

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- Soldadura de aceros de carbón medios/altos y aceros especiales >
- Soldadura de aceros de carbón medios/altos y aceros especiales >
Soldadura de aceros de carbón medios/altos y aceros especiales
3. Consideraciones con respecto a uniones de metal disimilar
Un caso típico de esto, es la soldadura de aceros de carbono medios/altos con acero simple de carbono, como el SS400 (ASTM/A36).
Esta combinación de acero de alta durabilidad de extrema sensibilidad a la rajadura y de acero de baja resistencia (400MPa) con una buena soldabilidad.
Los puntos clave en la soldadura de esta combinación son puntualizados de esta manera:
① Se deben usar electrodos de soldadura de tipo de bajo hidrógeno.
② Con respecto a la dureza del metal, aquel de la base metal con menor fuerza (400MPa en este caso) es
suficiente.
③ La temperatura de pre calentamiento debe ser la requerida para acero de carbono medios/altos.
④ Cuando se aplica presión post soldadura - liberar la presión del metal, las condiciones de este proceso de
liberación de presión deben ser las requeridas para la base de metal de menor resistencia.
4. Trabajos de soldadura
Cuando se suelda el acero, la estructura macroscópica de una junta de soldadura es como la que se muestra en la Fig. 1. Una junta de soldadura se compone de metal de soldadura, interfaz de soldadura, zona afectada por el calor, y la zona no afectada de la base del metal. El metal de soldadura es la parte que alguna vez fue metal derretido y solidificado y es una mezcla del metal depositado y el metal de la base. La interfaz de soldadura es la frontera entre el metal de soldadura. Se puede distinguir una zona de Varios - milímetros de grosor de la base de metal justo fuera de la interfaz de la soldadura desde la zona contigua a través de un raspado en un examen macroscópico el cual se llama la zona afectada por el calor (HAZ). Esta es una zona sujeta a altas temperaturas como la del la soldadura, por el cual la estructura microscópica y propiedades mecánicas han cambiado marcadamente de la base de metal original. Su ancho es de más o menos 1~3mm en el caso de la soldadura de arco de metal recubierto. Frecuentemente el comportamiento del HAZ determina el rendimiento de la completa unión de soldadura.
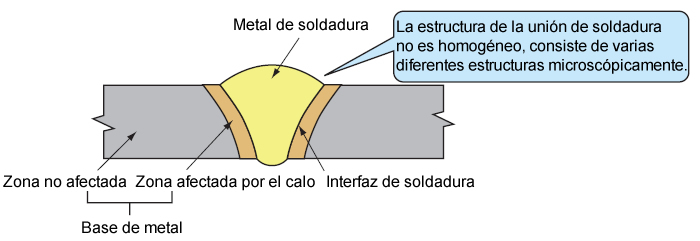
Fig. 1 Estructura microscópica de la soldadura
(1) Metal de soldadura
en la soldadura de arco, el charco de metal de soldadura tiene un aguda inclinación térmica desde la superficie la cual se mantiene a una alta temperatura inmediatamente debajo del arco hasta el fondo donde la temperatura es mucho menor porque toca la base de metal. Por lo tanto, la cristalización se inicia en el charco de metal de soldadura cerca a la frontera con el base de metal en la mayoría de los casos y el cristal crece hacia la superficie del charco de metal de soldadura mientras que la temperatura desciende rápidamente.
Fotos 1 muestra un ejemplo de esto. Se observa que cada cristal crece hacia cierta dirección. Este tipo de estructura se llama cristal columnar, la cual es una estructura típica de metal de soldadura. Tales cristales columnares forman una estructura áspera, cuya dureza de impacto es baja y propiedades mecánicas varían de acuerdo a la dirección de los granos de cristal.
Fotos 1 muestra un ejemplo de esto. Se observa que cada cristal crece hacia cierta dirección. Este tipo de estructura se llama cristal columnar, la cual es una estructura típica de metal de soldadura. Tales cristales columnares forman una estructura áspera, cuya dureza de impacto es baja y propiedades mecánicas varían de acuerdo a la dirección de los granos de cristal.
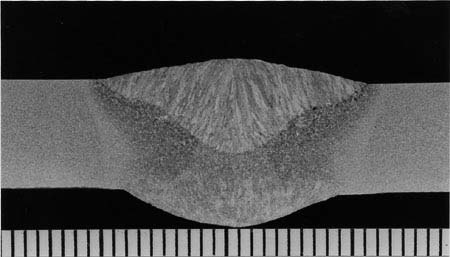
Foto 1 Estructura microscópica del trabajo de soldadura
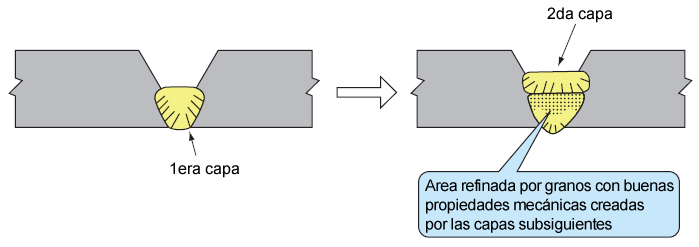
Fig. 2 Los cristales columnares pueden ser refinados por medio de soldadura de múltiples capas
(2) Zona afectada por el calor
La zona afectada por el calor (HAZ) es una área de la base de metal, la cual es afectada por el calor de la soldadura tanto que sus propiedades han cambiado marcadamente de aquellas que están en una área no afectada de la base de metal. El cambio mas problemático es que HAZ se endura. Un ejemplo se muestra en Fig. 3.
