco (g/m2) | |
|---|---|---|---|
| Chapas de aço galvanizadas por imersão a quente | Chapas de aço galvanizadas por imersão a quente |  |
60-1000 |
| Chapas de aço galvanizadas por imersão a quente |  |
30-120 | |
| Chapas de aço com revestimento de liga AI por imersão a quente Zn-5% |  |
60-250 | |
| Chapas de aço com revestimento de liga AI por imersão a quente Zn-55% |  |
60-200 | |
| Chapas de aço revestidas com liga de zinco-AI-magnésio por imersão a quente |  |
60-450 | |
| Chapas de aço galvanizadas por imersão a quente de dupla camada | 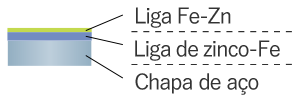 |
3-6/20-60 | |
| Chapas de aço eletrogalvanizadas | Chapas de aço galvanizadas eletrolíticas | 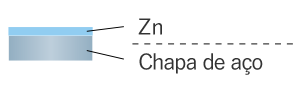 |
3-50 |
| Chapas de aço eletrolítico Zn-Ni ou Fe ou Co com revestimento de liga | 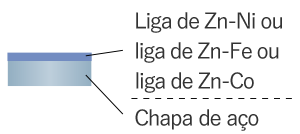 |
10-40 | |
| Chapas de aço pré-pintadas | Chapas de aço galvanizadas por imersão a quente pré-pintadas com resina orgânica | 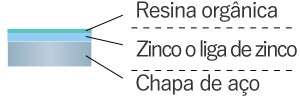 |
25-200μm/60-300 |
| Chapas de aço eletrogalvanizadas pré-pintadas com filme orgânico | 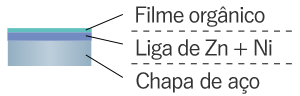 |
1μm/20-30 | |
2-1. Chapas de aço galvanizadas por imersão a quente
Estas são chapas de aço produzidas sob o método mais comum no qual as chapas de aço são mergulhadas e galvanizadas em um banho de alta temperatura de zinco fundido puro. Um método semelhante é o método de galvanização por imersão a quente, em que as chapas são colocadas numa mistura fundida de Zn e 8-10% de liga de ferro. As chapas de aço galvanizadas a quente, que são chamadas chapas de aço GA, são os principais materiais de aço para a fabricação de automóveis.
2-2. Chapas de aço eletrogalvanizadas
As chapas de aço eletrogalvanizadas são galvanizadas com Zn enquanto mergulhadas em um banho de Zn fundido. Eles apresentam um revestimento fino e uniforme e são aplicadas principalmente em eletrodomésticos.
2-3. Chapas de aço eletrogalvanizadas pré-pintadas com filme orgânico
São chapas de aço galvanizadas nas quais o revestimento de Zn é revestido com uma camada adicional de resina ou filme orgânico. Isso proporciona uma melhor resistência à corrosão e também é atraente.
3.Defeitos de porosidade em chapas de aço galvanizadas
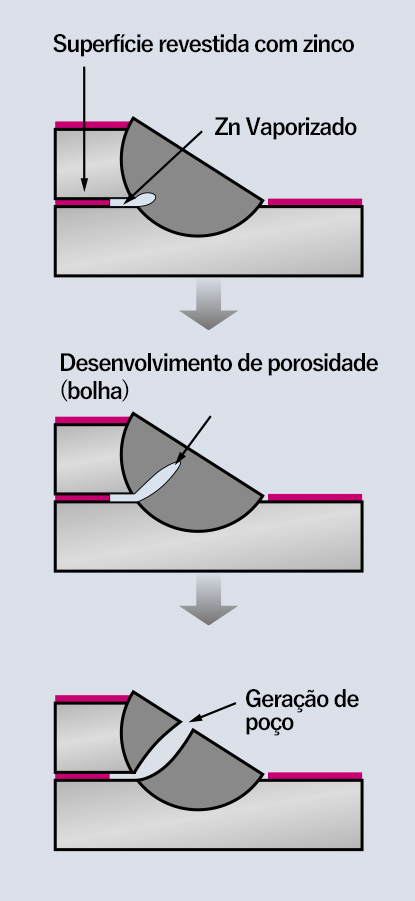
Figura 1: Mecanismo de geração de
porosidade em soldagem por sobreposição
O maior problema na soldagem de chapas de aço galvanizadas é a geração de defeitos de porosidade, como furos, buracos e respingos. A capacidade de soldagem de chapas de aço galvanizadas varia dependendo do peso por unidade de área de revestimento de filme de Zn (doravante denominada "massa de revestimento de Zn") nas chapas de aço. Onde a massa de revestimento de Zn é maior, a ocorrência de defeitos de porosidade e/ou respingos aumenta. A Figura 1 é um desenho esquemático que mostra o mecanismo de geração de porosidade na soldagem por sobreposição de chapas de aço galvanizadas.
