

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.30:Uma nova função para o sistema de soldagem robótico ARCMAN™: detecção da abertura da raiz por sensor a laser
Especificações técnicas Vol.30
Vol.30: Uma nova função para o sistema de soldagem robótico ARCMAN™: detecção da abertura da raiz por sensor a laser

1.Prefácio
Os sistemas de soldagem robóticos ARCMAN™ da KOBE STEEL são utilizados por muitos clientes nos campos da construção civil e de máquinas de construção, que fabricam aços estruturais a partir de chapas de espessuras média a grossa, conforme mostrado nas Figuras 1 e 2. Uma das vantagens dos sistemas robóticos é o aumento da eficiência de produção. Todavia, para alcançar isso nas soldagens, é essencial reduzir o tempo de ciclo, mas manter a qualidade das soldagens. Um robô apenas executa aquilo que o operador ensina, porém, dependendo da precisão das peças de trabalho e/ou dos chanfros, podem ocorrer casos onde o robô não consegue realizar soldagens precisas em determinadas condições de soldagem. Defeitos nas soldagens podem ocorrer porque as grandes estruturas, que utilizam chapas de espessuras média e grossa, podem provocar deformações e/ou erros de montagem. Como resultado, reparos são necessários na fase após o processo e a eficiência geral da produção é reduzida. Durante a soldagem, os soldadores mantêm seus olhos no formato da peça e/ou na abertura da raiz e ajustam as suas soldagens adequadamente. Para realizar soldagens de alta qualidade com um robô, portanto, seria necessário provê-lo com olhos.

Figura 1: Sistema de soldagem robótico “2 arcos”
ARCMAN™ para aço estrutural de montagem de grande
porte

Figura 2: Sistema de soldagem por robô ARCMAN™ para
braço de máquina de construção
Atualmente, os sensores de toque são a alternativa existente para equipar um robô com olhos. Eles permitem que a posição de uma peça de trabalho seja detectada, utilizando a tensão aplicada ao arame de solda, que se altera quando o arame toca na peça. No entanto, os sensores de toque são conhecidos por seus pontos fracos, como imprecisão, incapacidade de funcionar com certos formatos de chanfros e movimentos de detecção que necessitam de mais tempo do que o planejado. Para superar essas deficiências, a KOBE STEEL desenvolveu um novo sistema baseado na detecção da abertura da raiz, utilizando o controlador tipo CB, exclusivo da empresa, e um sensor a laser. Neste artigo, serão discutidas as características e o uso real da função de sensoriamento a laser.
2.Descrição do sensor a laser
2-1. Vantagens do sensor a laser
Existem três vantagens no emprego de um sensor a laser no sistema de soldagem robótico.
① Ampla faixa de juntas
Conforme mostrado na Figura 3, a detecção da abertura da raiz foi aplicada não apenas aos chanfros em V e em meio V convencionais, mas também ao chanfro em V curvado e à junta T, que não podem ser abrangidos pelo método de sensoriamento por toque.
② Medição altamente precisa
Como a resolução máxima de medição do laser é de 0,1 mm ou menos, medições altamente precisas são possíveis, dependendo das condições de medição e da peça.
③ Redução do tempo de ciclo
Visto que a ação de irradiar contra o chanfro e medir a abertura da raiz com o feixe linear a laser necessita ser feita somente uma vez, o tempo do ciclo de sensoriamento é reduzido. Por outro lado, conforme mostrado na Figura 4, o método de sensoriamento por toque requer repetidas operações para detectar a peça de trabalho e medir a abertura da raiz.
