

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- Soldadura de aceros de carbón medios/altos y aceros especiales >
- Soldadura de aceros de carbón medios/altos y aceros especiales >
Soldadura de aceros de carbón medios/altos y aceros especiales
5. Consideraciones acerca de las grietas o rajaduras
(1) Causa de las rajaduras de la soldadura
En términos generales, las grietas en el acero al carbono medio / alto pueden ocurrir cuando ha transcurrido algún tiempo después de haber terminado la soldadura. Estas grietas se denominan fisuras frías o grietas "retardadas".
Aunque las grietas de solidificación que pueden ocurrir inmediatamente después de la soldadura terminada no son raras, tampoco, lo son las grietas retardadas que ocurren con mayor frecuencia, como se explica a continuación.
Las principales causas de grietas retardadas, se consideran asociadas con los tres puntos siguientes:
・Endurecimiento de HAZ
・Existencia de gran cantidad de hidrógeno difusible en el metal de soldadura
・Fuertes restricciones
(2) Prevención de grietas retardadas
・Prevenir que HAZ se endurezca
Aunque es importante seleccionar acero con Ceq.(Equivalente de Carbono) bajo, tanto como sea posible, hay un límite para éste. En los procedimientos de soldadura, el medio más eficaz para evitar las grietas retrasadas, es mediante el precalentado. Esto es evidente también en la figura 3-3 en la página 34. Al precalentar el metal de base, la velocidad de enfriamiento en el momento de la soldadura se hace más pequeño y el aumento de dureza de HAZ se contiene. La temperatura de precalentamiento adecuado depende del grado de acero (Ceq.) y el espesor de la placa. Como una guía general, las temperaturas de precalentamiento se indican en la tabla de consumibles de soldadura recomendados en la Sección 3-6.
・Disminuir hidrógeno difusible en el metal de soldadura
El hidrógeno difusible entra en el metal de soldadura durante la soldadura de la humedad en el consumible para soldadura, en la superficie de ranura y en la atmósfera. El hidrógeno que entró en el metal de soldadura se puede difundir con el tiempo y parte de ella alcanza HAZ causando la aparición de grietas por su presión.
"Hay algunas medidas para disminuir el hidrógeno difusible en el metal de soldadura como la siguiente.
- ①
- Utilice electrodos de menor Localidad hidrógeno en la soldadura por arco de metal blindado.
- ②
- Utilice cables sólidos en gas metal de soldadura por arco de hidrógeno para reducir a un nivel inferior.
- ③
- Aplique calentamiento posterior inmediato a la junta de soldadura a 300 ~ 350 ℃ para eliminar el hidrógeno ".
Cuando se utilizan electrodos de tipo bajos de hidrógeno, el control de resecado es importante. Si los electrodos de tipo bajos de hidrógeno se dejan en contacto con la atmósfera, absorben la humedad, como se muestra en la figura 3-5, Se requiere resecado si el contenido de humedad alcanza 0,3 ~ 0,5% (variando en función del tipo de electrodo revestido).
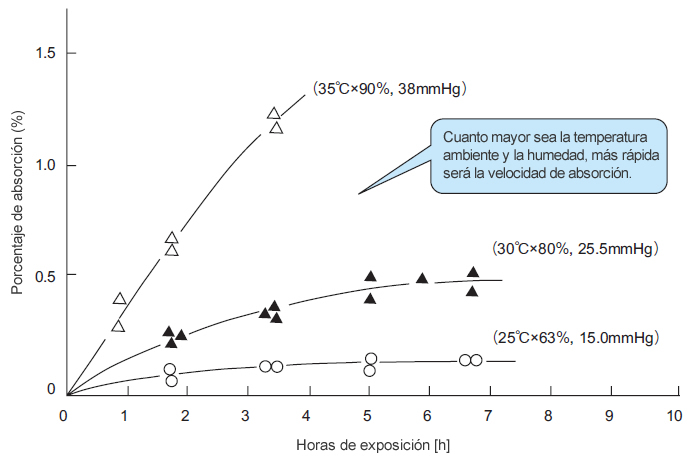
Figura 3-5. Curvas de absorción de humedad de electrodos de tipo bajos de hidrógeno
・Minimizar las restricciones
Cuando la fuerza de esfuerzo (estrés) que se crea mediante la soldadura no puede ser liberada de la junta de soldadura, por lo general, se puede decir que el conjunto es sometido a una fuerte restricción. Normalmente, la tensión creada puede ser liberada de la junta de soldadura si la articulación puede deformarse. Sin embargo, cuando el espesor de la placa es grande o la estructura es complicada, el estrés puede no ser liberado por la deformación de la junta de soldadura y por lo tanto la tensión tiende a ser liberada mediante rajaduras.
Esta es la razón por la que las grietas tienden a ser generadas cuando la restricción de la junta de soldadura es fuerte. Para reducir la restricción, es necesario diseñar una estructura con placas más delgadas y configuraciones más simples. Pero este enfoque tiene su propio límite. Por lo tanto, es más práctico para evitar la soldadura de las áreas en las que se concentra la tensión y soldar en una secuencia de soldadura adecuada para minimizar la concentración de estrés.
