

- PÁGINA PRINCIPAL >
- PRODUTOS >
- Especificações técnicas >
- Vol.33:Fios fluxados para aços inoxidáveis: seleção por aplicação
Especificações técnicas Vol.33
Vol.33:Fios fluxados para aços inoxidáveis: seleção por aplicação

1. Prefácio
A Kobe Steel oferece uma ampla gama de fios fluxados (FCWs) para aços inoxidáveis para atender aos requisitos específicos de diversas indústrias. Este artigo tem como objetivo apresentar as características desses fios e compreender como selecionar o melhor FCW(s) para aço inoxidável para uma aplicação específica.
2. Características dos FCWs para aço inoxidável da série DW
Os FCWs são conhecidos por suas altas taxas de deposição e excelentes usabilidades. A alta taxa de deposição contribui para diminuir o tempo de soldagem, enquanto que a excelente usabilidade, por reduzir a geração de respingos de solda, ajuda a diminuir o tempo dos tratamentos de remoção de respingos que aderem às chapas de aço durante a soldagem. Assim, ambas características contribuem para aumentar a produtividade. Particularmente, quando os FCWs são empregados na soldagem de aço inoxidável austenítico, os cordões de solda possuem uma aparência bonita e uma alta resistência à corrosão.
Devido a suas muitas vantagens, a KOBE STEEL desenvolveu muitos tipos de FCWs para aço inoxidável. A série DW de FCWs para aço inoxidável é uma das linhas icônicas da empresa.

Figura 1: Fácil remoção de escória e aparência do cordão
bonita logo após a soldagem de [P] DW-308L
A série DW de FCWs para aço inoxidável fornece uma excelente estabilidade de arco não apenas com 100% de CO2, mas também com gases de proteção de mistura Ar-CO2. Além disso, como o [P] DW-308L e [P] DW-316L são projetados para oferecer uma fácil remoção de escória após a soldagem, a cor de têmpera em superfícies de cordões pode ser evitada conforme mostrado na Figura 1. Impedir a geração da cor de têmpera pode reduzir o tempo gasto em tratamentos ácidos e aumentar a produtividade.
Além da série DW, a KOBE STEEL oferece também FCWs do tipo metálico, incluindo os FCWs da série MX; os FCWs da série MM usados para o processo MX-MIG, soldagem de metal com gás inerte (MIG) com proteção 100% Ar; a série TG-X de varetas de solda para a soldagem TIG de passe de raiz sem gás de purga; e os FCWs da série DW-N para ligas à base de níquel.
3. Normas dos FCWs para aço inoxidável
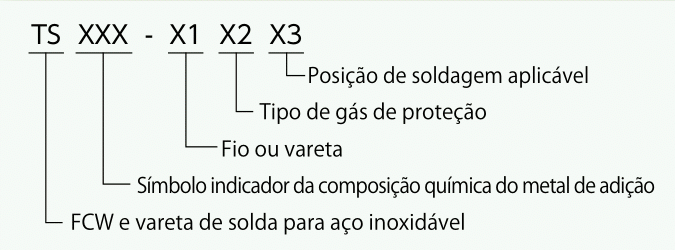
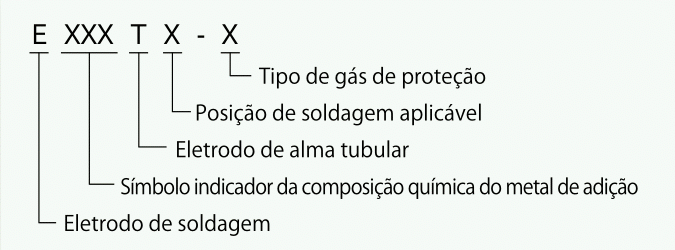
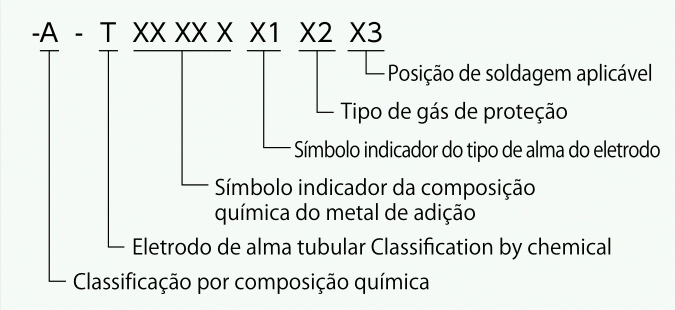
As três normas conhecidas relacionadas à soldagem são a JIS, AWS e ISO. As suas respectivas classificações são mostradas na Tabela 1. Os FCWs são classificados pela composição química do metal de solda, tipo de gás de proteção e posição de soldagem aplicável.