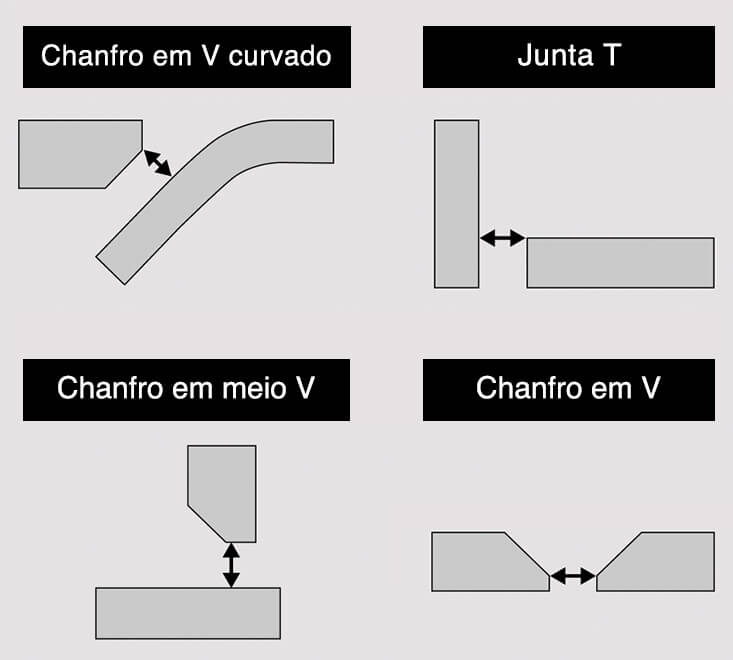
Figura 3: Formatos de chanfros aplicáveis à detecção
por sensoriamento a laser
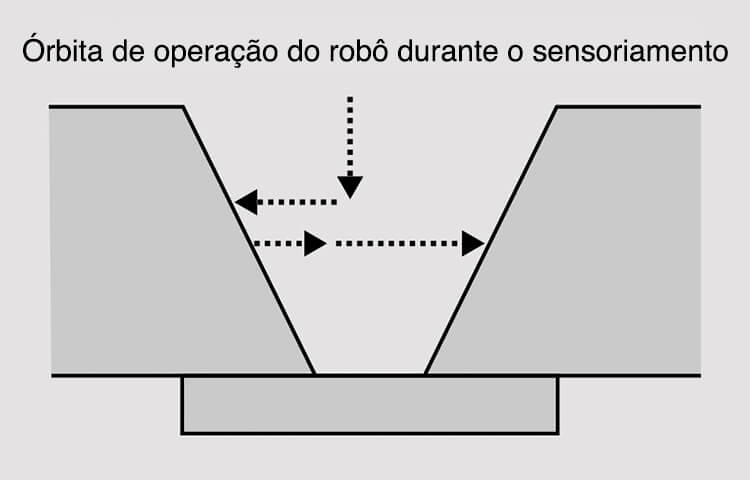
Figura 4: Medição da abertura da raiz pelo método de
sensoriamento por toque
A órbita de operação do robô varia, dependendo das condições de medição e da peça.
2-2. Desvantagens associadas com o sensoriamento a laser
Apesar das vantagens da aplicação de sensores a laser nos sistemas de soldagem robóticos, alguns pontos problemáticos têm atrasado a adoção de sistemas de sensoriamento a laser.
① Diminuição da taxa de operação
Considerando que o sensor a laser deve ser posicionado próximo à tocha de soldagem e que, portanto, deve ser montado adicionalmente nos sistemas de soldagem, a taxa de operação do robô pode diminuir devido a possível interferência do sensor a laser com as peças de trabalho.
② Necessidade de medidas de segurança
A instalação e o uso de equipamentos a laser necessitam de medidas de segurança específicas, de acordo com as normas de classificação do laser, devido à necessidade de proteger os corpos das pessoas contra as exposições prejudiciais dos feixes laser.
③ Influência da condição da peça de trabalho
Como a medição é realizada através da reflexão do feixe de laser na peça de trabalho, a condição da superfície da peça e/ou qualquer imperfeição podem ter uma grande influência nos resultados.
2-3. Uma solução para as desvantagens do sensoriamento a laser

Figura 5: O sensor a laser SFK350, feito sob medida
Para resolver as questões mencionadas acima, a KOBE STEEL, em parceria com a SERVO-ROBOT INC, oferece o sensor a laser SFK350, feito sob medida e especialmente projetado para os sistemas de soldagem robóticos ARCMAN™. Como o SFK350 (vide Figura 5) aumenta a produtividade de sensores a laser é apresentado abaixo.
① O corpo estreito permite que o SFK350 seja utilizado em espaços confinados.
A Tabela 1 compara o tamanho do SFK350 feito sob medida com o de um sensor a laser convencional. É fácil observar que o SFK350 tem um tamanho cerca de 50% menor e um peso aproximadamente 10% inferior, o que certamente restringe a redução da taxa de operação.
| SFK350 | Sensor a laser convencional |
|
|---|---|---|
| Volume (cm3) | 368 | 749 |
| Peso(g) | 600 | 670 |
② A classificação do laser é menos restritiva
Conforme a Segurança de Produtos a Laser (JIS C 6802: 2018), o sensor convencional é classificado como laser de classe 3B, o que requer o isolamento do ambiente de operação, e o SFK350, feito sob medida, é classificado como laser de classe 2M e não requer isolamento, o que possibilita utilizar o sistema de forma mais ampla.
