

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.32:O novo SAW FAMILIARC™ US-29HK /TRUSTARC™ PF-H55LT-N para Geradores de Energia Eólica Offshore
Especificações técnicas Vol.32
Vol.32: O novo SAW FAMILIARC™ US-29HK /TRUSTARC™ PF-H55LT-N para Geradores de Energia Eólica Offshore

1.Prefácio
A soldagem por arco submerso (SAS) é um processo de soldagem por arco comum, e no Japão cerca de 11% dos consumíveis de soldagem são aplicados em SAS. Ele é utilizado principalmente em linhas de soldagem retas e longas de tubos e dutos de aço, estruturas e pontes de aço, construção naval e na engenharia química/máquinas.
Apenas três tipos de indústrias são responsáveis por mais da metade do consumo dos consumíveis para SAS: a de tubos e dutos de aço, a da construção de estruturas/pontes de aço e a da construção naval. Todavia, entre essas três, a construção de estruturas/pontes de aço e a construção naval consomem proporções maiores de SAS que a indústria de tubos/dutos.
Desde 2000, tem aumentado constantemente o interesse por alternativas para a geração de energia que produzam menos emissões de CO2, em resposta às questões ambientais, como o aquecimento global. Por exemplo, muitos países tem acelerado a introdução de geradores de energia que utilizam a energia renovável do vento e a energia solar. Especialmente na Europa, onde as condições para energia a partir do vento são excelentes, a instalação de geradores de energia eólica tem se difundido. Além disso, geradores de grande porte que aumentam ainda mais a capacidade de geração de energia elétrica de geradores de energia eólica offshore tem chamado a atenção recentemente.

Muitos geradores de energia eólica são suportados por uma mono-estaca, um cilindro de aço de grandes dimensões conduzido até um nível profundo abaixo do leito do mar e que serve como fundação para a torre e o aerogerador. Nessas tubulações, o processo altamente eficiente SAS é o principal aplicado, em especial o método SAS com chanfro estreito, por ser muito eficiente e economizar mão de obra.
A KOBELCO oferece agora a recém desenvolvida combinação do arame [F]US-29HK e do fluxo [T]PF-H55LT-N como consumíveis de SAS mais apropriados para chanfros estreitos, soldas por costura e/ou soldagens circunferenciais de tubos e dutos de aço, bem como para serviços à baixa temperatura.
2.Propriedades da combinação do arame [F]US-29HK e do fluxo [T]PF-H55LT-N
Conforme mostrado na Tabela 1, o fluxo SAS [T]PF-H55LT-N é um fluxo ligado do tipo fluoreto básico e possui excelente usabilidade mesmo em chanfros estreitos em virtude da sua excepcional otimização dos componentes do fluxo. Combinado com o arame SAS [F]US-29HK, fornece uma resistência do entalhe extremamente estável até - 60 °C e é aplicável em corrente alternada (CA) e corrente contínua (CC), eletrodo positivo (CCEP). Ele também é recomendado para a utilização na condição como soldado.
| Tipo de fluxo do [T]PF-H55LT-N | Tipo fluoreto básico |
|---|---|
| Classificação eletrodo-fluxo | AWS A5.23 F8A8-EH12K |
| Grau do metal base aplicável |
・Até aço de grau YP460 MPa (por ex.: DNV F460) |
| Características |
・Excelente remoção de escória e cordão de solda, e boa resistência aos vários defeitos em chanfros estreitos ・Alta resistência (até YP460 MPa) e excelente valor de impacto à baixas temperaturas de até - 60℃ ・Aplicável para polaridade CCEP e CA |
Nota. DNV: Det Norske Veritas
2-1. Propriedades do metal depositado
As Tabelas 2 e 3 mostram a composição química e as propriedades mecânicas em ambas as condições como soldado CCEP e CA, baseadas nos requisitos AWS. A Figura 1 exibe as propriedades da resistência do entalhe na condição como soldado e a Figura 2 mostra a aparência do cordão de solda.