Tabela 1: Classificação por norma
(1) JIS Z 3323-2007
(2) AWS A5.22-2012
(3) ISO 17633-2017
Como exemplo, a classificação do [P] DW-308L em cada uma das normas é mostrada na Tabela 2. Símbolos como o 308 ou 316, que indicam a composição química do metal de adição em nomes comeciais de FCWs para aço inoxidável, correspondem às classificações JIS e AWS em geral.
| Norma | Classificação |
|---|---|
| JIS Z 3323-2007 | TS308L-FB0 |
| AWS A5.22 | E308LT0-1 E308LT0-4 |
| ISO 17633 | -A -T 19 9 L R C1 3 -A -T 19 9 L R M21 3 |
4 Série DW de FCWs para aço inoxidável
4-1. Série DW de FCWs para aço inoxidável para uso geral
A série DW de FCWs para aço inoxidável para uso geral proporciona excelente usabilidade na posição de soldagem plana e também na soldagem de filete horizontal. O zero (0) nas classificações AWS e JIS indicam a posição de soldagem. Os FCWs para aço inoxidável para uso geral da série DW típicos são mostrados na Tabela 3.
Os usuários devem selecionar um FCW específico de acordo com o metal base e a intenção de uso, conforme mostrado na Tabela 4.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| DW-308 | E308T0-1/4 | TS308-FB0 | 20Cr-10Ni | Plana e filete horizontal |
| [P] DW-309 | E309T0-1/4 | TS309-FB0 | 24Cr-13Ni | Idem |
| [P] DW-316 | E316T0-1/4 | TS316-FB0 | 19Cr-12Ni-2.3Mo | Idem |
| [P] DW-347 | E347T0-1/4 | TS347-FB0 | 19Cr-11Ni-0.6Nb | Idem |
| FCWs para aço inoxidável | Metais base |
|---|---|
| 308 | 304 |
| 308L | 304L |
| 309 | Materiais diferentes |
| 309L | Idem |
| 316 | 316 |
| 316L | 316L |
| 347 | 321, 347 |
Visto que normalmente a resistência às trincas tende a se deteriorar quando o teor de ferrite no metal de solda é baixo, o [P] DW-308 e [P] DW-316 são projetados para fornecer cerca de 10% de teor de ferrite no metal depositado, uma vez que a resistência às trincas tende a diminuir quando o teor de ferrite no metal soldado é baixo.
4-2. Série DW de baixo carbono de FCWs para aço inoxidável
Um símbolo de composição química seguido por L indica um tipo de baixo carbono, adequado para soldagem de um metal base de baixo carbono similar. Uma solda de alto carbono pode ter sua resistência à tração diminuída, uma vez que o carboneto de cromo que é gerado na zona termicamente afetada (HAZ) causa a redução da resistência à corrosão intergranular. Todavia, um aço inoxidável de baixo carbono normalmente possui uma excelente resistência à corrosão intergranular. Assim sendo, a atenção necessária deve ser dada. Os FCWs para aço inoxidável de baixo carbono típicos são mostrados na Tabela 5.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] DW-308L | E308LT0-1/4 | TS308L-FB0 | 20Cr-10Ni | Plana e filete horizontal |
| [P] DW-309L | E309LT0-1/4 | TS309L-FB0 | 24Cr-13Ni | Idem |
| [P] DW-316L | E316LT0-1/4 | TS316L-FB0 | 19Cr-12Ni-2.3Mo | Idem |
4-3. Série DW de FCWs para aço inoxidável para todas as posições de soldagem
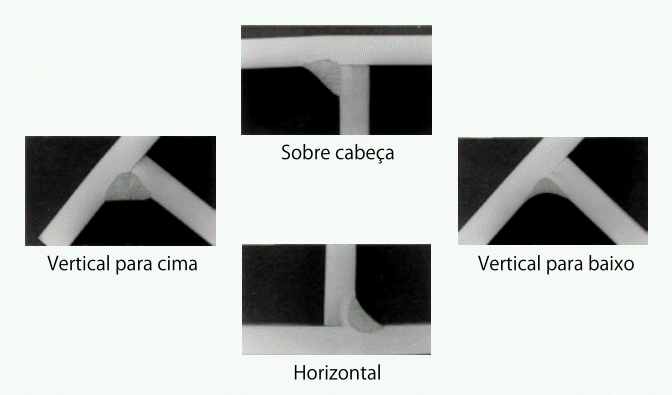
Figura 2: Seção transversal da macroestrutura da solda
de filete [P] DW-308LP (placa base 304L de espessura 3 mm)