A Tabela 2 apresenta um trecho dos Riscos e Medidas Preventivas contra Danos Causados por Feixes de Laser, fornecido pelo Chefe da Agência para Normas do Ministério da Saúde, Trabalho e Bem-Estar (Japão) para referência.
| Classe 2M | Classe 3B | |
|---|---|---|
| Equipamentos de proteção ・Óculos de segurança ・Luvas de trabalho com pouca exposição da pele |
Não requerida | Requerida |
| Isolamento periférico | Não requerida | Requerida |
| Designação da área de laser controlada | Não requerida | Requerida |
| Designação de encarregado pela segurança do laser | Não requerida | Requerida |
Como os sensores a laser convencionais possuem uma forte saída de feixe de laser, são classificados como laser de classe 3B e várias medidas de prevenção de riscos são requeridas. Além do isolamento periférico, do uso de equipamentos de proteção e da definição de uma área de laser controlada, também é requerido um encarregado para a segurança do laser.
As especificações do SFK350 estão indicadas na Tabela 3. Um sensor a laser com função de localização de costura de solda para a detecção de aberturas da raiz, enclausurado em um invólucro resistente para suportar qualquer ambiente de soldagem. Além disso, o algoritmo que mede as peças fabricadas com chapas de aço de média até grossa espessura da KOBE STEEL é conhecido por ser programável para todas as configurações de chanfro.
| SFK350 | |
|---|---|
| Classificação do laser | Classe 2M |
| Tipo de medição | Localização de costura de solda |
| Dimensões (largura x altura x profundidade) | 63mm x 139mm x 42mm |
| Profundidade de campo | 350mm |
| Stand off (distância da tocha à peça) | 200mm |
| Plano próximo (campo de visão) | 39mm |
| Plano distante (campo de visão) | 111mm |
| Resolução lateral | 0,07mm (@350mm) |
| Resolução da profundidade | 0.48mm (@350mm) |
③ Redução da influência da condição de superfície da peça
No sensoriamento a laser, o escaneamento é realizado para reduzir a influência da condição da superfície da peça de trabalho. As adesões de fumos da soldagem ou respingos de solda na superfície da peça ou no interior do chanfro, ou mesmo as marcas deixadas no processamento ou na montagem, podem alterar a forma aparente do chanfro em um determinado ponto, resultando em medições incorretas quando somente um ponto é medido pelo sensor a laser.
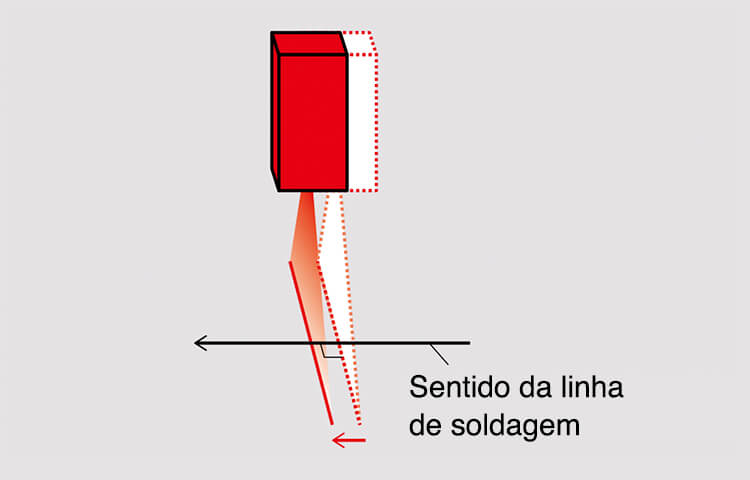
Figura 6: Operação de escaneamento do sensor a laser
Por essas razões (conforme mostrado na Figura 6), o sensor a laser escaneia primeiro uma certa distância ao longo do sentido da linha de soldagem para obter dados de medições, que então são utilizados para calcular valores médios e assim reduzir a possibilidade de uso de medições incorretas.
2-4. Comparação do sensoriamento a laser com o sensoriamento por toque
A tabela 4 apresenta a comparação entre o sensoriamento a laser e o sensoriamento por toque. Uma vez que ambos os métodos de sensoriamento possuem vantagens e desvantagens, é necessário determinar inicialmente se o uso do sensor a laser é aplicável para uma determinada peça de trabalho.
| Sensoriamento a laser | Sensoriamento por toque | |
|---|---|---|
| Juntas aplicáveis | Muitas | Poucas |
| Resolução da medição | 0,1 mm ou menos | Cerca de 0,5 mm |
| Tempo de sensoriamento | Cerca de 1 s (tempo de escaneamento) | Cerca de 10 s (tempo de detecção) |
| Influência na taxa de operação | Sim | Não |
| Influência da condição da superfície | Influenciado por reflexão | Influenciado por peças não condutivas |
| Influenciado por perturbações | Luz direta da luz do arco | Não |
| Precisão (i.e., diferenças nas dimensões e condições de processamento entre a peça e o desenho) | Necessário acrescentar as dimensões e medições da peça de trabalho baseadas nas condições de processamento. | O mesmo ajuste pode ser aplicado, mesmo se houver algum grau de dispersão. |
| Custo | Alto | Baixo |
Nota: o texto em azul indica as vantagens.
