

- Home >
- Products >
- Technical Highlight >
- Vol.18: Welding duplex stainless steels >
Technical Highlight Vol.18
Vol.18: Welding duplex stainless steels

1. Preface
Duplex stainless steel, which has a dual-phase microstructure consisting of ferritic and austenitic grains, as shown in Photo 1, overcomes the weaknesses associated with two types of steel by offering higher resistance to stress corrosion cracking than austenitic stainless steel and better notch toughness than ferritic stainless steel. Duplex stainless steel plays an important role in such diverse applications as petro-chemical plants, chemical carriers, offshore structures and bridges as shown in Photos 2 and 3. This article will discuss the features of duplex stainless steels as well as their most suitable welding consumables.
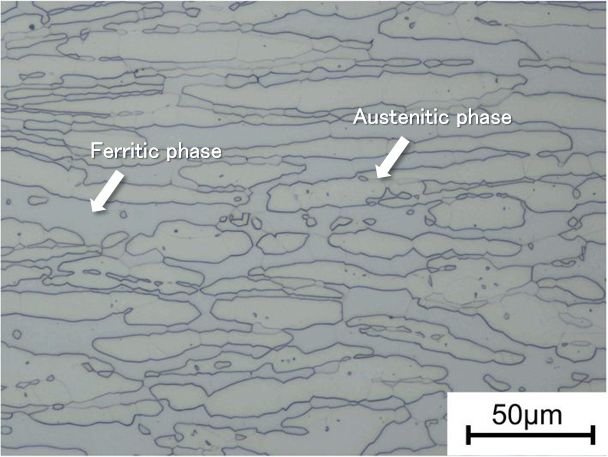
Photo 1: Microstructure of duplex stainless steel
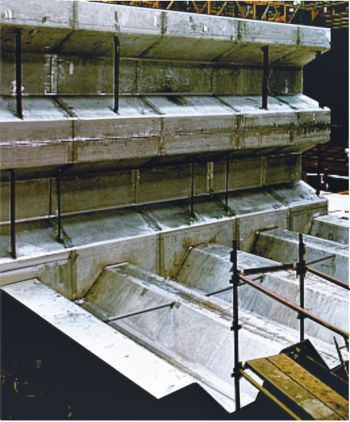
Photo 2: Chemical Tanker Bulkhead

Photo 3: Stonecutters Bridge main tower, rising over
175m above sea level (Hong Kong)
2. Features of duplex stainless steels
The microstructure of duplex stainless steel shows that the austenitic grains have precipitated on a completely ferritic phase with a phase balance of approximately 50% ferrite and 50% austenite. As this condition is the most stable of microstructures, the features of duplex stainless steel can be highlighted.
In comparison with austenitic stainless steel, duplex stainless steel offers the following advantages:
- smaller thermal expansion coefficient and larger thermal conductivity,
- higher room temperature strength,
- excellent resistance against pitting corrosion and stress corrosion cracking;
but also some disadvantages:
- higher nitrogen (N) content
- larger microstructure transformation caused by heat treatment and easier property deterioration including corrosion resistance
The effects of microstructure transformation are particularly noticeable at the heat affected zone (HAZ) and will be discussed later.
Duplex stainless steel is produced mainly in three grades in relation to chemical compositions: standard, super and lean.
- Standard duplex stainless steel: Composed of 22%Cr-5%Ni-3%Mo-0.15%Ni, it is literally the standard.
- Super duplex stainless steel: Amounts of Mo and N are added to the standard in order to increase room temperature strength and pitting corrosion resistance.
- Lean duplex stainless steel: Amounts of Ni and Mo are reduced from the standard in order to lower the cost.
Table 1 shows the typical chemical compositions of the three grades of duplex stainless steels. Figure 1 shows a relative comparison between tensile strength and the pitting corrosion resistance index [PREW=Cr+3.3 (Mo+0.5W)+16N] of various stainless steels. A larger PREW means better pitting corrosion resistance.