Quando o Zn, que tem um ponto de ebulição de cerca de 900°C, é aquecido pelo arco e se decompõe piroliticamente, vaporiza e gera uma grande quantidade de gás. A porosidade se forma a partir do gás Zn vaporizado que permanece na poça fundida. Os efeitos da porosidade incluem a fraca aparência do cordão, uma baixa resistência à tração causada por defeitos transversais e uma produtividade reduzida devido a reparos, os quais são problemas que ligam a qualidade e o custo.
Além disso, o gás Zn vaporizado evita a transferência estável de gotículas. O gás perturba o arco quando é ejetado por baixo, fazendo com que as gotículas se tornem maiores e incapazes de se transferir suavemente para a poça fundida; em vez disso, eles estão em curto-circuito pela poça de fusão, gerando uma grande quantidade de respingos.
4.Consumíveis de soldagem para chapas de aço galvanizadas
A massa de revestimento de Zn é tão influente na soldagem de chapas de aço galvanizadas que a seleção de métodos de soldagem e consumíveis é extremamente importante. A Tabela 2 mostra as características dos consumíveis de soldagem da Série 1Z recém-desenvolvidos para chapas de aço galvanizadas, enquanto a Tabela 3 mostra as composições químicas e propriedades mecânicas de seus metais depositados.
| Nomes comerciais | Gás de proteção | Polaridade | diâm. (mm) | AWS/JIS | Massa de revestimento de zinco recomendada (g/m2) |
|
|---|---|---|---|---|---|---|
| Fio sólido | [F]SE-1Z | CO2 | DC(+) | 1.0 1.2 | AWS A5.18 ER70S-G |
≥ 100 |
| [F]MG-1Z | CO2 | DC(+) | 1.0 1.2 | AWS A5.18 ER70S-G |
≥100 | |
| FCW blindado a gás | [F]MX-1Z | CO2 | DC(+) | 1.2 | AWS A5.20 E70T-1C |
≥150 *1 |
| [F]MX-100Z | CO2 | DC(+) | 1.2 | AWS A5.20 E71T-1C |
≥ 150 *2 | |
| [F]DW-1SZ | CO2 | DC(-) | 1.4 | JIS Z 3313 T 49 0 T5-1 C A |
≥ 550 | |
| Eletrodo coberto | [F]Z-1Z | --- | AC,DC(±) | 3.2 4.0 5.0 6.0 |
JIS Z 3211 E4340 |
≥ 550 |
| FCW auto-protegido | [F]OW-1Z | --- | DC(-) | 1.2 | AWS A5.20 E71T-GS |
≥ 550 |
*2. É recomendado para igual ou menor que 200A.