Um FCW com o sufixo P no nome do produto indica que é adequado para todas as posições (ou posicionamentos) de soldagem. Ele fornece um belo formato de cordão de solda na posição de soldagem vertical (para cima) e de sobre cabeça, conforme mostrado na Figura 2. Nas classificações AWS e JIS, o um (1) indica a posição de soldagem. Os FCWs para aço inoxidável para todas as posições de soldagem da série DW típicos são mostrados na Tabela 6.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] DW-308LP | E308LT1-1/4 | TS308L-FB1 | 20Cr-10Ni | Todas posições |
| [P] DW-309LP | E309LT1-1/4 | TS309L-FB1 | 24Cr-13Ni | Idem |
| [P] DW-316LP | E316LT1-1/4 | TS316L-FB1 | 18Cr-12Ni-2.8Mo | Idem |
4-4. Série DW de FCWs para aço inoxidável para serviços de baixa temperatura
Um LT no nome do produto significa que o FCW é indicado para serviço de baixa temperatura. Em baixas temperaturas, a resistência geralmente é deteriorada quando o teor de ferrite aumenta no metal soldado, por isso, este tipo de FCW é projetado para restringir o teor de ferrite. Ao mesmo tempo, ele também é projetado para manter a energia absorvida igual ou maior do que 27J a -196 °C (temperatura de ebulição do nitrogênio liquefeito). Por outro lado, como a resistência às fissuras a quente diminui quando o ferrite é baixo, o equilíbrio entre a tenacidade e a resistência às trincas a quente deve ser considerado no projeto; entretanto, é necessário dar toda a atenção aos procedimentos de soldagem, por exemplo, corrente de soldagem excessiva e velocidade, bem como a utilização de um chanfro largo, de modo a restringir trincas a quente durante a soldagem.
A Tabela 7 mostra FCWs para aço inoxidável da série DW típicos para serviços de baixa temperatura e suas propriedades.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química do metal de solda (% em massa) | Propriedades de tração | Propriedades de impacto (-196°C) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | FN* | TS (MPa) | El (%) | Energia absorvida (J) | Expansão lateral (mm) | |||
| [P] DW-308LT | E308LT0-1/4 | TS308L-FB0 | 0.021 | 0.31 | 2.49 | 10.36 | 18.58 | - | 3 | 530 | 51 | 38 | 0.60 |
| [P] DW-316LT | E316LT1-1/4 | TS316L-FB0 | 0.020 | 0.37 | 1.58 | 11.89 | 17.57 | 2.20 | 5 | 530 | 44 | 39 | 0.56 |
*FN: Número de ferrite baseado no diagrama DeLong.
4-5. Série DW-H de FCWs para aço inoxidável para serviços de alta temperatura
Em muitos dos FCWs da série DW para uso geral, uma quantidade extremamente baixa de trióxido de bismuto (Bi2O3), um óxido de metal de baixo ponto de fusão, é adicionada para melhorar a remoção de escória.
Porém, o bismuto (Bi), um elemento ativador de superfície, sofre segregação de contorno e pode promover rupturas sob uma carga de tração sustentável quando submetido a altas temperaturas por um longo período. Portanto, de acordo com a AWS, um FCW para aço inoxidável que contenha Bi é impróprio para utilização em situações que excedam 400 °C ou para tratamentos térmicos pós-solda (PWHT) que superem 500 °C.
A série DW-H de FCWs, que não contém Bi, foi desenvolvida para uso em ambientes de alta temperatura e é adequada para essas aplicações.
Embora a JIS Z 3323 especifique que o teor de Bi no metal de adição seja inferior a 10 ppm (0,001%), essa quantidade é interpretada na prática como sem adição de Bi, em outras palavras, livre de Bi. Consequentemente, BiF indica consumível de soldagem para aço inoxidável livre de Bi, como em YF308C-BIF.