Cuando todavía hay temor a la aparición de grietas después de las medidas contra el endurecimiento de HAZ, después de haber tomado el hidrógeno difusible y la restricción, es efectivo el templado para el alivio de la tensión después de la soldadura. Si es posible, realizar el templado inmediatamente después de la soldadura a una temperatura de 600 ~ 650 ℃, durante una hora por cada 25 mm de espesor de la placa, luego la junta de soldadura debe ser enfría en un horno.
6. Temperaturas de precalentamiento y consumibles de soldadura recomendados para maquinaria de la estructura de acero y fundiciones y forjas de acero al carbono
| Grado de acero*1 | Temperatura de pre calentamiento . (℃) |
Consumibles de soldadura recomendados | ||||||
|---|---|---|---|---|---|---|---|---|
| JIS | ASTM o AISI/SAE |
Solo para unir | Para la unión con la fuerza cerca de la base de metal |
|||||
| Blindado de soldadura por arco metálico |
Soldadura MAG |
Soldadura TIG |
Blindado de soldadura por arco metálico |
Soldadura MAG |
Soldadura TIG |
|||
| S30C,33C | 1030 | 100min. | LB−47 LB−26 |
MG−50 MIX−50S |
TG−S50 | LB−52 | MG−50 MIX−50S |
TG−S50 |
| S35C | 1035 | 100min. | LB−62 | MG−60 MG−S63B |
TG−S62 | |||
| S38C,40C, 43C |
1038,1039 1040,1042 1043 |
150min. | LB−62 | MG−60 MG−S63B |
TG−S62 | |||
| S45C,48C, 50C |
1045,1046 1049 |
200min. | LB−106 | MG−70 MG−S70 |
TG−S80AM | |||
| S53C | 1050, 1053 |
250min. | LB−106 | MG−70 MG−S70 |
TG−S80AM | |||
| S55C | 1055 | 250min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| S58C | 1059, 1060 |
300min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| SNCM220, 420 |
8615,8617 8620,8622 |
200min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| SNCM431 | - | 300min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| SNCM439, 447,630 |
4340 | 350min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM420 | - | 250min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM430, 435 |
4130, 4137 |
300min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM440, 445 |
4140,4142 4145,4147 |
350min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM822 | - | 250min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SF390A, 440A,490A |
A105 A668 : B,C |
150min. | LB−52 | MG−50 MIX−50S |
TG−S50 | |||
| SC360, 410,450,480 SFVC−1, 2A,2B |
A27 (Véase más abajo para A105, A181, A266) |
100min. | LB−52 | MG−50 MIX−50S |
TG−S50 | |||
| SF540A, 590A |
A668 : D,Fb |
200min. | LB−62 | MG−60 MG−S63B |
TG−S62 | |||
| - | A181−60 A266−1 |
100min. | - | - | - | LB−47 LB−26 |
MG−50 MIX−50S |
TG−S50 |
| - | A105 A181−70 A266−2,4 |
100min. | - | - | - | LB−52 | MG−50 MIX−50S |
TG−S50 |
| - | A266−3 | 100min. | - | - | - | LB−57 | MG−60 MG−S63B |
TG−S62 |
| *1. Compruebe con antecedencia si las propiedades mecánicas del metal de relleno son aceptables para la aplicación. | ||||||||
Haga clic aquí para conocer los detalles de cada producto
7. Consejos para una mejor fabricación de soldadura
- ①
- Asegúrese de volver a secar antes de su uso los electrodos recubiertos para soldadura de arco metálico protegido.
- ②
- La soldadura MAG produce una penetración profunda y por lo tanto el metal de soldadura tiende a generar grietas en caliente, afectando notablemente afectadas las composiciones químicas del metal de base. Por lo tanto, se recomienda el uso de corrientes de soldadura más bajas para obtener penetración poco profunda. Ejemplo : 220A o inferior para un diámetro de alambre de 1,2 mm.
- ③
- Aunque la temperatura de precalentamiento debe ser variada según la Ceq., el espesor de la chapa y el grado de restricción, es más seguro utilizar una temperatura de precalentamiento superior para evitar el agrietamiento en frío.
- ④
- El postcalentamiento inmediato se ejecuta con el propósito de eliminación de hidrógeno. Se debe hacer inmediatamente después que la soldadura ha terminado, a temperaturas entre 300 ~ 350 ℃ durante 30 ~ 60 minutos, seguido de enfriamiento lento.
- ⑤
- Mediante la ejecución de liberación de tensiones (SR), templado a una temperatura de 600 ~ 650 ℃ durante una hora por cada 25 mm de espesor de la placa para mejorar la resistencia al agrietamiento y para disminuir la dureza de la HAZ, una junta de soldadura más sonido se puede obtener una mejor junta de soldadura.
CENTRO EDUCACIONAL




