

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- Soldadura de acero inoxidable >
- Soldadura de acero inoxidable >
Soldadura de acero inoxidable
7. Soldadura de acero inoxidable revestido
El acero inoxidable revestido comprende el sustrato de acero al carbono o acero de baja aleación y el metal revestido de acero inoxidable delgado (alrededor de 2 mm de espesor), que se utiliza para los tanques de almacenamiento y buques cisterna para productos químicos. El acero inoxidable revestido se basa en un concepto que se requiere resistencia a la corrosión sólo en la superficie y que es menos costoso que el acero inoxidable sólido. El punto clave en la soldadura de acero revestido es cómo soldar la zona de transición entre el sustrato (metal base) y el metal revestido donde se requiere soldadura de metales disímiles.
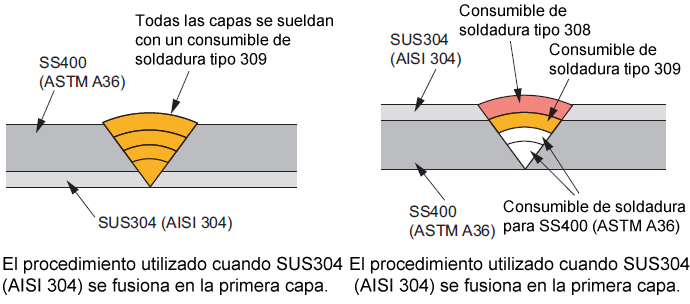
La selección y el método de deposición en el caso del acero revestido de SS400 (ASTM A36) y SUS304 (AISI 304) se muestran en la siguiente figura. Cuando SUS304 (AISI 304) se fusiona en la primera capa de soldadura, se utiliza un consumible de soldadura tipo 309 en todo el proceso, a través de la ranura de soldadura hasta la superficie de la junta. Cuando SUS304 (AISI 304) se fusiona en la capa final, es necesario utilizar tres tipos diferentes de consumibles de soldadura como el acero al carbono para SS400 (ASTM A36), la de tipo 309 para la zona de transición, y la de tipo 308 para SUS304 (AISI 304).
Guía Rápida
KOBELCO WELDING TODAY / Inglés
8. Puntos clave de los procedimientos de soldadura para diversos procesos de soldadura para aceros inoxidables
(1) General
- ①
- Cuando se suelda aceros inoxidables austeníticos, el precalentamiento por lo general debe omitirse y la temperatura de inetrpasse debe mantenerse a 150 ℃ o más baja.
- ②
- En el caso de soldadura de metales disímiles, consulte la Tabla 7 (Consumibles de soldadura recomendados para soldadura de metales disímiles). La dilución del metal de soldadura por el metal base (acero al carbono y acero de baja aleación) También debe ser adecuadamente controlada durante la soldadura. Cuando se utiliza un consumible de soldadura tipo 309 para la soldadura de metales diferentes, es necesario el uso de una corriente baja de soldadura porque se puede producir el agrietamiento si la dilución del metal de soldadura por el metal base es excesiva.
- ③
- Consumibles de soldadura completamente austeníticos (por ejemplo, NC-30 y DW-310) tienden a generar grietas en caliente y por lo tanto es necesario el uso de una corriente de soldadura y velocidad bajas.
(2) Soldadura por arco metálico protegido (SMAW)
- ①
- El uso de una corriente excesivamente alta puede provocar que el electrodo se queme, lo que provoca mala usabilidad y las propiedades del metal de soldadura deteriorados. Por lo tanto, se debe utilizar una corriente de soldadura dentro del rango recomendado.
- ②
- La longitud del arco deberá ser lo más corto posible.
- ③
- Cuando se utiliza el entrelazado, su ancho debe mantenerse hasta 2,5 veces el diámetro del electrodo.