| Nomes comerciais | Composições quimicas (%) | Propriedades elásticas | Energia absorvida | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | 0.2% OS (MPa) |
TS (MPa) |
El (%) |
0°C (J) | ||
| Fio sólido | [F]SE-1Z | 0.10 | 0.49 | 1.10 | 0.009 | 0.009 | - | 430 | 540 | 30 | 110 |
| [F]MG-1Z | |||||||||||
| FCW blindado a gás | [F]MX-1Z | 0.05 | 0.50 | 1.52 | 0.011 | 0.010 | - | 480 | 570 | 26 | 83 |
| [F]MX-100Z | 0.10 | 0.40 | 1.55 | 0.011 | 0.012 | - | 480 | 590 | 27 | 100 | |
| [F]DW-1SZ | 0.12 | 0.15 | 1.48 | 0.010 | 0.005 | - | 420 | 560 | 26 | 60 | |
| Eletrodo coberto | [F]Z-1Z | 0.09 | 0.15 | 0.48 | 0.015 | 0.005 | - | 380 | 450 | 26 | 100 |
| FCW auto-protegido | [F]OW-1Z | 0.25 | 0.23 | 0.91 | 0.008 | 0.002 | 2.38 | --- | --- | --- | --- |
4-1. Fios sólidos
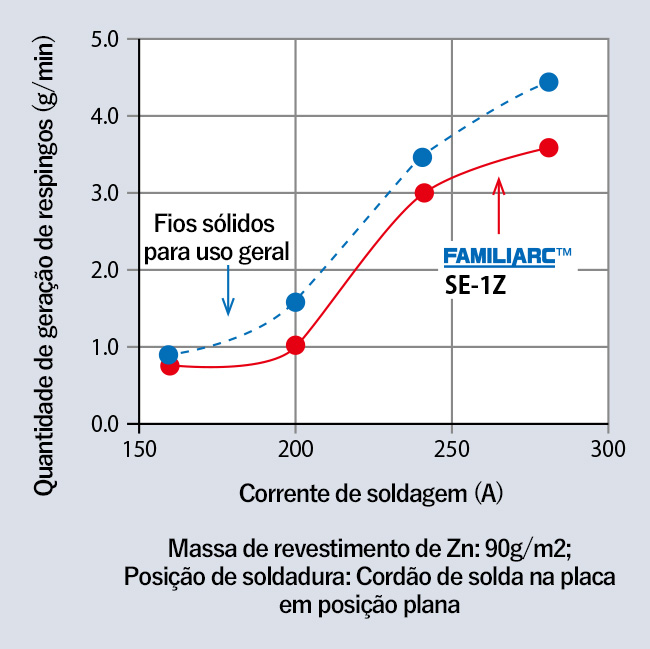
Figura 2: Comparação da geração de respingos
entre o [F] SE-1Z e os fios sólidos
para uso geral
O [F] MG-1Z, um fio sólido desenvolvido exclusivamente para soldagem de chapas de aço galvanizadas, é projetado para produzir maior viscosidade no metal fundido do que os fios sólidos para uso geral, a fim de aumentar ainda mais a resistência à porosidade.
A alta viscosidade evita que o metal fundido flua diretamente sob o arco e ajuda o gás vaporizado a descarregar facilmente, proporcionando excelente resistência à porosidade.
Outro fio sólido, o [F] SE-1Z, que não é revestido com Cu, também foi adicionado à mesma gama de produtos.
Sustentando a suavidade e a ecologia, o [F] SE-1Z oferece facilidade de alimentação de arame e condutividade elétrica, mesmo sem revestimento de cobre. Devido ao revestimento não-Cu, a descamação do Cu, que geralmente é causada pela pressão de um rolo de pressão ou pelo contato com o revestimento dentro de um cabo de eletroduto, nunca acontece e, conseqüentemente, a má alimentação do fio não ocorre. Além disso, pode manter uma resistência à corrosão suficiente, porque o tratamento anticorrosivo especial impede a ação da célula local (causada pelo contato dissimilar de metal entre Fe e Cu). O [F] SE-1Z também é projetado para obter uma viscosidade mais alta que a usual do metal fundido, e a excelente capacidade de alimentação do fio e o arco estável reduz o respingamento, como mostrado na Figura 2.
Quanto ao gás de proteção, o gás CO2 é o mais adequado para ambos os fios; por outro lado, nem o gás misto Ar-CO2 nem o processo MAG pulsado são recomendados do ponto de vista da resistência à porosidade.
