

- Home >
- Products >
- Technical Highlight >
- Vol.16: TIG welding consumables for 490 MPa high tensile strength steels >
Technical Highlight Vol.16
TIG welding consumables for 490 MPa high tensile strength steels

1. Preface
| Product name | AWS A5.18 | ASME F-No. | ASME A-No. |
|---|---|---|---|
| TG-S50 | ER70S-G | 6 | 1 |
| TG-S51T | ER70S-6 | 6 | 1 |
| NO65G | ER70S-2 | 6 | 1 |
| TG-S70S2* | ER70S-2 | 6 | 1 |
| TG-S70S3* | ER70S-3 | 6 | 1 |
| Note: *= New Product | |||
490 MPa high tensile strength (HT) steels are common in a wide range of industrial fields. For efficiency and ease of welding, gas metal arc welding (GMAW) or flux cored arc welding (FCAW) is generally used, but for root-pass (one-side) welding of pipe to pipe joints where the afore-mentioned high deposition methods are problematic, gas tungsten arc welding (GTAW) is applied in all position welding. GTAW is also suitable for the welding of such critical members as pipes, flanges of chemical plants because it yields extremely low oxygen weld metals that offer high cleanness as well as high quality.
| Classification | C | Si | Mn | P | S | Ni | Cr | Mo | V | Cu | Ti | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ER70S-2 | 0.07 | 0.40-0.70 | 0.90-1.40 | 0.025 | 0.035 | 0.15 | 0.15 | 0.15 | 0.03 | 0.50 | 0.05-0.15 | 0.02-0.12 | 0.05-0.15 |
| ER70S-3 | 0.06-0.15 | 0.45-0.75 | - | - | - | ||||||||
| ER70S-6 | 0.80-1.15 | 1.40-1.85 | - | - | - | ||||||||
| ER70S-G | (not specified) | ||||||||||||
| Note: Single values are maximum | |||||||||||||
| Classification | Tension test | Impact test | |||
|---|---|---|---|---|---|
| TS (MPa) | YS (MPa) | EI (%) | Test temp. (°C) | Absorbed energy (J) | |
| ER70S-2 | 490min | 400min | 22min | -30 | 27min |
| ER70S-3 | -20 | ||||
| ER70S-6 | -30 | ||||
| ER70S-G | As agreed between supplier and purchaser |
||||
Kobe Steel manufactures TIG rods for 490 MPa HT steels (see Table 1). FAMILIARCTM TG-S70S2 and FAMILARCTM TG-S70S3 rods have been newly developed to meet market demand. Table 2 lists the chemistries of TIG (filler) rods and Table 3 details the mechanical properties of weld metals from the AWS A5.18 specifications. This article will discuss the properties of Kobe Steel’s TIG rods in Table 1 in detail and suggest some tips for better welding results with GTAW.
2. Properties of FAMILIARCTM TG-S50
TG-S50 is classified as ER70S-G in AWS A5.18. It is, however, a C-Si-Mn type of rod that exhibits excellent tensile strength and impact properties for GTAW welding of 490 MPa HT steels. It provides superior usability through fluidity of molten metal and wetting of the bead surface, and it can be applied to not only the root-pass welding of pipe joints but also almost all joints as well as welding positions. It has been Kobe Steel’s most highly reputed GTAW rod and has been adopted in a wide range of applications.
TG-S50 is well-suited to post welding heat treatment (PWHT), and as a matter of fact, has undergone PWHT when applied to large-scale structural members such as chemical reactors. However, users should note the recommended PWHT condition of around 625°C×5 hours (hr) because the YS decreases during PWHT.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| 0.17 | 0.76 | 1.43 | 0.011 | 0.015 | 0.20 | 0.01 | 0.02 | <0.01 | <0.01 |
| Tensile test at RT* | Absorbed energy (J) | ||||||
|---|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -30°C | -20°C | 0°C | |
| As-welded | 485 | 586 | 36 | 163 168 142 |
192 198 198 |
216 238 218 |
244 256 230 |
| Note: *RT = Room temperature | |||||||
Table 4 shows the typical chemistry of TG-S50 weld metal, and Table 5, the typical mechanical properties in as-welded and PWHT (625°C × 5hr) conditions.Figure 1 shows the tensile properties in relation to the test temperatures. TS increases at a temperature range of 200 – 350°C in the as-welded condition; this is known as the blue brittleness phenomenon.
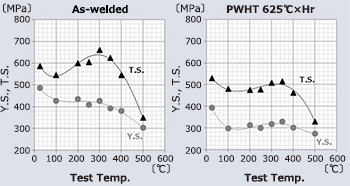
Figure 1: Tensile properties of weld metal

Figure 2: Back bead appearance in 1G position
Figure 2 shows back bead appearance after root-pass welding in the 1G position by TG-S50 (2.4mm dia.). The groove configuration was of single 60°V, with a root gap of 3.0-3.5mm. The welding conditions were 110A-12V and without back-shielding.