(3) Soldadura MAG (con cables tubulares con fundente)
- ①
- Fuente de energía
Una fuente de energía de voltaje constante CC es adecuada con el electrodo de polaridad positiva (DCEP). También se puede utilizar una fuente de energía de inversor controlado. Con una fuente de energía pulsada, la emisión de salpicaduras puede aumentar, en este caso, el circuito generador de impulsos debe estar apagado. - ②
- Gas de protección
Gas de CO2 al 100% es adecuado para cables de acero inoxidable DW de tipo escoria. Aunque puede utilizarse una mezcla de Ar con 20 a 50% de CO2, porosidad, tales como pozos y sopladuras, tiende a ocurrir. La velocidad de flujo del gas de protección se debe mantener de 20 a 25litros/min. Una mezcla de Ar de 10 a 20% de CO2 es adecuado para cables de acero inoxidable de tipo metálico MX-A. - ③
- Extensión del cable
La distancia de separación de la punta de contacto de metal base debe ser de unos 15 mm para un diámetro de cable de 0,9 mm, y de 15 a 20 mm para un diámetro de cable de 1,2 o 1,6 mm. Si la extensión del cable es demasiado corta, porosidad, tales como pozos y orificios alargados, tiende a ocurrir. En una mezcla de Ar + CO2, la extensión de alambre debe ser un poco más larga que con el gas CO2 al 100%. - ④
- Medidas contra el viento
Cuando una velocidad del viento supera 1m/seg., El efecto de blindaje contra el viento para un arco se hace insuficiente y por lo tanto la generación de poros tiende a ocurrir en el metal de soldadura. Además, N en la atmósfera puede ser disuelto en el metal de soldadura, obstruyendo así la facilidad de remover la escoria o causar agrietamiento en caliente. Por lo tanto, la cantidad suficiente de gas de protección debe hacerse fluir y una pantalla de protección contra el viento debe ser usada cuando hace viento - ⑤
- Emisión de humo durante la soldadura
La tasa de emisión de humo por unidad de tiempo en la soldadura MAG es mayor que en la soldadura por arco de metal blindado. Debido a que el humo de soldadura es perjudicial, se debe utilizar ya sea un sistema de extracción local de humo o un aparato de respiración apropiado. - ⑥
- Almacenamiento de alambres de soldadura
Una vez que los cables de acero inoxidable DW han absorbido la humedad, no se pueden volver a secar a una temperatura alta, a diferencia de electrodos cubiertos SMAW. Si el alambre de soldadura se deja en el alimentador de cable en la temporada de lluvias o en un ambiente muy húmedo en verano o en la noche de invierno cuando puede producirse condensación, se puede producir porosidad como pozos y orificios alargados. Cuando guarde los cables de soldadura desempacados, tenga cuidado que el polvo o rocío de agua de condensación no se adhiera a la superficie del alambre y guárdelo en un lugar seco, donde la humedad sea baja.
(4) Soldadura MIG (con cables sólidos)
- ①
- El alambre de soldadura se debe utilizar con el electrodo de polaridad positiva de CC.
- ②
- Ar+2%O2 se utiliza como el gas de protección con un caudal de 20 a 25 litros / minuto. Ar+10~20%CO2 no es adecuado para el acero inoxidable de bajo contenido de carbono (por ejemplo, SUS304L) debido a que C se incrementará en el metal de soldadura.
- ③
- Generalmente, la soldadura MIG de acero inoxidable se realiza en las condiciones de soldadura de arco de pulverización, en el que el voltaje de arco debe ajustarse de tal forma que la longitud de arco sea de 4 a 6 mm. Si la longitud de arco es demasiado corta, puede ocurrir orificios, y si es excesivamente larga, la humectabilidad del metal de soldadura fundida con el metal de base se torna deficiente.
- ④
- La soldadura MIG es propensa a ser afectada por el viento, que causan orificios en un fuerte viento. Por lo tanto, debe ser utilizada una pantalla de protección contra el viento, cuando la velocidad del viento es 0.5m/sec. o superior.
- ⑤
- La soldadura de arco pulsado puede producir un arco de pulverización estable en el rango de corriente baja. Por lo tanto, es adecuado para la soldadura por superposición, soldadura de placas delgadas, y soldadura vertical.
(5) Soldadura TIG
- ①
- La polaridad del electrodo de CC debe ser negativa.