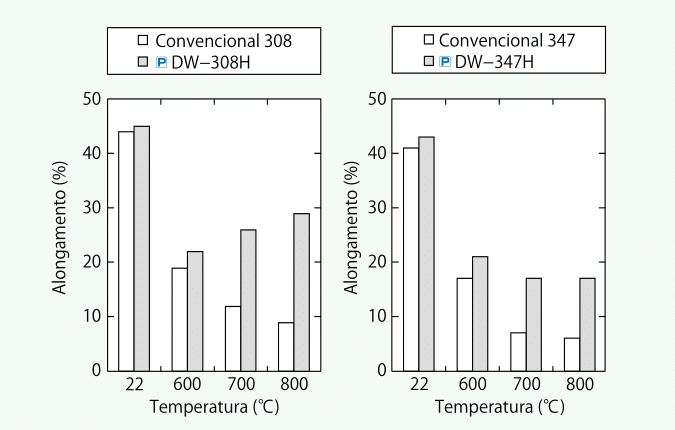
Figura 3: O efeito do Bi na ductilidade em altas temperaturas
Os FCWs para aço inoxidável para serviços de alta temperatura da série DW típicos são mostrados na Tabela 8. Os efeitos do Bi em testes de tração em alta temperatura nos metais de solda tipos 308 e 347 são mostrados na Figura 3.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química do metal de solda (% em massa) | Propriedades de tração | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | Bi | N | FNW* | TS (MPa) | El (%) | |||
| [P] DW-308H | E308HT1-1/4 | TS308H-BiF-FB0 | 0.056 | 0.49 | 1.16 | 9.14 | 18.65 | - | <0.001 | 0.028 | 5 | 607 | 47 |
| [P] DW-308LH | E308LT1-1/4 | TS308L-BiF-FB0 | 0.026 | 0.41 | 1.35 | 10.20 | 18.70 | - | <0.001 | 0.030 | 4 | 540 | 52 |
| [P] DW-316H | E316T1-1/4 | TS316H-BiF-B0 | 0.059 | 0.52 | 1.16 | 11.48 | 19.03 | 2.32 | <0.001 | 0.026 | 7 | 584 | 45 |
| [P] DW-316LH | E316LT1-1/4 | TS316L-BiF-FB0 | 0.023 | 0.45 | 1.08 | 11.94 | 18.47 | 2.45 | <0.001 | 0.030 | 7 | 540 | 45 |
| [P] DW-347H | E347T1-1/4 | TS347-BiF-FB0 | 0.059 | 0.45 | 1.59 | 9.57 | 18.92 | Nb: 0.69 | <0.001 | 0.034 | 5 | 662 | 34 |
| [P] DW-309LH | E309LT1-1/4 | TS309L-BiF-FB0 | 0.028 | 0.47 | 1.24 | 12.58 | 24.17 | - | <0.001 | 0.021 | 20 | 578 | 39 |
| [P] DW-310 | E310T0-1/4 | TS310-FB0 | 0.18 | 0.42 | 2.01 | 20.73 | 25.76 | - | <0.001 | 0.019 | 0 | 620 | 40 |
*FNW: Número de ferrite baseado no diagrama WRC-1992.
Pode-se observar facilmente que o metal soldado livre de Bi possui ductilidade em alta temperatura superior aos metais soldados que contém Bi.
Os FCWs para aço inoxidável da série DW-H são projetados para produzir menos ferrite que os FCWs para aço inoxidável convencionais. Isso ocorre porque o ferrite no metal de solda sofre fragilização por formação de fase sigma (σ) em altas temperaturas e causa a deterioração das propriedades mecânicas do metal soldado. Como critério de teor de ferrite, a 3a edição da API PR582 especifica que 9 FN (com base no diagrama WRC - 1992) ou menos deve ser mantido se o metal soldado for exposto a temperaturas que excedam 538 °C.
4-6. Série DW-XR de FCWs para aço inoxidável de baixas emissões de Cr(VI)
Os fumos de soldagens são uma mistura complexa de óxidos metálicos, silicatos e fluoretos provenientes dos vapores do metal durante a soldagem. Em soldagens de aço inoxidável, os fumos contêm cerca de 5 a 20% de óxido de cromo (Cr), uma parcela da qual na forma do perigoso composto de cromo hexavalente, Cr(VI). Desta forma, o rigoroso controle do Cr(VI) é atualmente uma tendência mundial.