3. Properties of FAMILIARCTM TG-S51T
Like TG-S50, TG-S51T is a C-Si-Mn type of rod - but equivalent to AWS A5.18 ER70S-6. With higher amounts of C, Si and Mn contents, it yields higher TS and YS levels than TG-S50; however, the impact properties of TG-S51T weld metal are nearly the same as those of TG-S50.
Similar to TG-S50 in usability, bead appearance and ease of use, TG-S51T is also used across a wide range of applications.
Because TG-S51T weld metal retains sufficient tensile properties of 490 MPa HT steels, even over longer periods of PWHT, it can be applied to joints of large-scale structural members that require stress relief annealing.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| 0.11 | 0.82 | 1.55 | 0.011 | 0.012 | 0.20 | 0.01 | 0.01 | <0.01 | <0.01 |
| PWHT | L.M.P.*1 (×103) | Tensile test at RT | Absorbed energy (J) | ||
|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -30°C | ||
| As-welded | - | 523 | 621 | 35 | 168, 174, 160 |
| 625°C × 8hr | 18.77 | 422 | 562 | 37 | 194, 176, 176 |
| 625°C × 14hr | 18.99 | 414 | 550 | 37 | 188, 172, 191 |
| 625°C × 30hr | 19.29 | 396 | 535 | 37 | 160, 178, 172 |
| 625°C × 45hr | 19.44 | 382 | 524 | 38 | 184, 156, 158 |
| Note: *1 L.M.P. = Larson-Miller Parameter | |||||
Tables 6 and 7, and Figure 3 show the typical chemistry of TG-S51T weld metal, the typical mechanical properties in as-welded and various PWHT conditions and the tensile properties in relation to the Larson-Miller Parameters, respectively.
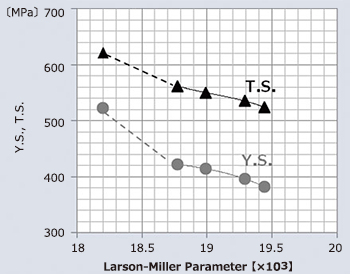
Figure 3: Tensile properties of weld metal

Figure 4: Back bead appearance in 1G position
Figure 4 shows back bead appearance in the 1G position . The groove configuration was of single 60°V, with a root gap of 3.0-3.5mm. The welding conditions were 110A-12V and without back-shielding.
4. Properties of FAMILIARCTM No.65G
NO65G TIG rod, equivalent to AWS A5.18 ER70S-2, contains less C, Si and Mn contents than TG-S50 or TG-S51T; instead, Al, Ti and Zr are specially added. These elements help to decrease the amount of oxygen in the molten pool, allowing NO65G to provide a weld metal of relatively high cleanness. On the other hand, it is a little inferior to TG-S50 or TG-S51T in terms of fluidity of molten metal, because of which its surface tension increases while the oxygen content in the molten metal is decreased.
Because Al, Ti or Zr is an element with high oxygen affinity, slag can be generated on the bead surface after a part of the element combines with oxygen in the molten metal during welding. Users are therefore advised to beware of weld defects, such as poor bead appearance or slag inclusion, caused by the slag.
Each chemical element in NO65G rod is strictly controlled to maintain a narrow range within the AWS A5.18 ER70S-2 specification so that it can meet the tough requirements set out by Japanese clients for mechanical properties in critical structural projects.
| C | Si | Mn | P | S | Cu | Al | Ti | Zr |
|---|---|---|---|---|---|---|---|---|
| 0.04 | 0.50 | 1.20 | 0.007 | 0.012 | 0.22 | 0.06 | 0.05 | 0.02 |
| Tensile test at RT | Absorbed energy (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -30°C | -20°C | |
| As-welded | 584 | 635 | 29 | Av 165 | Av 200 | Av 215 |
| 625°C × 8hr | 545 | 615 | 30 | Av 138 | Av 160 | Av 175 |
Table 8, Table 9 and Figure 5 show the typical chemistry of NO65G weld metal, the typical mechanical properties in as-welded and PWHT (625°C×8 hr) conditions and the absorbed energies in relat ion to the tes t temperatures, respectively.