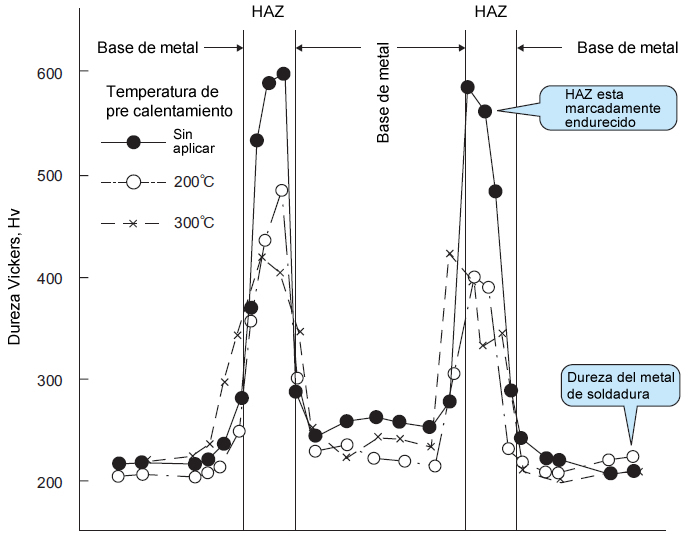
Fig. 3 Distribuciones de dureza de soldaduras de acero de 0.4C - 1.5Mn - 0.2Mo
HAZ que alguna vez ha sido calentado a una alta temperatura por la temperatura de soldadura comienza a enfriarse rápidamente después de que el arco pasó. Es decir, la estructura de HAZ se vuelve, por el calentamiento y rápido enfriamiento (enfriamiento rápido es igual a inmersión) completamente diferente a esa de la de base de metal no afectada por el calor, a partir de ahí se vuelve dura, frágil y fácil de romper.
Se requiere de mucho cuidado, especialmente cuando la tasa de enfriamiento desciende como, por ejemplo, la soldadura de una plancha gruesa o una pieza de soldadura grande o cuando la soldadura sucede en un clima frio. Como se mencionó arriba, HAZ puede ser endurado, pero la sensibilidad de HAZ para el endurecimiento varía dependiendo del grado de acero. Es decir, HAZ tiende a endurarse mientras los elementos de aleamiento, especialmente el carbón (C) se incrementan en el acero (base de metal)
La Fig. 4 muestra la relación entre el equivalente de carbón (Ceq) y la dureza. Es evidente que el HAZ se vuelve más duro y por lo tanto el riesgo de rajadura aumenta mientras que Ceq es mayor.
Ceq es un valor que es obtenido por una fórmula para calcular el efecto de endurecimiento de C y otros elementos, para el cual otros elementos son calculados con los radios de conversión predeterminados en comparación con C. Por ejemplo, Mn de 0.6% es equivalente a C de 0.1% en el efecto de endurecimiento.
Como es evidente de la formula, C tiene el efecto de endurecimiento más grande y Si no tiene esa característica. La Fig. 4 sugiere que no hay mucho riesgo de rajaduras con aceros suaves (cuyo Ceq es de aprox. 0.3%) a menos que el grosor de la placa sea grande, pero esa del acero S45C (AISI/SAE 1045, 1046) (cuyo Ceq es aprox. 0.6%) es altamente sensible a las rajaduras debido a un endurecimiento mucho mayor de HAZ.
También, debemos ser cuidadosos con la ocurrencia de rajaduras en la soldadura de acero de alta tensión y acero de baja aleación que contiene mucho más elementos de aleación.
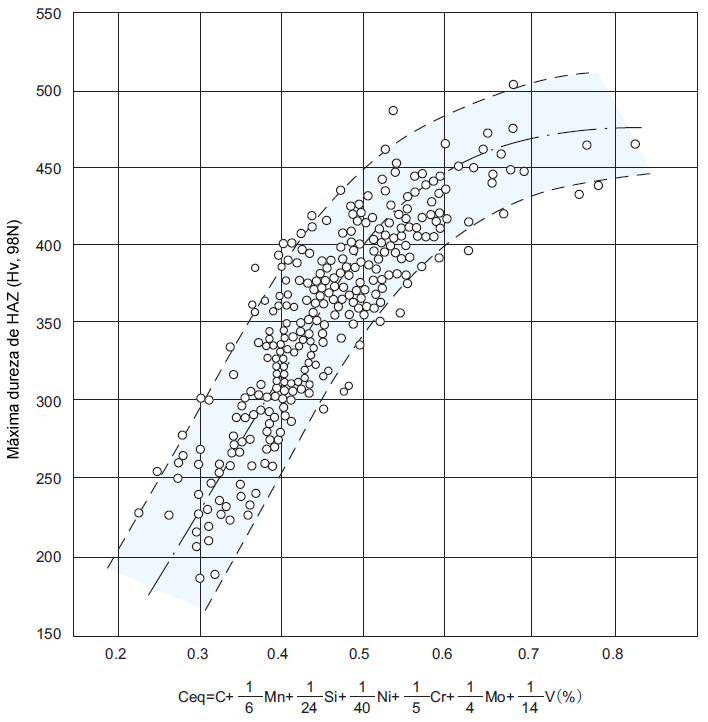
Fig. 4 La dureza máxima del HAZ como una función del equivalente de carbono (con un tiempo de enfriamiento desde 800 a 500°C: 6seg, equivalente a esa del de la condición de soldadura de 170A x 24V X 150mm/min con un grosor de placa de 20mm)
CENTRO EDUCACIONAL