Os FCWs para aço carbono da série DW-XR são projetados para reduzir o Cr(VI) nos fumos de soldagem. Os FCWs para aço inoxidável 308L, 316L e 309L tiveram como objetivo o desenvolvimento de FCWs para aço inoxidável para soldagens de filete planas e horizontais e também para soldagens em todas as posições. A atual linha é mostrada na Tabela 9.
| Nome comercial | AWS A5.22 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|
| DW-308L-XR | E308LT0-1/4 | 20Cr-10Ni | Plana e filete horizontal |
| [P] DW-309L-XR | E309LT0-1/4 | 24Cr-13Ni | Idem |
| [P] DW-316L-XR | E316LT0-1/4 | 18Cr-12Ni-2.3Mo | Idem |
| [P] DW-308LP-XR | E308LT1-1/4 | 20Cr-10Ni | Todas posições |
| [P] DW-309LP-XR | E309LT1-1/4 | 24Cr-13Ni | Idem |
| [P] DW-316LP-XR | E316LT1-1/4 | 18Cr-12Ni-2.3Mo | Idem |
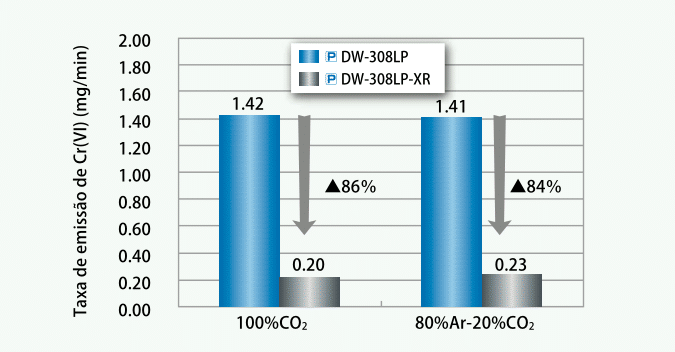
Figura 4: Comparação da taxa de emissão de Cr(VI) entre
[P] DW-308LP-XR e [P] DW-308LP convencional
A Figura 4 compara as taxas de emissão de Cr(VI) entre o [P] DW-308LP-XR e o [P] DW-308LP convencional, medidas realizadas de acordo com a ISO 15011-1 e ISO 16740.
A figura mostra que a taxa de emissão de Cr(VI) do [P] DW-308LP-XR é reduzida substancialmente a 1/6 da taxa do [P] DW-308LP.
4-7. Série DW-G de FCWs para aço inoxidável para chapas de metal
Os FCWs para aço inoxidável da série DW-G permitem soldagens estáveis em chapas de metal, mesmo com correntes de soldagem baixas. Por ser mais precisa, embora na soldagem de chapas de metal um diâmetro de 0,9 mm (φ) seja requerido quando um FCW convencional ou um arame sólido é usado, com os FCWs da série DW-G, 1,2 mmφ pode ser usado, o que é mais conveniente e menos caro. A Tabela 10 mostra a linha de FCWs para aço inoxidável da série DW-G.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] DW-G308L | E308LT0-1/4 | TS308L-FB0 | 20Cr-10Ni | Plana e filete horizontal |
| [P] DW-G309L | E309LT0-1/4 | TS309L-FB0 | 24Cr-13Ni | Idem |
| [P] DW-G316L | E316LT0-1/4 | TS316L-FB0 | 19Cr-12Ni-2.3Mo | Idem |
A relação entre o comprimento da perna e a velocidade de soldagem em soldas de filete horizontais é mostrada na Figura 5, enquanto que a Figura 6 mostra a faixa ideal de parâmetros de solda dos FCWs para aço inoxidável da série DW-G (1,2 mmφ) em comparação com FCWs convencionais (0,9mmφ).
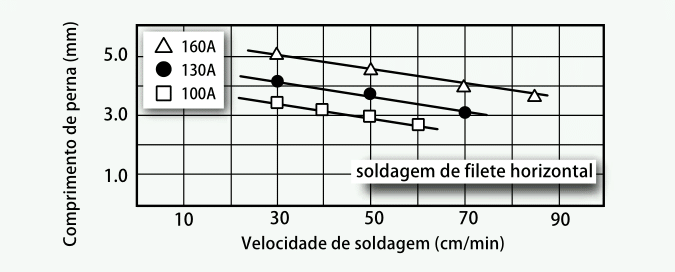
Figura 5: Relação entre o comprimento de perna e a
velocidade de soldagem em soldas de filete horizontais com
FCWs para aço inoxidável da série DW-G (1,2 mmφ)
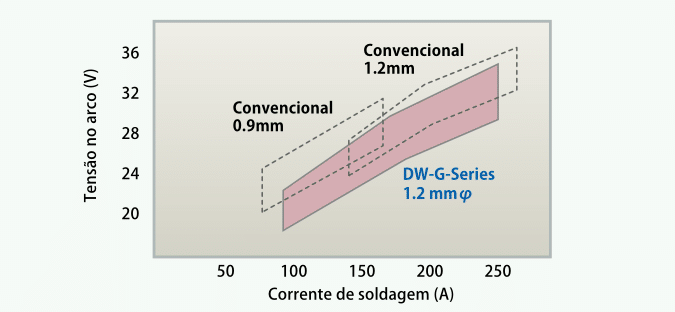
