

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.27:Arames tubulares com fluxo não metálico para aços resistentes ao calor em conformidade com as especificações AWS
Especificações técnicas Vol.27
Vol.27: Arames tubulares com fluxo não metálico para aços resistentes ao calor em conformidade com as especificações AWS

1.Prefácio
Aços resistentes ao calor, tipicamente aços Cr-Mo, têm sido amplamente utilizados em ambientes de alta temperatura e alta pressão como os de caldeiras de usinas termelétricas (doravante denominadas caldeiras).
Estes aços são classificados no Japão pelo Japanese Industrial Standard (JIS) e internacionalmente por ambas as normas American Society for Testing and Materials (ASTM) e American Society of Mechanical Engineers (ASME).
A classificação dos consumíveis de solda para aços resistentes ao calor é também regulamentada pelo JIS no Japão e por ambas as normas AWS e ASME no exterior.
A tabela 1 mostra a linha de consumíveis de solda para aços resistentes ao calor (aços 1.25Cr-0.5Mo e 2.25Cr-1Mo) da Kobe Steel.
| Tipo de aço | ASTM | SMAW | GMAW | GTAW | SAW Fluxo/arame |
FCAW |
|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | A387 Gr.11 Cl.1, 2 A213 Gr.T11,12 A335 Gr.P11,12 |
[T]CM-A96 [T]CM-B98 |
[T]MG-S1CM [T]MG-S80B2F |
[T]TG-S1CM [T]TG-S80B2 |
[F]G-80/ [T]US-511 [F]G-80/ [T]US-B2 |
[T]DW-81B2C[CO2] [T]DW-81B2[Ar-CO2] |
| 2.25Cr-1Mo | A387 Gr.22 Cl. 1, 2 A213 Gr.T22 A335 Gr.P22 |
[T]CM-A106 [T]CM-B108 |
[T]MG-S2CM | [T]TG-S2CM [T]TG-S90B3 |
[F]G-80/ [T]US-521 [F]G-80/ [T]US-B3 |
[T]DW-91B3C[CO2] [T]DW-91B3[Ar-CO2] |
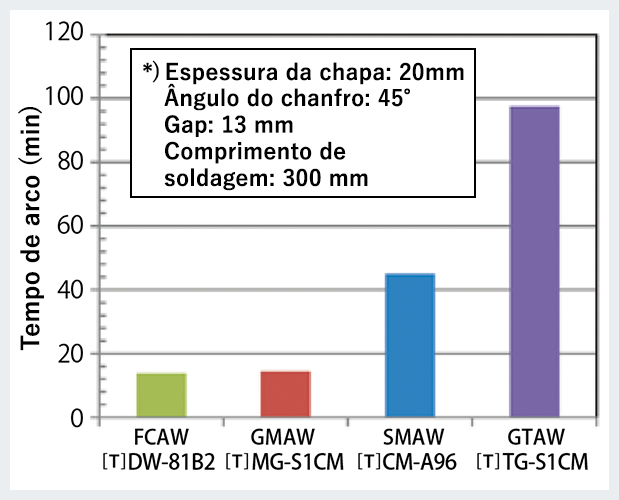
Figura 1: Comparação dos tempos de arco nos
processos de soldagem:
Os processos de soldagem SMAW, SAW, GMAW e GTAW são normalmente aplicados na fabricação de caldeiras; contudo, fluxos não metálicos (FCWs) fornecem eficiência mais alta do que varetas de solda TIG (GTAW) e eletrodos revestidos (SMAW), conforme mostrado na figura 1. Por ser capaz de criar uma excelente aparência do cordão de solda mesmo nas mais severas posições, como em tubulações fixas, os FCWs têm se tornado tendência na maioria dos estaleiros. Consequentemente, é esperado que os FCWs irão se expandir no futuro próximo para as indústrias que exijam aços resistentes ao calor, como na fabricação de caldeiras.
Neste artigo, serão abordados os FCWs para aços resistentes ao calor 1.25Cr-0.5 e 2.25Cr-1Mo que atendem as especificações da AWS.