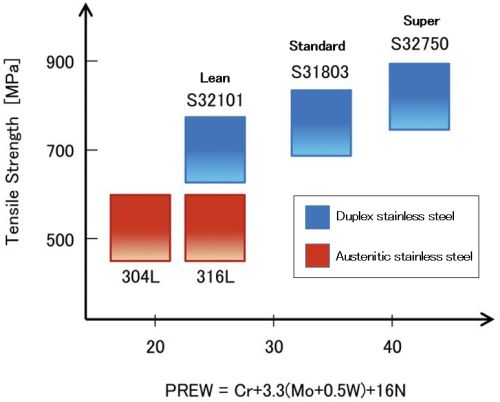
Figure 1: Relative comparison between tensile strength and pitting corrosion resistance index (PREW) of various stainless steels
| Grade | UNS No. | C | Si | Mn | P | S | Cu | Cr | Ni | Mo | W | N | PREW* |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Standard | S31803 | 0.02 | 0.5 | 1.5 | 0.02 | 0.001 | 0.4 | 22.1 | 6.0 | 3.0 | - | 0.12 | 33.9 |
| S32205 | 0.02 | 0.4 | 1.4 | 0.03 | 0.001 | 0.3 | 22.1 | 5.6 | 3.1 | - | 0.18 | 35.2 | |
| Super | S32750 | 0.02 | 0.4 | 0.7 | 0.02 | 0.001 | 0.1 | 25.6 | 7.0 | 3.8 | 0.1 | 0.28 | 42.8 |
| S32760 | 0.03 | 0.3 | 0.7 | 0.02 | 0.001 | 0.6 | 25.4 | 7.0 | 3.5 | 0.6 | 0.21 | 41.3 | |
| Lean | S32101 | 0.03 | 0.7 | 4.9 | 0.03 | 0.001 | 0.2 | 21.6 | 1.5 | 0.2 | - | 0.22 | 25.8 |
| S32304 | 0.02 | 0.5 | 1.5 | 0.02 | 0.001 | 0.2 | 22.7 | 4.7 | 0.3 | - | 0.10 | 25.3 | |
| * PREW=Cr+3.3(Mo+0.5W)+16N | |||||||||||||
3. Features of the welded zone of duplex stainless steel
3.1 HAZ of duplex stainless steel
In duplex stainless steel, the dual phases of austenitic and ferritic grains are balanced in the heat treatment process. By contrast, at the HAZ of duplex stainless steel, pitting corrosion resistance and mechanical properties can deteriorate occasionally, because the phase balance and chemical compositions of the dual phases change in accordance with the cooling rate, which is influenced by welding heat input or plate thickness.
To be more precise, at the high temperature HAZ (HT-HAZ) close to the weld interface, the austenitic grains dissolve into the ferritic phase first and then precipitate as austenitic grains during the cooling process and create the dual microstructures at the end. However, when a high cooling rate occurs due to excessively low heat input, austenitic grain re-precipitation is delayed, and Cr carbides and/or Cr nitrides precipitate into the ferritic grains. As a result, a Cr-depleted layer will form around the HAZ, leading to a deterioration in corrosion resistance.
On the other hand, at the low temperature HAZ (LT-HAZ), away from the weld interface, a low cooling rate due to high heat input can cause ferritic grain coarsening and precipitation of the σ (sigma) phase, Cr-carbides, and Cr-nitrides, thereby decreasing corrosion resistance and notch toughness.
To conclude, the HT-HAZ requires relatively slow cooling so as to enable the austenitic grains to precipitate sufficiently, while the LT-HAZ needs much faster cooling so as to suppress the harmful precipitates from precipitating. Accordingly it is necessary to control the cooling rate to satisfy the requirements of both the HT-HAZ and LT-HAZ through appropriate weld heat input, pre-heating and interpass temperatures. (1)
3.2 Weld metal of duplex stainless steel
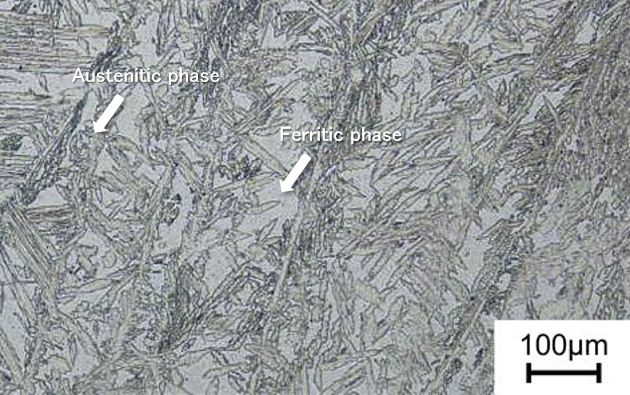
Photo 4: Microstructure of duplex stainless steel weld metal
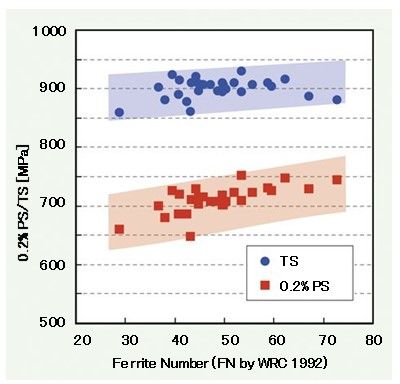