Figura 6: Faixa ideal de parâmetros de
soldagem da série DW-G
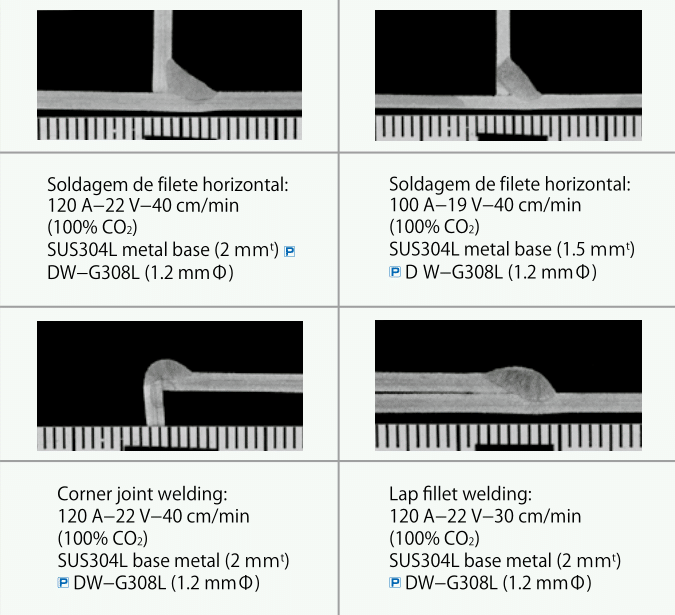
Figura 7: Aplicações de soldagens de chapas de metal com
[P] DW-G308L (1,2 mmφ)
Embora os FCWs da série DW-G estejam disponíveis apenas no tamanho de 1,2 mmφ, eles permitem correntes de soldagem baixas de cerca de 100 A, bem como comprimentos de pernas menores, de aproximadamente 3 mm. A soldagem de chapas de metal com espessuras de chapa de 1,0 a 2,0 mm, que não é fácil com FCWs convencionais ou arames sólidos, se tornou possível com FCWs da série DW-G de 1,2 mmφ, conforme mostra a Figura 7.
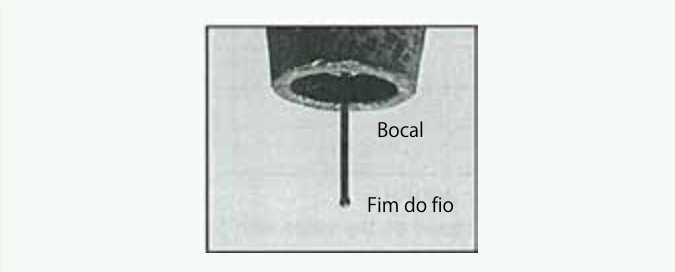
Figura 8: Fim do fio do FCW da série DW-G
Adicionalmente, outra vantagem dos FCWs da série DW-G é a não necessidade de corte da ponta do fio durante soldagens intermitentes ou de ponteamento, uma vez que proporcionam excelentes reinícios do arco. O estado do fim do fio é mostrado na Figura 8.
4-8. Série DW-N de FCWs para ligas à base de níquel
O N (níquel) na série DW-N significa à base de níquel. Os FCWs da série DW-N fornecem usabilidade excelente como os FCWs para aço inoxidável. Ao se utilizar FCWs da série DW-N em operações de soldagem, é recomendado evitar uma corrente de soldagem excessiva, bem como velocidade excessiva, e fazer também um chanfro mais largo. Os FCWs da série DW-N típicos são mostrados na Tabela 11.
| Nome comercial | AWS A5.34 | JIS Z 3335 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] DW-N625 | ENiCrMo3T1-1/4 | TNi6625-PB1 | 63Ni-21Cr-9Mo-3.5Nb | Todas posições |
| [P] DW-N709SP | ENiMo13T1-1/4 | TNi1013-PB1 | 63Ni-7Cr-18Mo | Idem |
5. Série MX de FCWs para aço inoxidável
Como os FCWs para aço inoxidável do tipo metálico da série MX têm praticamente a mesma eficiência de deposição que os arames sólidos, as operações de soldagem são mais eficientes com FCWs da série MX do que com os FCWs para aço inoxidável do tipo escória. Os FCWs da série MX típicos são mostrados na Tabela 12.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] MX-A308L | EC308L | TS308L-MM0 | 20Cr-10Ni | Plana e filete horizontal |
| [P] MX-A309L | EC309L | TS309L-MM0 | 24Cr-13Ni | Idem |
| [P] MX-A316L | EC316L | TS316L-MM0 | 19Cr-12Ni-2.3Mo | Idem |
6. Série MM de FCWs para aço inoxidável para soldagens MIG com proteção 100% Ar
Os FCWs da série MM são utilizados exclusivamente pra processos MX-MIG, que é a soldagem MIG com proteção 100% Ar. Os produtos são disponíveis para aplicações em aço carbono e aço inoxidável.