2.Linha de FCWs para aços resistentes ao calor
A seleção de FCWs da Kobe Steel para aços resistentes ao calor é apresentada na tabela 2. Eles são classificados de acordo com os aços e gases de proteção conforme especificado pela AWS e ainda em conformidade com a ASME F-Número e A-Número.
| 100%CO2 | Ar-20%CO2 | ASME F-No. |
ASME A-No. |
|
|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C [AWS A5.29 E81T1-B2C] |
[T]DW-81B2 [AWS A5.29 E81T1-B2M] |
6 | 3 |
| 2.25Cr-1Mo | [T]DW-91B3C [AWS A5.29 E91T1-B3C] |
[T]DW-91B3 [AWS A5.29 E91T1-B3M] |
6 | 4 |
A AWS também especifica o tratamento térmico pós-soldagem (PWHT) a 690℃ por 1 hora (690℃ x 1 h). Em razão do PWHT ser normalmente realizado na prática, é necessário projetar consumíveis de soldagem que forneçam excelentes propriedades mecânicas após o PWHT, considerando os seguintes pontos:
(1) minimizar impurezas como P e S nas matérias-primas;
(2) projetar para baixo C e alto Mn de modo a prover temperabilidade moderada e estabilizar a resistência do entalhe.
As tabelas 3 e 4 mostram composições químicas e propriedades mecânicas típicas após o PWHT dos metais depositados, respectivamente. As composições químicas e as propriedades de tração satisfazem os requisitos da AWS e as propriedades de impacto à temperatura ambiente (+20 ℃) são suficientes.
| Tipo de aço | Designação comercial | Gás de proteção | C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C | 100%CO2 | 0.05 | 0.21 | 0.96 | 0.009 | 0.004 | 1.22 | 0.50 |
| [T]DW-81B2 | Ar-20%CO2 | 0.06 | 0.29 | 0.97 | 0.010 | 0.005 | 1.30 | 0.50 | |
| AWS A5.29 B2 |
Min Max |
0.05 0.12 |
- 0.80 |
- 1.25 |
- 0.030 |
- 0.030 |
1.00 1.50 |
0.40 0.65 |
|
| 2.25Cr-1Mo | [T]DW-91B3C | 100%CO2 | 0.06 | 0.18 | 0.99 | 0.007 | 0.004 | 2.26 | 1.00 |
| [T]DW-91B3 | Ar-20%CO2 | 0.06 | 0.29 | 1.12 | 0.008 | 0.004 | 2.38 | 1.01 | |
| AWS A5.29 B3 |
Min Max |
0.05 0.12 |
- 0.80 |
- 1.25 |
- 0.030 |
- 0.030 |
2.00 2.50 |
0.90 1.20 |
| Tipo de aço | Designação comercial | Gás de proteção | Condição PWHT |
0.2%YS (MPa) |
TS (MPa) |
El (%) |
vE+20℃ (J) |
|---|---|---|---|---|---|---|---|
| 1.25Cr-0.5Mo | [T]DW-81B2C | 100%CO2 | 690℃x1h | 539 | 619 | 23 | 54 |
| [T]DW-81B2 | Ar-20%CO2 | 570 | 654 | 22 | 31 | ||
| AWS A5.29 B2 |
677-704℃ x1-1.25h |
Min.470 | 552 - 689 |
Min.19 | - | ||
| 2.25Cr-1Mo | [T]DW-91B3C | 100%CO2 | 690℃x1h | 571 | 659 | 22 | 82 |
| [T]DW-91B3 | Ar-20%CO2 | 621 | 696 | 22 | 111 | ||
| AWS A5.29 B3 |
677-704℃ x1-1.25h |
Min.540 | 621 -758 |
Min.17 | - |
3.Usabilidade dos FCWs para aços resistentes ao calor
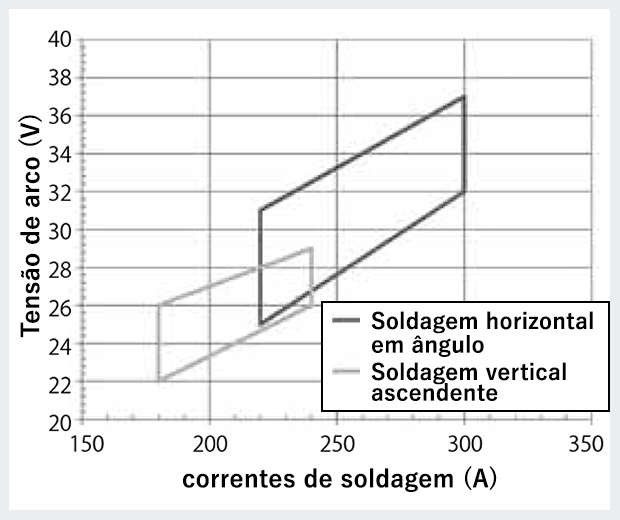
Figura 2: Faixas aplicáveis de correntes de soldagem e
tensões de arco por posição de soldagem
Nos FCWs da Kobe Steel para aços resistentes ao calor, agentes para formação de escória como o rutílio (TiO2) são adicionados para aumentar a usabilidade em todas as posições de soldagem. A figura 2 mostra as faixas aplicáveis da corrente de soldagem e da tensão do arco em soldagens horizontais em ângulo e verticais ascendentes. Assim, a corrente de solda pode ser de até 300 A em soldagens horizontais em ângulo e 240 A em soldagens verticais ascendentes. Além disso, uma ampla faixa de tensões de arco pode ser usada.