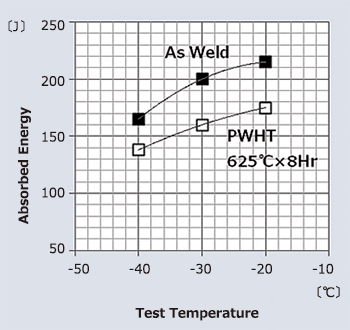
Figure 5: Impact properties of weld metal
Figures 6 and 7 show face side bead appearance after root and second passes and back bead appearance after root-pass welding in 1G and 3G (uphill) positions by NO65G (2.4mm dia.), respectively. Figures 8 and 9 exhibit macro-structures of root-pass and second-pass welding in 1G and 3G (uphill) positions, respectively. The groove configuration was of single 60°V, with a root gap of 3.0-3.5mm. The welding conditions were 110A-12V for root-pass without back-shielding and 160A-13V for second pass welding, respectively.
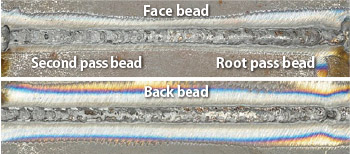
Figure 6: Bead appearance in 1G position
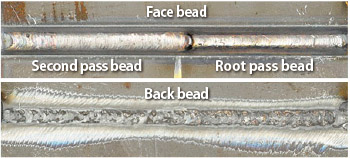
Figure 7: Bead appearance in 3G (uphill) position
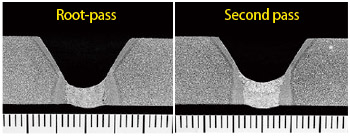
Figure 8: Macro-structure in 1G position
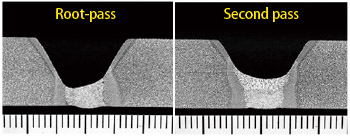
Figure 9: Macro-structure in 3G (uphill) position
5. Properties of FAMILIARCTM TG-S70S2
Like NO65G, TG-S70S2 is designed to fulfill AWS A5.18 ER70S-2 specifications though it has some key differences. TG-S70S2 is targeted toward a comparatively more versatile set of structures that fall under the AWS A5.18 ER70S-2 requirements, and its chemistries are wider than those of NO65G within the ER70S-2 specifications.
Al, Ti and Zr, increased slag generation and slightly inferior impact properties may result in comparison with NO65G, in which these elements are more tightly controlled. Higher amounts of Al, Ti and Zr cause impact properties to begin to fluctuate.
| C | Si | Mn | P | S | Cu | Al | Ti | Zr |
|---|---|---|---|---|---|---|---|---|
| 0.05 | 0.42 | 1.05 | 0.010 | 0.009 | 0.11 | 0.09 | 0.06 | 0.04 |
| Tensile test at RT | Absorbed energy (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -30°C | -20°C | |
| As-welded | 563 | 622 | 28 | Av 125 | Av 205 | Av 247 |
| 625°C × 8hr | 526 | 604 | 30 | Av 107 | Av 156 | Av 180 |
Tables 10 and 11, and Figure 10 show the typical chemistry of TG-S70S2 weld metal, the typical mechanical properties in as-welded and PWHT (625 °C×8 hr) conditions and the absorbed energies in relation to the tested temperatures, respectively.
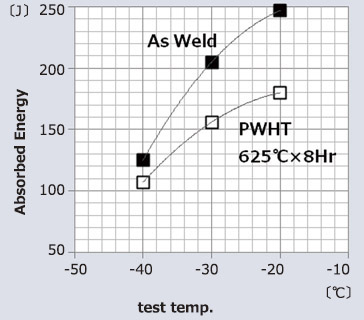
Figure 10: Impact properties of weld metal
Figure 11 shows back bead appearance in 1G and 3G (uphill) positions by TG-S70S2 (2.4mm dia.).
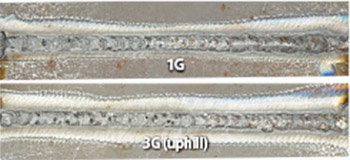
Figure 11: Back bead appearances of
weld metal in 1G and 3G (uphill) position
6. Properties of FAMILIARCTM TG-S70S3
TG-S70S3 is a C-Si-Mn type of rod, like TG-S50 or TG-S51T, but it is designed to meet the AWS A5.18 ER70S-3 specifications It is, however, designed to contain lower amounts of C-Si-Mn than TG-S50, resulting in the lower tensile properties of the weld metal. Therefore, PWHT is not recommended but for the as-welded condition only.
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|---|
| 0.10 | 0.53 | 1.11 | 0.010 | 0.015 | 0.13 | 0.01 | 0.02 | <0.01 | <0.01 |
| Tensile test at RT | Absorbed energy (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -40°C | -20°C | 0°C | |
| As-welded | 460 | 553 | 36 | 200 170 190 |
240 240 245 |
255 260 286 |
Tables 12 and 13 show the typical chemistries and mechanical properties of TG-S70S3 weld metal in the as-welded condition, respectively.