Figure 2: Correlation between FN and tensile
strength / 0.2% proof stress of E2594 type FCW weld metal
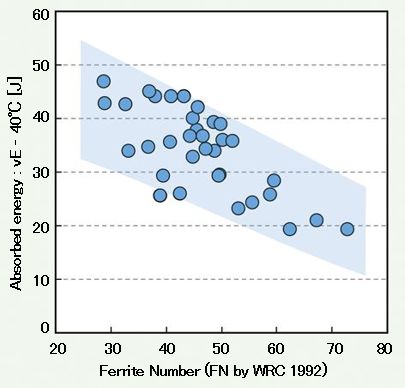
Figure 3: Correlation between FN and notch toughness of
E2594 type FCW weld metal
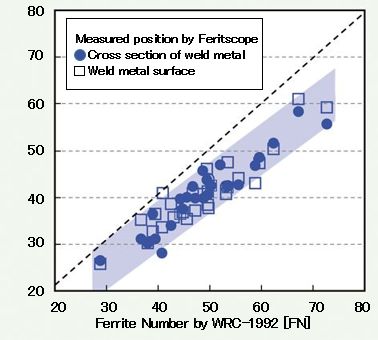
Figure 4: Correlation of FN by Feritscope and WRC diagram
The weld metal of duplex stainless steel is adjusted to obtain the required properties in the as-welded condition as shown in Photo 4; in contrast to the stable distribution of the ferritic and austenitic phases in duplex stainless steel, in weld metal they are distributed much more haphazardly.
Figures 2 and 3 show the correlations between the ferrite number (FN), i.e. the ferrite content, and tensile strength/proof stress, and between the FN and notch toughness on the weld metal by the AWS E2594 type flux cored wire (FCW), respectively.
It can be seen in both figures that when the FN increases, room temperature strength improves while notch toughness declines. As the FN also influences pitting corrosion resistance, good mechanical properties as well as pitting corrosion resistance can be obtained by selecting the most suitable welding consumables and controlling welding procedures, including base metal dilution and/or the cooling rate, to put the weld metal FN within a range from 30 to 65. In addition, because the weld metal is less corrosion resistant than the base metal, which is produced through a process of thermal refining, it is designed to hold slightly higher amounts of alloying elements (higher PREW) than the base metal. The Ni content of the weld metal is also designed to be higher than that of the base metal in order to optimize the ratio of austenitic and ferritic grains under as-welded conditions in many cases. (2), (3)
Because the weld metal FN influences mechanical properties as well as pitting corrosion resistance, it is important to check and control it. But how does one measure FN? Three methods are available: point counting, which utilizes the microstructures; referring to the Welding Research Council’s (WRC)-1992 diagram composed of chemical compositions; or using a Feritscope, which applies eddy current and magnetic induction. At welding sites, the point counting method is seldom applied as it is difficult to handle. When FN control is necessary for butt joint welding, the Feritscope is preferred to determine pass/fail.
Figure 4 shows the correlation of measuring FN by Feritscope or by WRC diagram. It can be seen that FN by Feritscope is not exactly equal to that by WRC diagram. Therefore, special attention has to be paid, depending on what method is adopted.
4. Kobelco’s duplex stainless steel welding consumables
Kobelco’s duplex stainless steel welding consumables are available for all grades of duplex stainless steel and are listed in Table 2 together with their chemical compositions and mechanical properties.