A figura 3 mostra as aparências dos cordões e os cortes transversais das macroestruturas em soldas horizontais em ângulo e verticais ascendentes, respectivamente. Adicionalmente à obtenção de penetração suficiente e à margem de solda de boa qualidade, não aparecem partículas grandes de adesão de respingos, o formato do cordão apresenta poucas irregularidades e a aparência do cordão é brilhante.
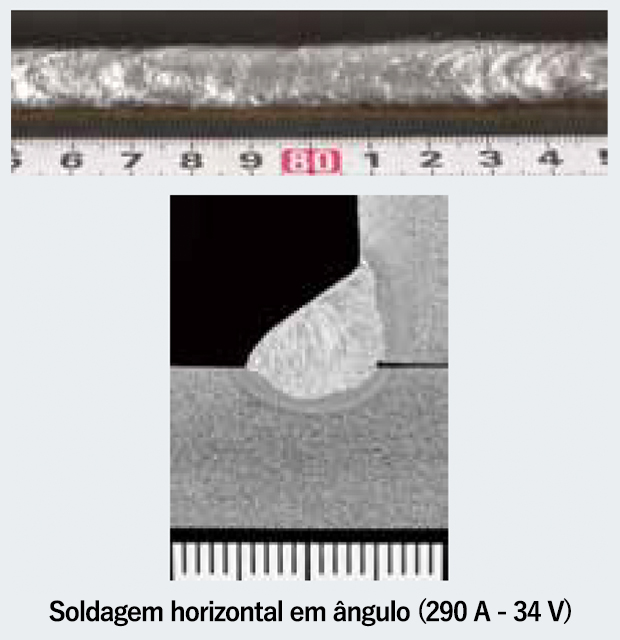