7. Comparison of tensile properties
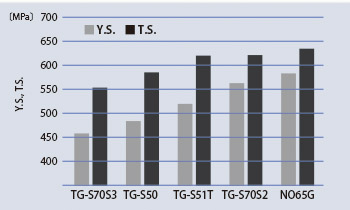
Figure 12: Comparison of tensile properties
Figure 12 compares the tensile properties of weld metals by five TIG rods that meet AWS A5.18 specifications.
It can be seen that the rod with the highest tensile and yield strength is NO65G, while these properties are lowest in TG-S70S3. These rods are sequenced in terms of tensile properties as follows:
NO65G>TG-S70S2>TG-S51T>TG-S50>TG-S70S3
8. Tips for better welding results in GTAW
An advantage of using TIG welding process for 490 MPa HT steels is the ability to obtain weld metal with high cleanness due to the low oxygen content in the weld metal when utilizing pure 100 % Ar shielding gas. On the other hand, hardness may increase in as-welded and not-reheated zones such as after the final pass in multilayer welding or single pass fillet welding.
When the final pass weld metal of a pipe joint with increased hardness is exposed, for example, to an ambience filled with hydro-sulfide (H2S), the hydrogen, having a small atomic radius, diffuses in the weld metal and may increase the risk of delayed cracks.
When TIG welding is applied to structures that will be exposed to an atmosphere containing H2S, the following tips are recommended to avoid increased hardness and prevent delayed cracking:
(1)Prevent excess hardening by maintaining a low cooling rate of the weld metal while applying high heat input.
(2)Prevent excess hardening by maintaining a low cooling rate of the weld metal while applying high interpass temperature or preheating.
(3)Provide an as-welded weld metal with re-heating by PWHT. (This process shall not be utilized on structural members that shall be left in an as-welded condition.)
(4)It is also effective to apply FAMILIARCTM TG-S35.
| AWS A5.18 | ASME F-No. | ASME A-No. | JIS Z3316 |
|---|---|---|---|
| - | 6 | 1 | W35A0U 10 |
TG-S35 is designed to be used for mild steels with low TS and limited to final pass welding only. It is not classified in AWS A5.18 but in Japanese Industrial Standard (JIS) Z3316 W35A0U 10 (Table 14)
| C | Si | Mn | P | S | Cu | Ni | Cr | Mo | V | |
|---|---|---|---|---|---|---|---|---|---|---|
| TG-S35 | 0.01 | 0.02 | 0.44 | 0.012 | 0.008 | 0.17 | 0.01 | 0.01 | <0.01 | <0.01 |
| JIS Z3316 W35A0U 10 |
0.02 max |
0.20 max |
0.70 max |
0.025 max |
0.025 max |
0.50 max |
0.15 max |
0.15 max |
0.10 max |
0.05 max |
The typical chemistry of TG-S35 weld metal and the JIS specification of the rod chemistry are shown in Table 15.
| Tensile test at RT | Absorbed energy (J) | |||||
|---|---|---|---|---|---|---|
| YS (MPa) | TS (MPa) | EI (%) | -30°C | -20°C | 0°C | |
| TG-S35 | 335 | 405 | 37 | 36 46 32 |
154 132 136 |
212 226 228 |
| JIS Z3316 W35A0U 10 |
250 min | 350-450 | 22 min | 0°C | ||
| 47J min | ||||||
The typical mechanical properties of TG-S35 weld metal and JIS specification of mechanical properties both in as-welded condition are shown in Table 16.
For reference, the hardness test result of TG-S35 weld metal in comparison with TG-S50 weld metal is shown in Figure13.The hardness was measured as shown in the drawing below.
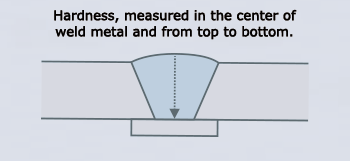
Hardness, measured in the center of
weld metal and from top to bottom.
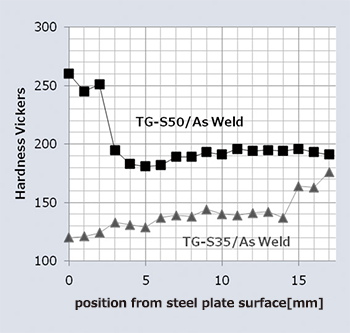
Figure 13: Hardness comparison between TG-S35 and
TG-S50 weld metals

Products
- Main Products
- Welding Consumables
- Arc welding robots
- Industries - Recommended Materials
- Welding Handbook Quick View
- Product Quick View & Highlights
- For HEAT-RESISTANT STEEL
- For STAINLESS STEEL
- For LOW-TEMPERATURE STEEL
- Product Highlight
- Catalog
- Technical Highlights
- Certification
- SDS ※English Only
- ARCMAN
- Welding Robot
- Software