3.Componentes do sistema
O sistema de sensoriamento a laser é composto por um sensor a laser, pelo robô ARCMAN™ e pelo controlador CB, mostrados na Figura 7.
Quando o sensoriamento a laser é realizado, as informações do chanfro da peça alvo são enviadas pelo controlador CB ao sensor do laser, e então o sensoriamento é executado através de um algoritmo baseado nas informações do chanfro. O controlador CB obtém os resultados medidos pelo sensor a laser, como a distância até o centro do chanfro, a abertura da raiz (ou largura da abertura) e outras características do chanfro alvo. As informações acumuladas são exibidas como resultados do sensoriamento a laser na tela do teach pendant, conforme mostrado na Figura 8.
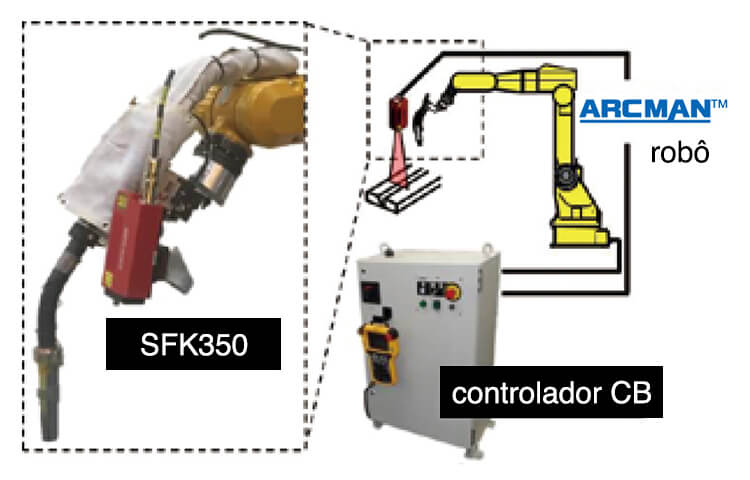
Figura 7: Componentes o Sistema de Sensoriamento
a Laser
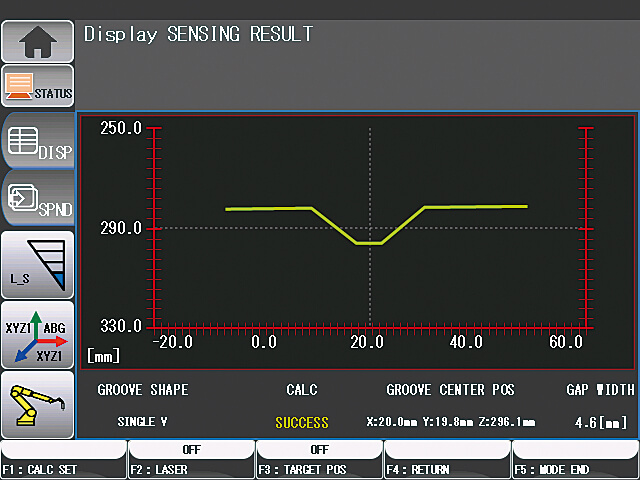
Figura 8: Tela de exibição dos resultados do
sensoriamento a laser
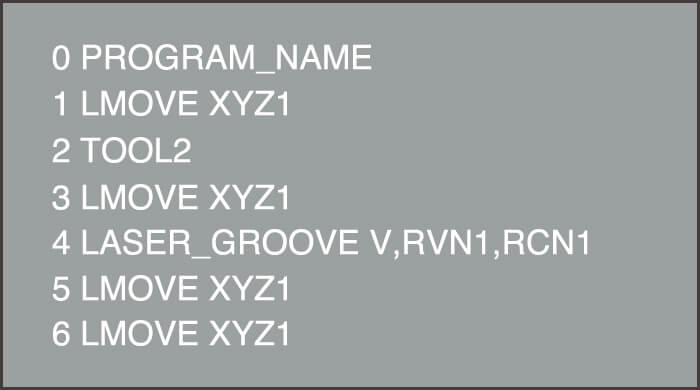
Figura 9: Programa de aprendizagem do sensoriamento a laser
O programa de aprendizagem é realizado utilizando o comando programado exclusivamente para o sensoriamento a laser (vide Figura 9). Deve-se observar que o sensoriamento a laser é composto por três ações (ou funções): radiação laser, medição e aquisição de resultados. Embora seja possível usar mais do que um comando em combinação com o versátil comando para cada função, também é possível realizar o sensoriamento a laser executando o comando programado exclusivo.
