

- Home >
- Education Center >
- Fundamentals of CO2 Arc Welding >
- Fundamentals of MAG Welding (CO2 Arc Welding) >
Fundamentals of MAG Welding (CO2 Arc Welding)
4. Comparison of usability between solid wire and flux−cored wire
| Item | Type of wire | ||||
|---|---|---|---|---|---|
| Solid wire | Flux−cored wire | ||||
| For high current | For low current | Slag type | Metal type | ||
| Less−slag type | Much−slag type | ||||
| Penetration | Deep | Shallow | Slightly shallow | Deep | Slightly shallow |
| Welding position | Flat, Horizontal fillet |
All positions | All positions | Flat, Horizontal fillet |
Flat, Horizontal fillet |
| Bead appearance | Slightly bad | Fair | Good | Fair | Good |
| Amount of slag | Less | Less | Much | Less | Much |
| Spatter | Much | Less | Very low | Less | Very low |
| Arcing characteristics |
With sharp sound |
Good | Very good | Good | Very good |
| Amount of fumes | Fair | Less | Less | Less | Less |
5. Molten droplet transfer
The welding wire can be melted and transferred to the base metal as droplets in three different modes : short−circuiting transfer, globule transfer and spray transfer. Depending upon the mode, the appearance and shape of weld bead, quantity of spatter, and penetration can vary.
In CO2 arc welding, the short−circuiting transfer and the globule transfer can be observed.
(1) Short−circuiting transfer
The welding method that uses the short−circuiting transfer is called the short arc welding or the dip transfer welding. When a comparatively low welding current (200A or lower) is used in either CO2 arc welding or MIG welding, the droplet transfers to the base metal after short circuiting with it as shown in Fig. 2. It is suited for welding of thin plates and in all−position welding as vertical or overhead welding.
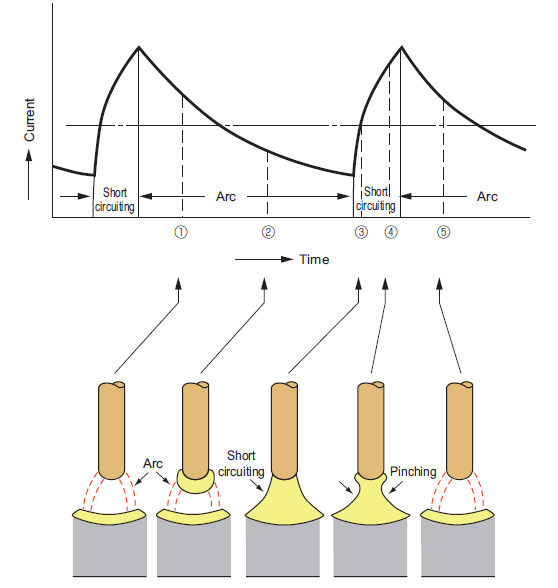
Fig. 2 Short−circuiting transfer vs. welding current
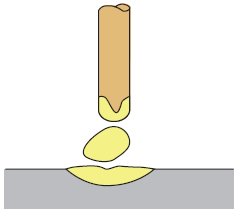
Fig. 3 Globule transfer
(Globular droplet transfer)
(2) Globule transfer
This transfer mode is also known as the globular droplet transfer, which is observed in welding with a comparatively high welding current and the droplet as big as the wire diameter or bigger transfers to the base metal. Because of this, a slightly higher amount of spatter is emitted than in other modes of transfer. But it is used oftenest for it is highly efficient. In high current CO2 arc welding, the mode of droplet transfer becomes this mode.
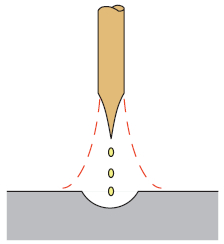
Fig. 4 Spray transfer
(3) Spray transfer
In high current MIG welding with DC electrode positive polarity and inert shielding gas, the droplet becomes smaller than the wire diameter due to the effect of plasma flow on the arc column. This is why, the emission of spatter is little and the weld bead with good appearance can be obtained.
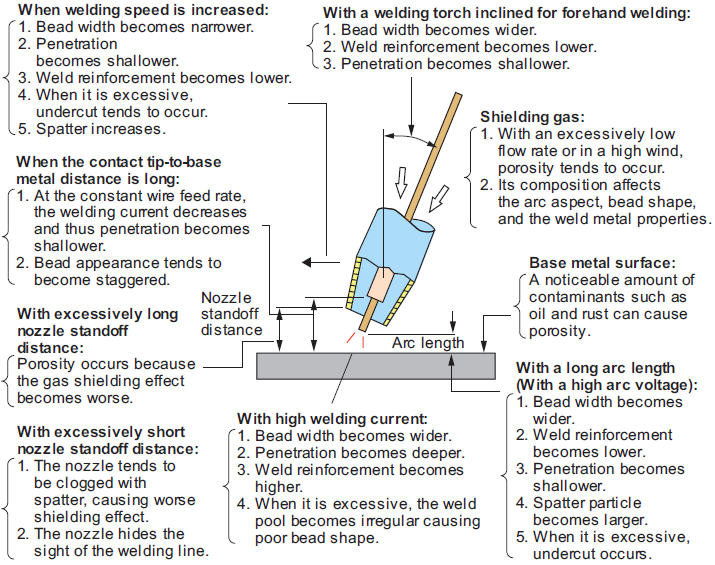
6. Welding conditions and their effects
In CO2 arc welding, the weld bead appearance and penetration change markedly by welding conditions. It is, therefore, necessary to select proper welding conditions that suit the purpose of use. The effects of the welding conditions are shown in the figure below.
| When an arc voltage is changed (with current and speed kept constant) |
Arc voltage : Low → High |
|---|---|
| When a welding current is changed (with voltage and speed kept constant) |
Welding current : High → Low |
| When a welding speed is changed (with current and voltage kept constant) |
Welding speed : High → Low |
Education Center