- ②
- El AR se utiliza normalmente como gas de protección y su adecuada velocidad de flujo en la soldadura manual es 7 a 15litros/minuto en el rango de corriente de 100 a 200A. Y 12 a 20litros/minuto en el rango de corriente de 200 a 300A.
- ③
- Hay dos tipos de antorcha de soldadura TIG. Uno de ellos es lente de gas y el otro es sin lente. El lente de gas hace que el gas fluya regularmente, se produce un buen efecto de blindaje y es eficaz especialmente para prevenir la oxidación de la superficie de la línea de soldadura.
- ④
- La extensión del electrodo adecuado desde la punta de la antorcha de soldadura es de 4 a 5 mm normalmente. Para la soldadura de la junta de la esquina donde el efecto protector es deficiente, debe ser de 2 a 3 mm. En un surco profundo, debe estar dentro de 6mm.
- ⑤
- La longitud del arco debe ser de 1 a 3 mm. Si es demasiado largo, el efecto protector se torna deficiente.
- ⑥
- En la soldadura por fusión, se hace la protección de la parte posterior para prevenir la oxidación de éste lado. Sin embargo, con los cables tubulares con núcleo fundente, diseñados exclusivamente para la soldadura por fusión para acero inoxidable, un grano óptimo se puede obtener sin blindaje posterior.
(6) Soldadura por arco sumergido
- 1) Configuración de las juntas
- ①
- Cuando se realiza la soldadura de doble lado y sin protección de astillado, los parámetros de soldadura debe estar verificados adecuadamente para prevenir la penetración insuficiente y que se consuma por completo.
- ②
- Cuando hay temor de consumirse por completo, se debe utilizar la soldadura por arco metálico protegido para la pasada de la raíz.
- ③
- En las placas gruesas, normalmente la configuración de ranura de doble cara, debe adoptarse para evitar la distorsión de soldadura.
- ④
- En la ranura de soldadura, soldadura de múltiples pasadas por capa presenta facilidad en la eliminación de la escoria.
- 2) Almacenamiento y resecado del fundente
- ①
- Los fundentes adheridos son aptos para absorber la humedad, deben ser almacenados en un lugar seco.
- ②
- Si el fundente adherido en condiciones ha absorbido humedad, es necesario volver a secar a 200 a 300 ℃ durante aproximadamente una hora.
- 3) Corriente de soldadura
- ①
- El uso de una corriente de soldadura alta puede causar el deterioro de la resistencia a la corrosión de la zona afectada por el calor (HAZ) y el engrosamiento del tamaño de grano HAZ.
- ②
- La corriente de soldadura adecuada para el diámetro del cable debe ser seleccionado.
- ③
- Cuando el diámetro del alambre es pequeño (de 2,4 mm o menor), de soldadura de CC es mejor, ya que es más fácil de controlar la penetración y la forma de la línea de soldadura.
- ④
- La penetración está propensa a ser profunda (Por lo tanto la dilución por el metal base es grande), se requiere precaución en la soldadura de las articulaciones metálicas diferentes de acero inoxidable y acero al carbono. Sobre todo, en soldadura de dos pases (una sola cara), nunca debe adoptarse para juntas metálicas disimiles.
- 4) Voltaje del arco
- ①
- Si el voltaje de arco es demasiado bajo, el agotamiento puede ocurrir a través de la pasada de raíz o fusión insuficiente puede producirse en ambos lados del cordón de soldadura.
- ②
- Si el voltaje de arco es demasiado alto, no se puede obtener suficiente penetración.
- ③
- El consumo del fundente varía en función del voltaje del arco, la composición química del metal de soldadura también puede fluctuar.
- ④
- Por lo general, el voltaje de arco adecuada es de 30 a 34V.
- 5) Distribución del fundente profundidad/altura
- Si l profundidad / altura de la distribución del fundente es excesiva, la superficie de la línea de soldadura puede ser irregular. Para evitar esto, es necesario reducir al mínimo la profundidad / altura del fundente por lo que el arco no se hará visible.
Click here for Flux cored TIG rod "TG-X" at Technical Highlight Vol.6
CENTRO EDUCACIONAL




