

- Home >
- Education Center >
- Welding of Medium/High Carbon Steels and Special Steels >
- Welding of Medium/High Carbon Steels and Special Steels >
Welding of Medium/High Carbon Steels and Special Steels
5. Considerations about cracks
(1) Causes of weld cracks
Generally speaking, cracks in medium/high carbon steel can occur when some time has elapsed after welding finished. These cracks are called cold cracks or delayed cracks.
Though solidification cracks that can occur immediately after welding finished are not rare, either, the delayed cracks that occur more frequently are explained below.
The main causes of delayed cracks are considered to associate with the following three points.
・Hardening of HAZ
・Existence of much diffusible hydrogen in the weld metal
・Big constraint
(2) Prevention of delayed cracks
・Prevent HAZ from hardening
Though it is important to select steel with a low Ceq. as much as possible, there is a limit to this.
In the welding procedures, the most effective means to prevent delayed cracks is preheating. This is obvious in Fig. 3 on page 34, too. By preheating the base metal, the cooling rate at the time of welding becomes smaller and the rise of hardness of HAZ is suppressed.
The appropriate preheat temperature depends on the steel grade (Ceq.) and plate thickness. As a rough guide, preheating temperatures are indicated in the table of recommended welding consumables in Section 6.
・Lessen diffusible hydrogen in the weld metal
Diffusible hydrogen comes into the weld metal during welding from the moisture in the welding consumable, on the groove face and in the atmosphere. Hydrogen that entered the weld metal can diffuse with time and part of it reaches HAZ to cause crack occurrence by its pressure.
There are a few measures to lessen diffusible hydrogen in the weld metal like the following.
- ①
- Use low hydrogen type electrodes in shielded metal arc welding.
- ②
- Use solid wires in gas metal arc welding to reduce hydrogen to a lower level.
- ③
- Apply immediate postheating to the weld joint at 300~350℃ to remove hydrogen.
When low hydrogen type electrodes are used, the redrying control is important. If low hydrogen type electrodes are left in the atmosphere, they absorb moisture as shown in Fig. 5, and thus redrying is required if the moisture content reaches 0.3~0.5% (varying depending on the kind of covered electrode).
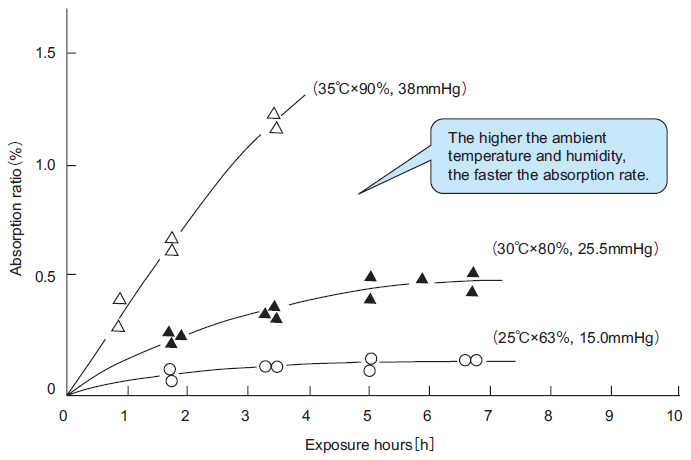
Fig. 5 Moisture absorption curves for a low hydrogen type electrodes
・Minimize constraint
When the straining force (stress) that is created by welding cannot be released from the weld joint, it can generally be said that the joint is under strong constraint. Normally, the created stress can be released from the weld joint if the joint can deform. However, when the plate thickness is big or the structure is complicated, the stress cannot be released by the weld joint deformation and thus the stress tends to be released by cracking.
This is the reason why cracks tend to be generated when the constraint of the weld joint is strong.
To reduce constraint, it is necessary to design a structure with thinner plates and simpler configurations. But this approach has its own limit.
Therefore, it is more practical to avoid welding of stress−concentrated areas and to weld in an appropriate welding sequence to minimize stress concentration.