O teor de hidrogênio difusível do metal depositado soldado pela combinação de Det. [F]US-29HK / [T]PF-H55LT-N com CCEP é mostrado na Tabela 4. Ela indica um nível extremamente baixo, de cerca de 3 ml/100 g, abaixo de H5.
| Polaridade | C | Si | Mn | P | S | |
|---|---|---|---|---|---|---|
| [F]US-29HK / [T]PF-H55LT-N | DCEP | 0.07 | 0.29 | 1.85 | 0.013 | 0.002 |
| AC | 0.08 | 0.27 | 1.73 | 0.013 | 0.002 |
Nota: Condição de soldagem: 550 A-30 V-42 cpm; Ext. = 30 mm; arame 4,0 mm diâm.
| Condição PWHT | Polaridade | 0.2%OS (MPa) |
TS (MPa) |
El (%) |
|
|---|---|---|---|---|---|
| [F]US-29HK / [T]PF-H55LT-N | Como-soldado | DCEP | 514 | 603 | 28 |
| AC | 534 | 618 | 29 | ||
| Especificação AWS (somente como soldado) | Mín. 469 | 552-690 | Mín. 22 | ||
Nota: Condição de soldagem: 550 A-30 V-42 cpm; Ext. = 30 mm; arame 4,0 mm diâm.
| Polaridade | Teor de hidrogênio difusível (ml/100 g) | Classificação da aprovação marítima |
||||
|---|---|---|---|---|---|---|
| N-1 | N-2 | N-3 | Avg. | |||
| [F]US-29HK / [T]PF-H55LT-N | DCEP | 3.2 | 3.3 | 3.3 | 3.3 | H5 |
Nota. *1. Condição de soldagem: 500 A-30 V-40 cpm; Ext. = 30 mm; 4,0 mm diâm. arame
*2. Método de teste: conforme JIS Z 3118 (cromatografia gasosa), equivalente aos métodos padrão AWS A4.3 para determinação do teor de hidrogênio difusível de metais de solda de aços martensíticos, bainíticos e ferríticos produzidos por soldagem por arco.
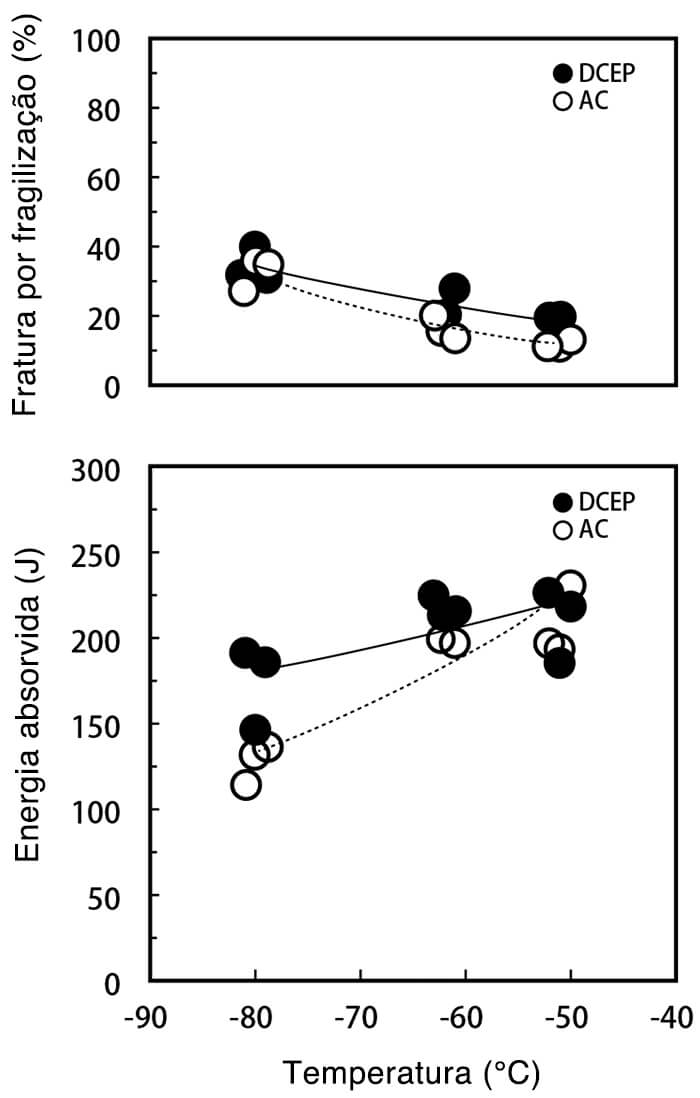
Figura 1: curva de transição da resistência
do entalhe na condição como soldado

Figura 2: Aparência do cordão
2-2. Teste de soldagem de junta de topo de ambos os lados em um chanfro estreito
Um teste de soldagem de junta de topo de ambos os lados em um chanfro estreito foi realizado com a combinação de [F]US-29HK / [T]PF-H55LT-N sob as condições de soldagem e os parâmetros de soldagem mostrados respectivamente nas Tabelas 5 e 6. Neste teste, o metal base foi uma chapa de aço de 80 mm de espessura com um