

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- El ABC de la soldadura por arco >
- Sopladura >
El ABC de la soldadura por arco
Sopladura
La “Porosidad”, se refiere a las discontinuidades de tipo cavidad o poros formados por el aprisionamiento de gas durante la solidificación del metal de soldadura fundido. La porosidad reduce la resistencia de una soldadura. En las soldaduras por arco, es causada por gases disueltos que suelen estar presentes en un metal de soldadura fundido. Si los gases disueltos se encuentran en cantidades superiores a sus límites de solubilidad, el exceso es forzado fuera de la solución en forma de burbujas o bolsas de gas mientras el metal de soldadura se solidifica.
Los gases, que pueden estar presentes en el baño de soldadura fundida, incluyen hidrógeno, oxígeno, nitrógeno, monóxido de carbono, dióxido de carbono, vapor de agua, sulfuro de hidrógeno, y rara vez, argón y helio. El hidrógeno es la principal causa de la porosidad en los metales de soldadura. Además, cuando el metal base se recubre con una imprimación de cojinete de zinc o es galvanizado, el vapor de zinc puede ser uno de los gases.
La porosidad es generalmente esférica pero puede ser cilíndrica. A la porosidad cilíndrica o alargada también se le refiere como "porosidad de tuberías" o "agujero de gusano”. Otros tipos son la porosidad en grupo, la cual es un grupo localizado de poros, y la porosidad lineal, en la que se alinean un número de poros. Cuando la porosidad es vista en la cara de la soldadura, también se refiere como "pozo". Cuando se detecta porosidad mediante pruebas de fracturas o radiografía como un poro en la sub-superficie que no se extiende hasta la cara de la soldadura, también se refiere como "sopladura".
La porosidad en grupo típica (sopladuras) se muestra en la Fig. 1, la cual fue causada por un indebido inicio del arco con un electrodo revestido de tipo de bajo hidrógeno. Esto puede ocurrir incluso si se vuelve a secar antes de su uso. Con el fin de evitar este tipo de porosidad, la técnica “backstep” debe utilizarse para iniciar el arco. La Fig. 2 muestra una típica porosidad lineal (pozos y sopladuras), la cual fue causada por la imprimación con la que se cubrió el metal base. Con el fin de evitar el efecto perjudicial de la imprimación, o bien la imprimación debe ser retirada de las superficies de fusión antes de la soldadura o un alambre resistente a imprimaciones debe ser utilizado. Se recomienda el MX-200.
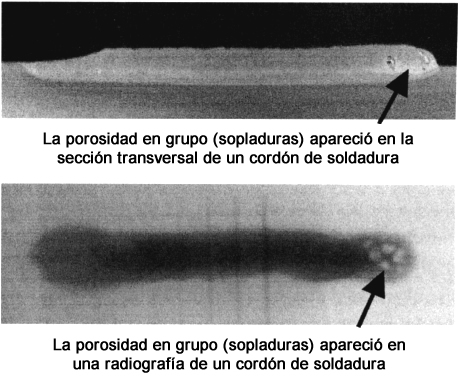
Fig. 1. Porosidad en grupo típica, ocurriendo en el inicio de un cordón de soldadura (detectada por la inspección de la sección transversal en la parte superior y por la prueba de rayos X en la parte inferior), causada por el indebido inicio del arco en la soldadura por arco de metal protegido con un electrodo revestido de tipo de bajo hidrógeno
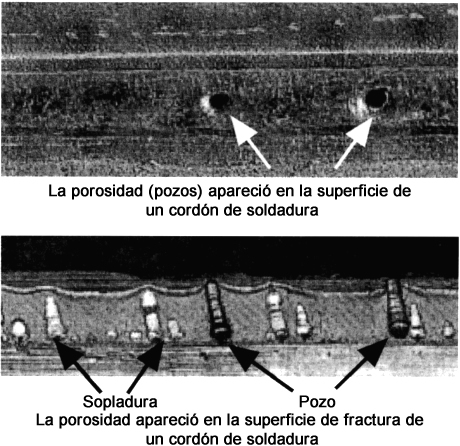
Fig. 2. Porosidad lineal típica ocurriendo en un cordón de soldadura de las placas de acero recubiertas con una imprimación en la soldadura por arco metálico con gas
El mal uso de los procesos de soldadura, mal manejo de los insumos de soldadura, y los contaminantes de la superficie de los metales base, provocan la aparición de porosidad. Los procedimientos apropiados de soldadura para una combinación dada de proceso de soldadura, metal base e insumo de soldadura, deben producir soldaduras que estén esencialmente libres de porosidad. En este sentido, los siguientes procedimientos son fundamentales.
1. Utilizar insumos de soldadura correctamente secados.
2. Utilizar metales base libres de contaminantes.
3. Mantener las máquinas de soldadura en buenas condiciones.
4. Utilizar la técnica correcta de soldadura.
FCAW para soldadura de filete horizontal con poca salpicadura y resistencia a la porosidad (Inglés)
Consumibles de soldadura adecuados para acero galvanizado (Español)
CENTRO EDUCACIONAL