Os conteúdos detalhados estão nos três seguintes pontos:
① Configuração do chanfro ou valor do algoritmo a medir
② Local de armazenamento do valor de correção medido pelo sensor a laser
③ Local de armazenamento da abertura de raiz medida pelo sensor a laser
A função de detecção da abertura de raiz, combinada com a abertura de raiz medida e as funções robóticas, possibilita soldagens de acordo com a condição de soldagem ajustada para a abertura de raiz medida. Detalhes relativos ao método de aprendizagem são fornecidos no manual de operação do sensoriamento a laser SFK350.
4.Contribuição para uma maior qualidade de soldagem
Uma importante contribuição para soldagens de alta qualidade é a função de sensoriamento da abertura, que ajusta automaticamente as condições de soldagem de acordo com os resultados medidos das aberturas de raiz que variam de tamanho no chanfro. As variações na abertura de raiz devem ser medidas antes da soldagem de uma peça.
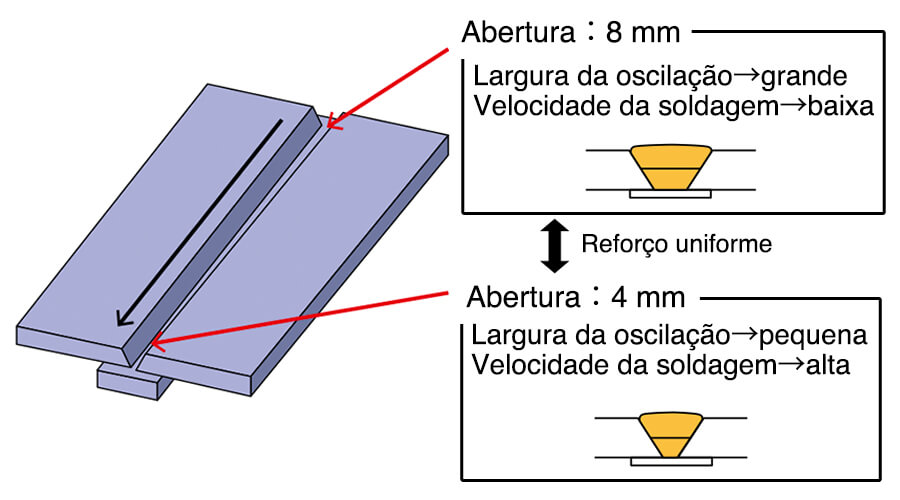
Figura 10: Função de sensoriamento da abertura de raiz
A Figura 10 mostra uma abertura de raiz com formato cônico em um chanfro que varia de 8 mm a 4 mm. Nesse caso, a aprendizagem deve ser programada com a abertura de raiz de 4 mm.
Embora a abertura de raiz na peça de trabalho real seja diferente da abertura na peça de aprendizagem, a largura da oscilação e a velocidade da soldagem são ajustadas automaticamente para fornecer um reforço uniforme do cordão de solda.
5.Posfácio
Esse relatório apresentou a função de detecção da abertura de raiz por sensor a laser, que permite a realização de soldagens de maior qualidade por sistemas de soldagem robóticos. Especificamente, o artigo examinou algumas das diferenças entre o sensoriamento a laser e o sensoriamento por toque e suas respectivas características, e abordou exemplos de aplicações reais.
Como base para o desenvolvimento dessa função, as seguintes duas funções foram adicionadas:
① Comando programado exclusivamente para o sensoriamento a laser
② Tela para exibição dos resultados do sensoriamento
Essas funções fornecem uma operação mais fácil dos sistemas de soldagem robóticos ARCMAN™ que possuam sensor a laser instalado.
A KOBE STEEL irá continuar a desenvolver tais produtos para que todos os clientes possam usufruir das soldagens robotizadas com completa satisfação.
1. JIS C 6802: 2018, Safety of Laser Products;
Japanese Industrial Standard (fevereiro de 2005)
2. Notification from the Head of Standards Bureau of Ministry of Health, Labor and Welfare, no 0325002 (25 de março de 2005)
3. Operation Manual of Laser Sensing Function (para SFK350) Capítulo 2, Coluna 1 Teaching Method of Root Gap Detection Command, KOBE STEEL, LTD.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