chanfro em V de 60° no primeiro lado e um chanfro em V de 40° no segundo lado, e uma face da raiz de 10 mm entre eles, conforme mostrado na Figura 4. O primeiro lado foi soldado em 8 passes. Após a soldagem, o segundo lado teve usinado um chanfro de 16° em formato U (raio de 8 mm) com uma profundidade de 58 mm, a partir da superfície do segundo lado, como mostrado na Figura 5. A soldagem do segundo lado foi realizada em 21 passes pelo processo de soldagem tandem: um arame de 4,0 mm de diâmetro para o eletrodo de ângulo empurrando (CCEP) e dois arames de 2,4 mm de diâmetro para os eletrodos de ângulo puxando (CA), com o objetivo de aumentar a taxa de deposição, conforme mostrado na Figura 3. Os dois eletrodos de ângulo puxando foram conectados a uma única fonte de energia, mas através de dois bicos de contato.
Todavia, na soldagem real pode ser empregado um procedimento de soldagem diferente do descrito acima, incluindo a preparação das bordas. Para a soldagem do primeiro lado, pode ser preparado um chanfro em Y, ao invés de um chanfro duplo V, e após a soldagem do primeiro lado, um chanfro em formato U pode ser usinado. Ambos os processos são recomendados.
Com relação às reais condições de emprego do eletrodo de ângulo puxando, embora o método de dois arames passando por um bico de contato tenha sido adotado, o método recomendado é o de dois arames passando pelos respectivos dois bicos, com uma fonte de energia. Se dois arames forem usados em um único bico de contato, um problema como a adesão do arame de solda ao bico de contato irá requerer a substituição completa do bico de contato especial, ocasionando inatividade para o operador, além do consumo de bicos de contato especiais.
As Tabelas 5 e 6 mostram as condições de teste e os parâmetros de soldagem. As Figuras 3, 4 e 5 também mostram o posicionamento dos eletrodos na soldagem tandem e a sequência de passes em ambos os chanfros do primeiro e do segundo lado, respectivamente.