Recomenda-se a espessura das chapas entre 1,6 e 6,0 mm e as posições de soldagem horizontais e planas.
Embora o [F] MG-1Z e o [F] SE-1Z ofereçam maior resistência à porosidade do que os arames maciços para uso geral, o processo de soldagem a arco de metal a gás (GMAW) não é melhor em termos de resistência à porosidade do que os processos de soldagem a arco fluxado (FCAW) ou de soldagem a arco de metal blindado (SMAW). A massa de revestimento de Zn recomendada em ambos os [F] SE-1Z e [F] MG-1Z é igual ou inferior a 100g/m2.
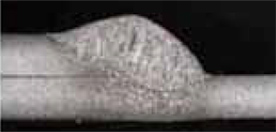
A Figura 3 mostra a aparência do cordão e a macroestrutura transversal, tanto na soldagem de filete horizontal como na solda por sobreposição do [F] SE-1Z.
Solda de filete horizontal: 180A-22V-500mm/min; Espessura da chapa 2,3 mm; Massa de revestimento de zinco: 90g/m2


Solda por sobreposição: 175A-21V-500mm/min; Espessura da chapa 2,3 mm; Massa de revestimento de zinco: 90g/m2
 Aparência do cordão
Aparência do cordão
 Macrostrutura
Macrostrutura
Figura 3: Aparência do cordão e macroestrutura transversal da solda F SE-1Z (1,2mm de diâm.)
Solda por sobreposição: 240A-30V-450mm/min; Espessura da chapa 3,2 mm; Massa de revestimento de zinco: 135g/m2
 Aparência do cordão
Aparência do cordão
 Macrostrutura
Macrostrutura
Figura 4: Aparência do cordão e macroestrutura transversal da solda F MX-1Z (1,2mm diâm.)
4-2. Fios fluxados
Quando a massa de revestimento de Zn da chapa de aço galvanizada for igual ou inferior a 150g/m2, recomendam-se o [F] MX-100Z ou o recém-desenvolvido [F] MX-1Z, dependendo da zona de corrente de soldadura aplicável. O [F] MX-1Z proporciona excelente estabilidade de arco na corrente de soldagem não inferior a 200A, enquanto o [F] MX-100Z faz isso na zona de baixa corrente igual ou menor que 200A.
Em contraste, quando a massa de revestimento de Zn é igual ou maior que 150 g/m2, F DW-1SZ é adequado.
O [F] DW-1SZ apresenta excelente resistência à porosidade, respingos de pequeno tamanho e um arco estável; Além disso, é adequado para todas as posições de soldagem. No entanto, só pode ser utilizado com negativo de eletrodo de corrente contínua (DCEN).
Solda por sobreposição: 140A-19V-300mm/min; Espessura da chapa 2,3 mm; Massa de revestimento de zinco: 135g/m2
 Aparência do cordão
Aparência do cordão
 Macrostrutura
Macrostrutura
Figura 5: Aparência do cordão e macroestrutura transversal da solda do [F] MX-100Z (1,2mm de diâm.)
Solda de filete horizontal: 240A-22V-250mm/min; Espessura da chapa 6,0 milímetros; Massa de revestimento de zinco: 550g/m2
 Aparência do cordão
Aparência do cordão
 Macrostrutura
Macrostrutura
Figura 6: Aparência do cordão e macroestrutura transversal da solda [F] DW-1SZ (1,4mm de diâmetro)
4-3. Eletrodo coberto
O [F] Z-1Z é outro eletrodo revestido recentemente desenvolvido para soldagem de chapas de aço galvanizadas. Suas características especiais incluem forte golpe de arco e uma excelente concentração de arco. Como proporciona boa estabilidade do arco, o respingo é reduzido.
A massa de revestimento de Zn recomendada pelo [F] Z-1Z é igual ou inferior a 550 g/m2 e é adequada para a soldagem de chapas de aço galvanizadas por imersão a quente, bem como para chapas de aço normais.