When there still is fear of crack occurrence after the measures against hardening of HAZ, diffusible hydrogen and constraint have been taken, postweld stress−relief annealing is effective.
If possible, annealing at 600~650℃ for an hour per 25mm of plate thickness should be conducted immediately after welding was finished and then the weld joint should be furnace cooled.
6. Preheat temperatures and recommended welding consumables for machinery structure steels and carbon steel castings and forgings
| Steel grade*1 | Preheat temp. (℃) |
Recommended welding consumables | ||||||
|---|---|---|---|---|---|---|---|---|
| JIS | ASTM or AISI/SAE |
For joining only | For joining with near−base−metal strength | |||||
| Shielded metal arc welding |
MAG welding |
TIG welding |
Shielded metal arc welding |
MAG welding |
TIG welding |
|||
| S30C,33C | 1030 | 100min. | LB−47 LB−26 |
MG−50 MIX−50S |
TG−S50 | LB−52 | MG−50 MIX−50S |
TG−S50 |
| S35C | 1035 | 100min. | LB−62 | MG−60 MG−S63B |
TG−S62 | |||
| S38C,40C, 43C |
1038,1039 1040,1042 1043 |
150min. | LB−62 | MG−60 MG−S63B |
TG−S62 | |||
| S45C,48C, 50C |
1045,1046 1049 |
200min. | LB−106 | MG−70 MG−S70 |
TG−S80AM | |||
| S53C | 1050, 1053 |
250min. | LB−106 | MG−70 MG−S70 |
TG−S80AM | |||
| S55C | 1055 | 250min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| S58C | 1059, 1060 |
300min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| SNCM220, 420 |
8615,8617 8620,8622 |
200min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| SNCM431 | - | 300min. | LB−116 | MG−80 MG−S80 |
TG−S80AM | |||
| SNCM439, 447,630 |
4340 | 350min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM420 | - | 250min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM430, 435 |
4130, 4137 |
300min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM440, 445 |
4140,4142 4145,4147 |
350min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SCM822 | - | 250min. | CM−A106 | MG−S2CM | TG−S2CM | |||
| SF390A, 440A,490A |
A105 A668 : B,C |
150min. | LB−52 | MG−50 MIX−50S |
TG−S50 | |||
| SC360, 410,450,480 SFVC−1, 2A,2B |
A27 (See below for A105, A181, A266) |
100min. | LB−52 | MG−50 MIX−50S |
TG−S50 | |||
| SF540A, 590A |
A668 : D,Fb |
200min. | LB−62 | MG−60 MG−S63B |
TG−S62 | |||
| - | A181−60 A266−1 |
100min. | - | - | - | LB−47 LB−26 |
MG−50 MIX−50S |
TG−S50 |
| - | A105 A181−70 A266−2,4 |
100min. | - | - | - | LB−52 | MG−50 MIX−50S |
TG−S50 |
| - | A266−3 | 100min. | - | - | - | LB−57 | MG−60 MG−S63B |
TG−S62 |
| *1. Check the mechanical properties of the filler metal are acceptable to the application in advance. | ||||||||
Click here for the details of each product
7. Tips for better welding fabrication
- ①
- Be sure to redry covered electrodes for shielded metal arc welding before use.
- ②
- MAG welding produces deep penetration and thus the weld metal tends to generate hot cracks, affected markedly by the chemical compositions of the base metal. So, it is recommended to use lower welding currents to get shallow penetration. Example : 220A or lower for a wire diameter of 1.2mm.
- ③
- Although preheat temperature should be varied according to Ceq., plate thickness and the degree of constraint, it is safer to use a higher preheat temperature to prevent cold cracking.
- ④
- Immediate postheating is executed for the purpose of removal of hydrogen. It should be done immediately after welding was finished at 300~350℃ for 30~60minutes, followed by slow cooling.
- ⑤
- By executing postweld stress−relief (SR) annealing at 600~650℃ for an hour per 25mm of plate thickness to improve crack resistance and to decrease hardness of HAZ, a more sound weld joint can be obtained.
Education Center