| Eletrodo | [F]US-29HK Eletrodo de ângulo empurrando (L): 4,0 mm diâm. Eletrodo de ângulo puxando (T): 2,4 mm de diâm. x 2 arames |
|---|---|
| Fluxo | [T]PF-H55LT-N |
| Metal base | JIS G 3106 SM490A, 80 mm de espessura |
| No de passes | Parâmetro de soldagem | Entrada de calor (kJ/mm) |
Temperatura de pré-aquecimento e de interpasse |
|
|---|---|---|---|---|
| 1o lado | 1 | Único, CCEP, 600 A-30 V-600 mm/min |
1.8 | 100-147 ℃ |
| 2 | Único, CCEP, 650 A-30 V-600 mm/min |
2.0 | ||
| 3-8 | Tandem, L: CCEP, 650 A-30 V T: CA, 600 A-32 V-700 mm/min |
3.3 | ||
| 2o lado | 1 | Único, CCEP, 600 A-30 V-600 mm/min |
1.8 | |
| 2-21 | Tandem, L: CCEP, 650 A-30 V T: CA, 600 A-32 V-700 mm/min |
3.3 |
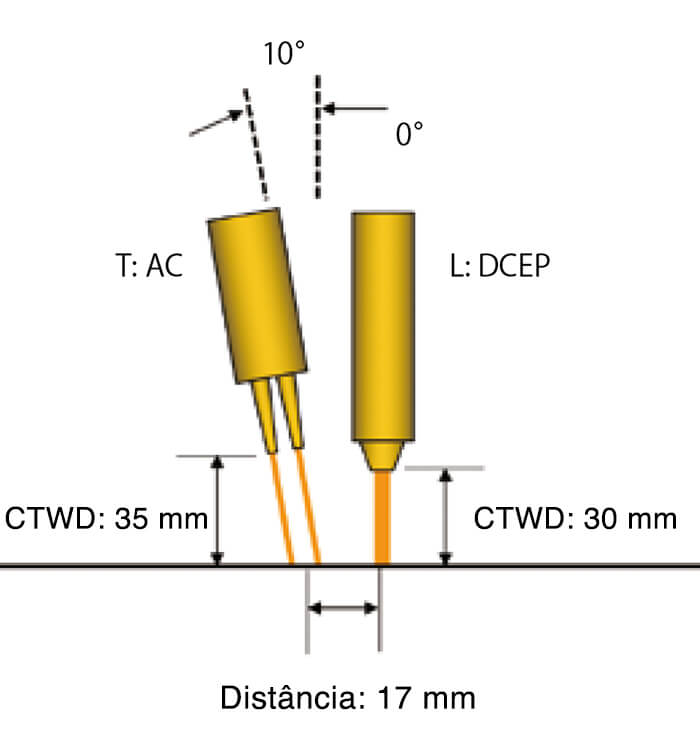
Figura 3: Posição dos eletrodos na soldagem tandem
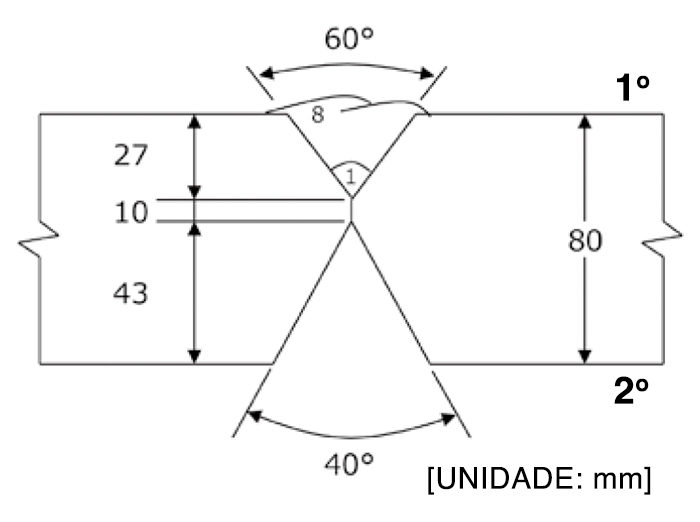
Figura 4: Configuração do chanfro e sequência de
passes para o 1o lado de soldagem
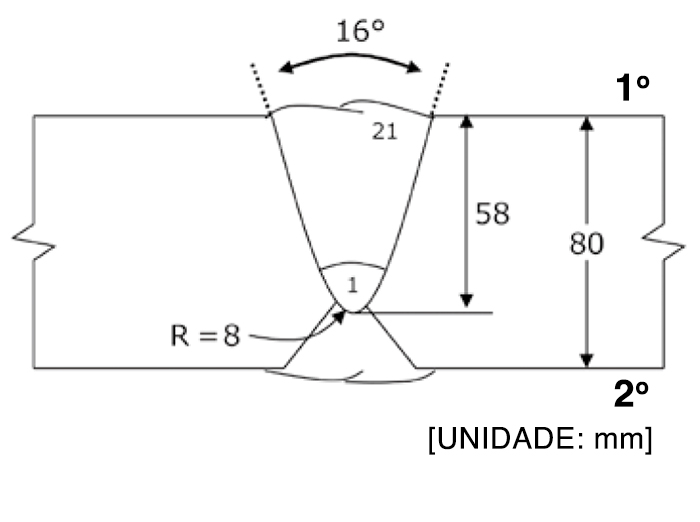
Figura 5: Configuração do chanfro e sequência de
passes para o 2o lado de soldagem
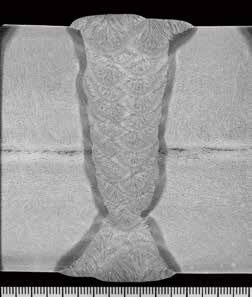
Figura 6: Seção macroscópica
em ambos os lados da soldagem
de junta de topo
Excelentes resultados foram obtidos na soldagem desta junta de topo. A Figura 6 mostra uma seção macroscópica e as Tabelas 7 e 8 apresentam a composição química e as propriedades mecânicas do metal de solda da junta de topo, respectivamente.
No geral, as propriedades da junta de topo soldada podem ser avaliadas como excelentes, em virtude da preservação da alta resistência, da conservação da resistência do entalhe a - 60℃ e em razão da temperatura de transição ser mantida abaixo de - 60℃.
| C | Si | Mn | P | S |
|---|---|---|---|---|
| 0.09 | 0.30 | 1.78 | 0.014 | 0.003 |