O processo MX-MIG para aplicações com aço inoxidável tem as seguintes características:
(1) O uso de gás de proteção de Ar puro proporciona ao metal de solda o mesmo nível de teor de baixo carbono que a soldagem TIG.
(2) Pode ser usado em uma ampla faixa de corrente de soldagem, entre aproximadamente 150 A e 300 A.
(3) A baixa geração de respingos e fumos melhora o ambiente de soldagem.
(4) O metal de solda de baixo carbono fornece resistência à corrosão equivalente à do metal de solda TIG.
(5) Pode criar uma baixa taxa de diluição mesmo em uma alta faixa de corrente de soldagem de 300 A, quase equivalente à soldagem ao arco com gás de proteção CO2 com 150 A.
Os FCWs para aço carbono da série MM típicos são exibidos na Tabela 13.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] MM-308L | E308LT0-G | TS308L-FG0 | 20Cr-10Ni | Plana e filete horizontal |
| [P] MM-309L | E309LT0-G | TS309L-FG0 | 24Cr-13Ni | Idem |
| [P] MM-316L | E316LT0-G | TS316L-FG0 | 19Cr-12Ni-2.3Mo | Idem |
7. Série TG-X de varetas fluxadas para soldagens TIG de passe de raiz
Para soldagens TIG de passe de raiz em tubulações de aço inoxidável, a proteção traseira (ou purga traseira) com gás 100% Ar é requerida normalmente para evitar a oxidação do cordão traseiro. Entretanto, o grande tempo necessário e a grande quantidade de gás Ar requerida para proteção aumentam os custos significativamente.
As varetas fluxadas da série TG-X para soldagens TIG de passe de raiz são consumíveis de soldagem TIG que contém fluxo no seu interior (como FCWs convencionais) e não requerem proteção traseira porque a escória gerada durante a soldagem cobre o cordão traseiro. Uma outra vantagem das varetas de solda TG-X é que sem a proteção traseira, operadores podem trabalhar dentro de tubulações sem correr o risco de asfixia.
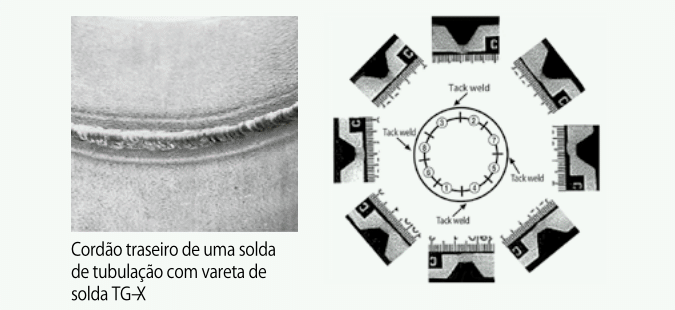
Figura 9: Aparência do cordão traseiro e as macroestruturas de
soldas com [P] TG-X308L em soldas de passe de
raiz de tubulações
A linha de varetas de solda TG-X é mostrada na Tabela 14 e aparência do cordão traseiro e as macroestruturas de soldas com TG-X308L em soldagens circunferenciais de passe de raiz em tubulações são apresentadas na Figura 9.
| Nome comercial | AWS A5.22 | JIS Z 3323 | Composição química principal |
Posição de soldagem aplicável |
|---|---|---|---|---|
| [P] TG-X308L | R308LT1-5 | TS308L-RI | 20Cr-10Ni | Todas posições |
| [P] TG-X309L | R309LT1-5 | TS309L-RI | 24Cr-13Ni | Idem |
| [P] TG-X316L | R316LT1-5 | TS316L-RI | 19Cr-12Ni-2.3Mo | Idem |
| [P] TG-X347 | R347T1-5 | TS347-RI | 19Cr-10Ni-0.6Nb | Idem |
A velocidade de alimentação com a vareta de solda TG-X é um pouco diferente da com a vareta TIG convencional. Para fundir de modo constante uma quantidade ideal da vareta de solda TG-X, a alimentação deve ocorrer aos poucos e com afastamentos rápidos. Além disso, como foi projetada exclusivamente para soldagens de passe de raiz, seu uso posterior para segundo passe não é recomendado, uma vez que há a tendência de causar inclusão de escória.