A Figura 7 mostra as aparências do cordão, as macroestruturas transversais, tanto na soldagem de filete horizontal como na soldagem por sobreposição e a superfície fraturada da solda de filete horizontal de uma solda FZ-1Z (4,0mm de diâmetro).
Solda de filete horizontal: 130A; Espessura da chapa: 6,0 milímetros; Massa de revestimento de zinco: 450g/m2


Solda por sobreposição: 130A; Espessura da chapa: 6,0 milímetros; Massa de revestimento de zinco: 450g/m2
 Aparência do cordão
Aparência do cordão
 Macrostrutura
Macrostrutura
Superfície fraturada da solda de filete horizontal
 Superfície fraturada
Superfície fraturada
Figura 7: Aparência do cordão, macroestrutura transversal e superfície fraturada da solda com [F] Z-1Z (4,0 mm de diâm.)
4-4. Fio fluxado auto-protegido
O [F] OW-1Z é um fio fluxado auto-blindado (FCW) que não requer gás de proteção e é adequado para soldagem externa. Sua alta resistência à porosidade minimiza os defeitos de porosidade, mesmo na soldagem de chapas de aço galvanizadas com uma massa de revestimento de Zn de até 550 g/m2.
No entanto, deve-se ter cuidado suficiente durante o uso, porque ele deve ser utilizado apenas com polaridade DCEN, é limitado a chapas com espessura de 1,0 a 6,0 mm e não deve ser aplicado a juntas de solda que exijam alta dureza de entalhe.
A Figura 8 mostra as aparências de contas e macroestruturas transversais de [F] OW-1Z (1,2 mm de diâmetro) em soldagem de filete horizontal e solda por sobreposição.
Solda de filete horizontal: 230 A-22V-300mm/min; Espessura da chapa: 6,0 milímetros; Massa de revestimento de zinco: 550 g/m2

Solda por sobreposição: 280 A-25V-300 mm/min; Espessura da chapa: 6,0 milímetros; Massa de revestimento de zinco: 550 g/m2
 Aparência do cordão
Aparência do cordão
 Macrostrutura
Macrostrutura
Figura 8: Aparência do cordão e macroestrutura transversal da solda com [F] OW-1Z (1,2 mm de diâmetro)
As fotos nas Figuras 9 e 10 mostram a soldagem de uma estrutura de armação para um ônibus com o [F] SE-1Z e de um tubo de água com o [F] Z-1Z.
![Figure 9: Welding a frame structure for a bus with [F] SE-1Z](../../images/education-center/technical_hightlight/vol26_31.jpg)
Figura 9: Soldagem de uma estrutura
de estrutura para um ônibus com o [F] SE-1Z
![Figure 10: Welding a water pipe with [F] Z-1Z](../../images/education-center/technical_hightlight/vol26_32.jpg)
Figura 10: Soldar um cano de água com o [F] Z-1Z
5.Postscript
Na soldagem de chapas de aço galvanizadas por imersão a quente, a eficiência da soldagem pode ser melhorada selecionando as combinações mais adequadas de método de soldagem e consumíveis e levando em consideração o tipo de chapa de aço galvanizada, bem como sua massa de revestimento de Zn.
Os consumíveis de soldagem da Série 1Z para chapas de aço galvanizadas são adequados para chapas com uma ampla variedade de massa de revestimento de Zn e podem ser utilizados sob uma variedade de procedimentos de soldagem. Eles também são projetados para reduzir defeitos de porosidade e geração de respingos.
Nota: A soldagem das chapas de aço galvanizadas gera mais fumos do que a soldagem dos aços normais. Por favor, preste especial atenção, portanto, à segurança e higiene ambiental, assegurando ventilação apropriada, bem como usando dispositivos de proteção respiratória.
[Referências]
K. Yamazaki: Soldagem com arco blindado a gás das chapas de aço galvanizadas - Problemas e soluções -: Sociedade Japonesa de Soldagem e Engenharia, Revista WE-COM Vol. 11 (jan. 2014)
[F] em nomes comerciais indicam FAMILIARC.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