Nota. Localização da amostra do teste químico: centro da espessura da chapa
| Condição PWHT |
Localização da amostra |
0.2%OS (MPa) |
TS (MPa) |
El (%) |
vE-60℃ (J) |
vE-40℃ (J) |
||
|---|---|---|---|---|---|---|---|---|
| Como-soldado | 7 mm abaixo da superfície no 2o lado |
496 | 618 | 33 | 112 123 127 |
Avg. 121 | 161 156 147 |
Avg. 155 |
| 40 mm abaixo da superfície no 2o lado |
580 | 634 | 28 | 162 181 152 |
Avg. 165 | 194 196 196 |
Avg. 195 | |
| 73 mm abaixo da superfície no 2o lado |
591 | 664 | 28 | 128 130 179 |
Avg. 146 | 184 185 183 |
Avg. 184 | |
3.Notas para utilização
Os seguintes pontos devem ser observados:
(1) A combinação de arame [F]US-29HK e fluxo [T]PF-H55LT-N é mais apropriada para soldagens de multipasse e de multicamadas, porém, ela não é recomendada para soldagens com alto aporte de calor, como de dois lados, um passe de soldagem.
(2) O PWHT não é recomendado porque a combinação é projetada para obter excelentes propriedades mecânicas na condição como soldado.
(3) Também é recomendado secar novamente o fluxo uma ou duas horas antes de soldar a 300-350 °C, para evitar o craqueamento a frio.
4.Posfácio
A combinação de arame [F]US-29HK e de fluxo [T]PF-H55LT-N pode ser utilizada nas soldas de direções de costura e/ou circunferencial em tubos e dutos de aço com chanfros estreitos ou em formato U (ângulos de chanfro de 15 a 16 graus e abertura da raiz de 5 a 10 mm). Ela fornece propriedades de metal soldado estáveis, incluindo baixo teor de hidrogênio difusível.
Por essas razões, é esperado que no futuro seu uso torne-se mais difundido nos campos industriais onde juntas soldadas sólidas e confiáveis sejam requeridas.
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