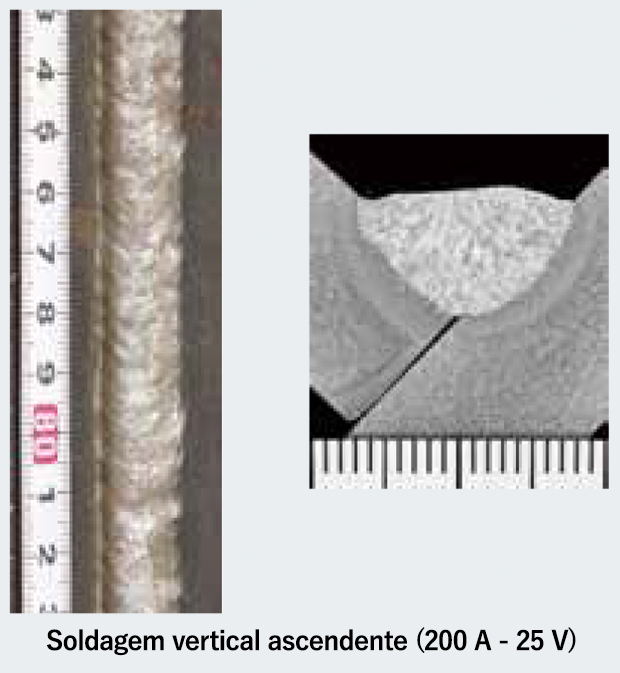
Nota: [T] DW-81B2C diâm. 1,2 mm
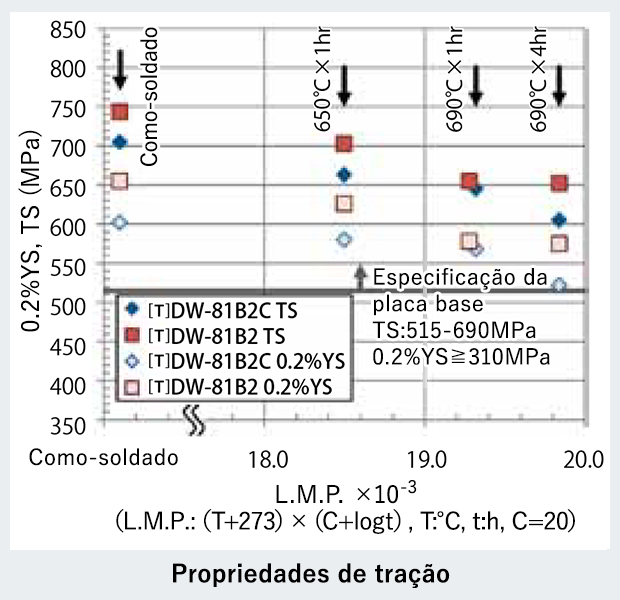
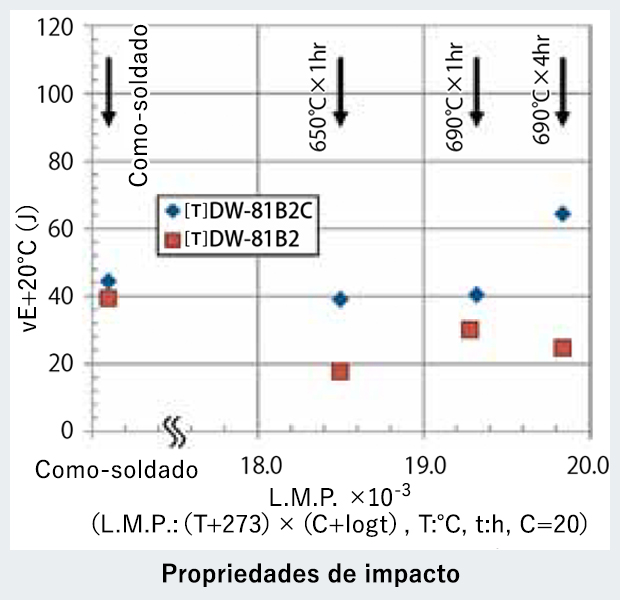
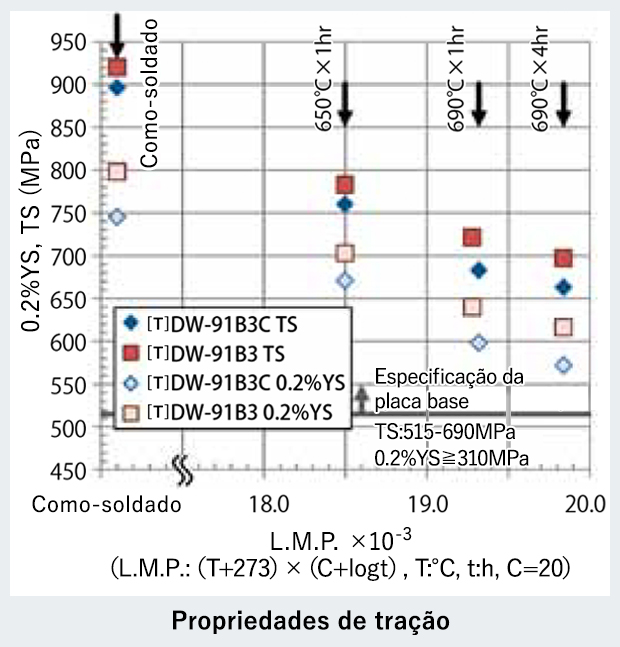
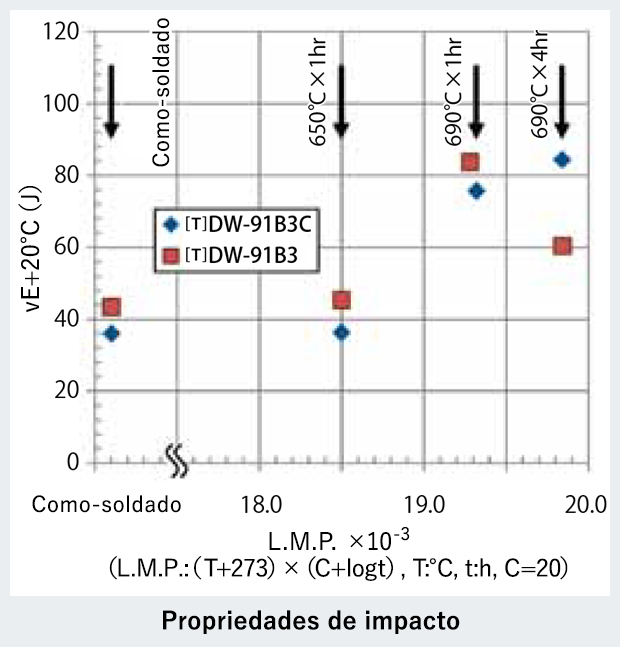
4.Propriedades mecânicas dos FCWs para aços resistentes ao calor sob diversas condições de PWHT
As figuras 4 e 5 indicam as propriedades mecânicas sob diversas condições de PWHT, incluindo como referência a condição como-soldado.