8. Diagrama esquemático de FCWs para aço inoxidável da série DW
O diagrama esquemático dos FCWs para aço inoxidável da série DW é mostrado na Figura 10.
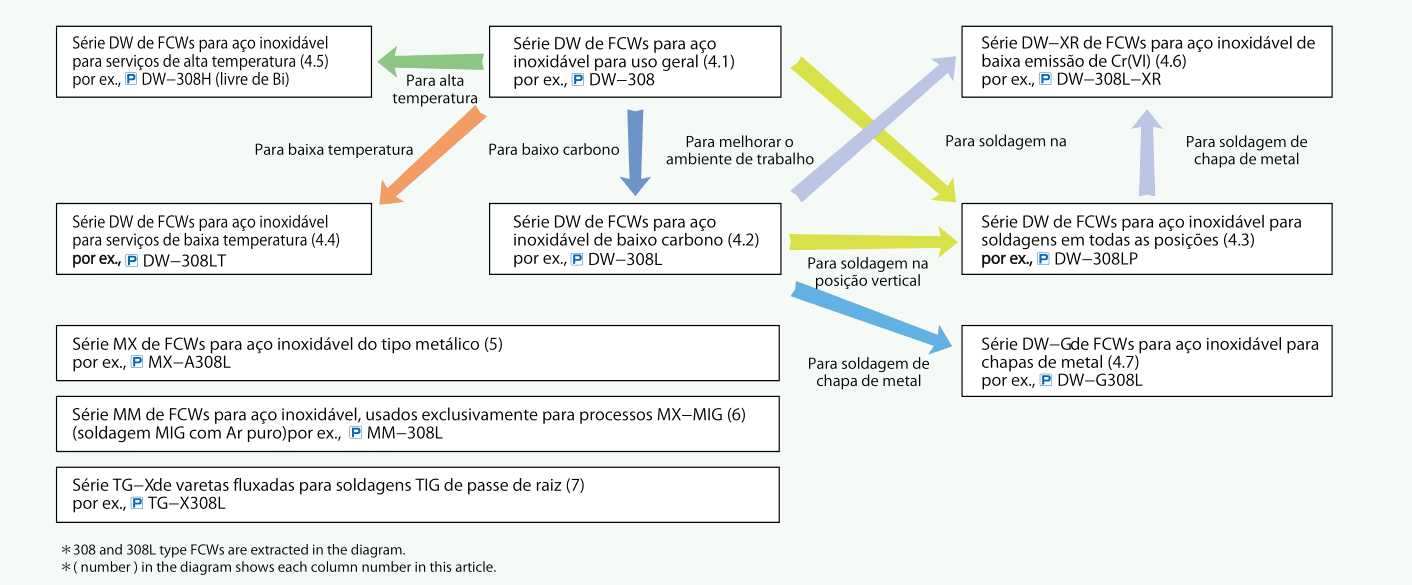
Figura 8: Fim do fio do FCW da série DW-G
9. Posfácio
A KOBE STEEL, LTD. desenvolveu vários tipos de FCWs para aço inoxidável apresentados nesta publicação para atender os requerimentos dos clientes.
Caso você tenha questões sobre como selecionar ou utilizar os consumíveis de soldagem ideais para aços inoxidáveis, contate o escritório KOBELCO ou representante mais próximo.
Relatado por
Han Peng,
Engenheiro de Pesquisa
Dep. de Processos de Soldagem do Centro Técnico, Negócios Soldagem
KOBE STEEL, LTD.
1. KOBELCO WELDING TODAY 2016, Special Edition
2. KOBELCO WELDING TODAY, Vol. 16; No. 3, 2013
3. Research and Development, KOBE STEEL ENGINEERING REPORTS, Vol. 54, No. 2 (April 2004)
PRODUTOS
- Principais Produtos
- Materiais de Consumo de Soldagem
- Robôs de soldagem de arco
- Segmentos Indústria - Materiais Recomendados
- Soldagem manual Visualização rápida
- Visualização rápida e destaques do produto
- para o aço resistente ao calor
- para aço inoxidável
- de baixa temperatura
- Destaque do produto
- Catálogos
- Especificações técnicas
- Certificação
- SDS ※English Only
- ARCMAN
- Robô de soldadura
- Software