Com relação à tensão de escoamento de 0,2% (0,2% YS) e à resistência à tração, os FCWs satisfazem plenamente os limites inferiores daqueles do metal base, mesmo sob condições de PWHT de tão alta temperatura e longo tempo como 690 ℃ x 4 h. Por outro lado, é mais efetivo fazer o PWHT sob temperatura mais alta (650 ℃→ 690 ℃) e por maior tempo (1 h→4 h) para se atingir melhores propriedades de impacto.
5.Teor de hidrogênio difusível em metais soldados com FCWs para aços resistentes ao calor
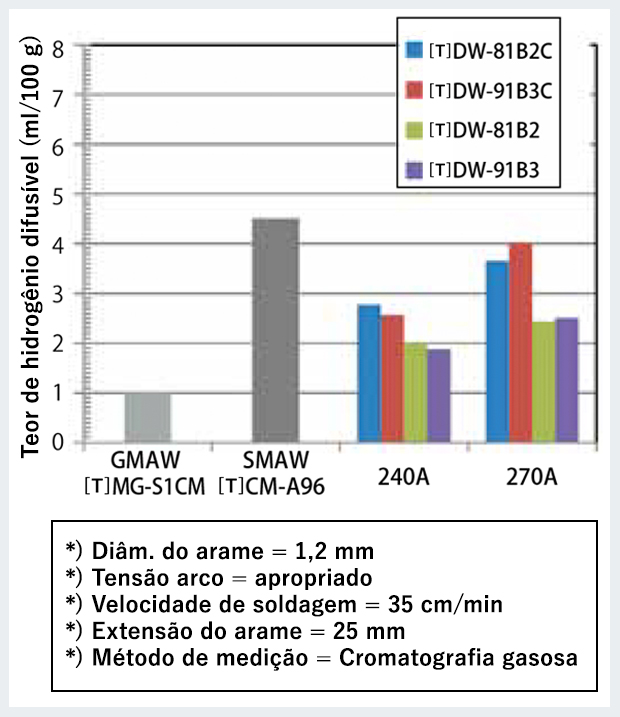
Figura 6: Teor de hidrogênio consumível do metal soldado
A figura 6 compara o teor de hidrogênio difusível de metais soldados com FCWs para aços resistentes ao calor com aqueles com arame sólido (GMAW) e eletrodo revestido (SMAW).
O teor de hidrogênio difusível dos FCWs é de 2 a 4 ml/100 g, que é inferior ao do [T] MG-S1CM (GMAW), porém quase equivalente ao do [T] CM-A96 (SMAW).
Cada um dos testes acima foi realizado imediatamente após a abertura das caixas dos consumíveis de soldagem. Porém, em razão da absorção ou da aderência de umidade aos consumíveis de soldagem, o teor de hidrogênio difusível pode aumentar se os consumíveis de soldagem permanecerem nas caixas abertas por muito tempo. Portanto, é recomendável que os consumíveis sejam prontamente usados após a abertura de suas caixas.
6.Resistência à trincas no alívio de tensões de metais soldados com FCWs para aços resistentes ao calor
Nas soldagens de aços resistentes ao calor, o PWHT é realizado para aumentar as propriedades de impacto do metal soldado e também para remover tensões residuais. Todavia, fissuras por alívio de tensões (SR) ou fissuras por reaquecimento podem ocorrer durante o processo de PWHT. Dois motivos são amplamente reconhecidos como causadores de fissuras por SR.
A fórmula da suscetibilidade de fissuração por SR para endurecimento por precipitação é a seguinte:
[Caso ΔG > 0, a fissuraração ocorre.]
[Caso PSR ≥ 0, a fissuração ocorre.]
Cu 1,0%; Mo 2,0%
A fórmula acima mostra que o Cr, Mo, Ti, V e Nb são os elementos que levam à formação de precipitados e ao enfraquecimento da resistência à fissuras por SR. Todavia, é importante notar que estas questões são mais relevantes para aços resistentes ao calor do que para aços carbono, porque Cr e Mo são os elementos principais e obrigatórios em aços resistentes ao calor.
Neste sentido, o rutílio (TiO2) é outro importante aspecto no projeto de FCWs para aços resistentes ao calor. Embora seja comumente utilizado em FCWs para todos os tipos de posição como agente de formação de escória, o elemento Ti decomposto do TiO2 inevitavelmente se mistura ao metal de solda, resultando em redução da resistência à fissuras por SR. Também existe a possibilidade que o V e Nb possam se misturar com o metal soldado uma vez que são impurezas inevitáveis nas matérias-primas para consumíveis de soldagem.
Os FCWs para aços resistentes ao calor devem ser cuidadosamente projetados sob o ponto de vista do ponto de fissuração por SR. Nos FCWs da Kobe Steel para aços resistentes ao calor, as impurezas nas matérias-primas são rigorosamente controladas, resultando na obtenção de excelente resistência à fissuras por SR.
Dois métodos de avaliação de resistência à fissuração por SR são disponíveis: o teste de alta temperatura/tração com taxa de deformação lenta e o teste de fissuração com anel em C. A figura 7 compara a redução de área após a fratura no teste de alta temperatura/tração com taxa de deformação lenta.
Se a redução da área após a fratura for baixa, a resistência ao fissuramento por SR é fraca. O FCW sem o controle de impurezas resultou em uma baixa redução da área após a fratura. Em contrapartida, o [T] DW-81B2 FCW, no qual as impurezas são controladas, possui uma redução de área após a fratura praticamente equivalente que o [T] CM-A96MBD, um eletrodo revestido que é utilizado na soldagem de vasos de pressão.
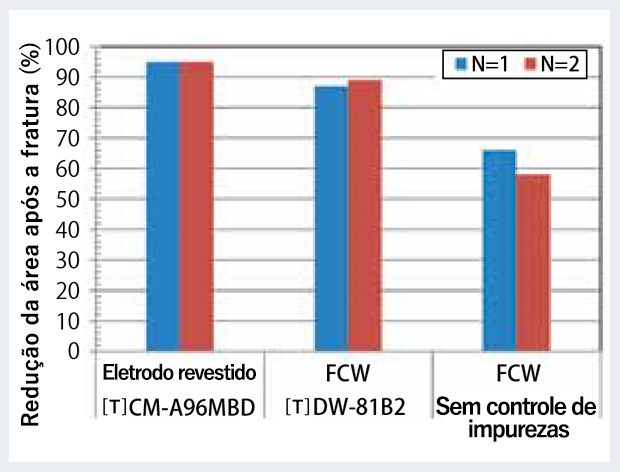
Figura 7: Comparativo de redução de área após fratura em
teste de alta temperatura/tração com taxa de deformação
lenta
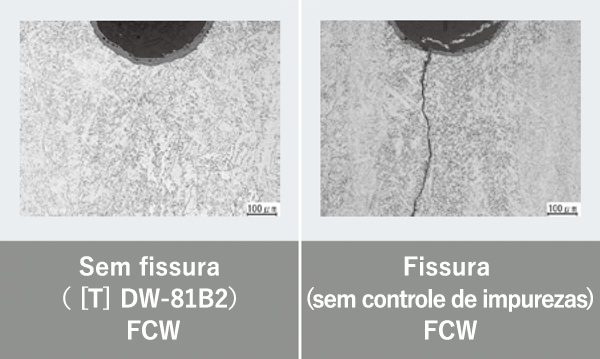
Figura 8: Observação de fissura ou não fissura na porção
de entalhe U em teste de fissuração com anel em C
Os resultados do teste de fissuração com anel em C são mostrados na figura 8. Pode ser observado que a fissura ocorreu com o FCW sem controle de impurezas, que foi o mesmo FCW que o mostrado na figura 7. Por outro lado, não ocorreu fissuração com o [T] DW-81B2, no qual as impurezas são controladas. Estes resultados demonstram que o [T] DW-81B2 possui excelente resistência à fissuras por SR.
7.Notas para utilização
Nas soldagens, a condição PWHT deve ser determinada considerando as propriedades mecânicas requeridas, mesmo que que os FCWs para aços resistentes ao calor mostrem boas propriedades mecânicas dentro da faixa de 650 - 690 ℃ x 1 - 4 h conforme mostrado no ponto 4 acima (Propriedades mecânicas dos FCWs para aços resistentes ao calor sob diversas condições de PWHT).
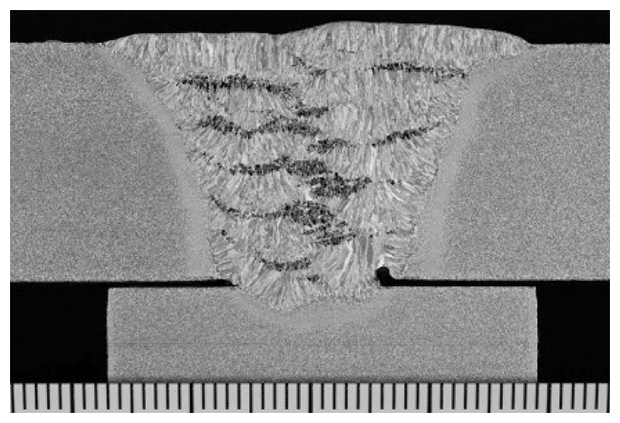
Figura 9: Macroestrutura de seção transversal mostrando
geração de banda de ferrite (PWHT: 710℃ x 24 h)
Por exemplo, sob condição PWHT de alta temperatura e longo tempo como 690 ℃ x 4 h, o 0,2% YS e TS dos FCWs podem satisfazer plenamente o limite inferior daqueles do metal base, e é vantajoso para aumentar as propriedades de impacto. Por outro lado, se aplicado um PWHT com temperatura alta e tempo longo excessivos, isto pode causar a formação de uma estrutura macia chamada de banda ferrítica, o que pode resultar em diminuições extremas no TS e na resistência do entalhe.
Portanto, é recomendado proceder um teste de confirmação prévio, para determinar se as propriedades mecânicas irão satisfazer os requisitos quando alta temperatura e longo tempo excessivos de mais de 690 ℃ x 4 h forem aplicados.
Finalmente, não é recomendável que os FCWs abordados acima sejam aplicados na soldagem de vasos de pressão ou partes que requerem resistência à pressão que especifiquem resistência à baixa temperatura. A aplicação destes FCWs deve ser utilizada em partes sem requisitos de resistência rigorosos ou, em outras palavras, sem requisitos de resistência à pressão.
8.Posfácio
Neste artigo, foram abordados os FCWs para aços resistentes ao calor 1.25Cr-0.5 e 2.25Cr-1Mo que atendem as normas da AWS. Eles são projetados para atender aos requisitos não apenas de composições químicas e propriedades de tração, mas também propriedades de impacto. Além disso, como são destinados a diminuir a suscetibilidade à fissuras por SR que é peculiar em aços resistentes ao calor, se espera que estes FCWs contribuam para a melhoria da eficiência de soldagem.
Com base nos retornos de clientes que aplicam estes consumíveis de soldagem no campo, a Kobe Steel irá dedicar o máximo empenho para aprimorar mais as propriedades destes FCWs.
[Referências]
1. Jornal do The Japan Welding Society, 1992 vol. 61, no 6, pág. 469 - pág. 472
2. API RP 934-A, 2012, adendo 2, anexo B
3. Jornal do The Japan Welding Society, 1964 vol. 33, no 9, pág. 718 - pág. 725
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