| Grade | Welding process | Product name | AWS classification | Chemical compositions [mass%] | Mechanical properties | Remarks | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Ni | Cr | Mo | N | PREW*1 | FNW*2 [FN] | 0.2%PS [MPa] | TS [MPa] | EI [%] (G.L.=4D) | vE0°C [J] | |||||
| Standard duplex stainless steel | GTAW | [P] TG-S2209 | A5.9/A5.9M ER2209 | 0.008 | 0.39 | 1.67 | 8.7 | 22.7 | 3.10 | 0.16 | 35.5 | 51 | 598 | 773 | 39 | 270 | DCEN, 100%Ar |
| SMAW | [P] NC-2209 | A5.4/A5.4M E2209-16 | 0.028 | 0.54 | 1.14 | 8.8 | 23.1 | 3.34 | 0.15 | 36.5 | 51 | 667 | 845 | 30 | 97 | DCEP | |
| FCAW | [P] DW-329AP | A5.22/A5.22M E2209T1-1/-4 | 0.023 | 0.57 | 0.66 | 9.4 | 23.0 | 3.40 | 0.14 | 36.4 | 49 | 605 | 823 | 30 | 55 | DCEP, 100%CO2 | |
| FCAW | [P] DW-2209 | A5.22/A5.22M E2209T1-1/-4 | 0.028 | 0.61 | 0.74 | 9.1 | 22.7 | 3.30 | 0.13 | 35.6 | 46 | 639 | 820 | 28 | 73 | DCEP, 80%Ar+20%CO2 | |
| SAW | [P] US-2209 / [P] PF-S1D | A5.9/A5.9M ER2209 (Wire) | 0.021 | 0.31 | 1.56 | 8.9 | 23.0 | 3.28 | 0.15 | 35.9 | 57 | 618 | 798 | 29 | 69 | DCEP | |
| Super duplex stainless steel | GTAW | [P] TG-S2594 | A5.9/A5.9M ER2594 | 0.019 | 0.44 | 0.57 | 9.3 | 25.0 | 3.82 | 0.28 | 42.0 | 42 | 721 | 870 | 31 | 286 | DCEN, 98%Ar+2%N2 |
| SMAW | [P] NC-2594 | A5.4/A5.4M E2594-16 | 0.035 | 0.55 | 0.66 | 9.8 | 26.6 | 3.86 | 0.25 | 43.3 | 50 | 750 | 935 | 28 | 55 | DCEP | |
| FCAW | [P] DW-2594 | A5.22/A5.22M E2594T1-1/-4 | 0.026 | 0.50 | 1.18 | 9.6 | 25.7 | 3.79 | 0.24 | 42.0 | 49 | 712 | 905 | 27 | 55 | DCEP, 80%Ar+20%CO2 | |
| Lean duplex stainless steel | FCAW | [P] DW-2307 | A5.22/A5.22M E2594T1-1/-4 | 0.026 | 0.45 | 1.26 | 7.9 | 24.6 | 0.03 | 0.15 | 27.1 | 41 | 571 | 750 | 29 | 58 | DCEP, 80%Ar+20%CO2 |
| *1: PREW=Cr+3.3( Mo+0.5W )+16N *2: FNW=Ferrite Number by WRC 1992 Diagram [P] stand for PREMIARC™ | |||||||||||||||||
A key factor in the design of welding consumables for duplex stainless steel is how to control for the relatively high amount of nitrogen (N), which frequently causes porosity problems such as blowholes, pits and elongated porosity as well as poor slag removal. It can also cause the radiographic property (X-ray property) in flux cored arc welding (FCAW) or shielded metal arc welding (SMAW) to fail in the horizontal or overhead positions. In order to counter the porosity problems, Kobelco’s welding consumables are designed to increase N solubility by adjusting the weld metal chemical compositions and to optimize the slag solidification temperature and viscosity. Improving slag removability is necessary since N in the weld metal makes that difficult even though the slag generated from the slag forming components in the coating flux (on SMAW) or in the flux (on FCAW or SAW) covers the weld metal during welding. Poor slag removal may cause slag to remain here and there on the bead surface and may prevent smooth welding and/or cause slag inclusions. Kobelco welding consumables are therefore designed to optimize the slag forming components in the coating of covered electrodes and in the flux of FCWs and SAW fluxes for easy slag removal.
Photo 5 shows the bead appearance and macro-structure of a butt joint welded by FCAW with PREMIARCTM DW-2594. Photo 6 shows the same by SAW with PREMIARCTM US-2209 wire / PREMIARCTM PF-S1D flux. Kobelco duplex stainless steel welding consumables provide excellent mechanical properties (refer to Table 2), high pitting corrosion resistance and porous defect resistance as well as superb slag removability.

Photo 5: Bead appearance and macro-structure of
DW-2594 butt joint (3G)
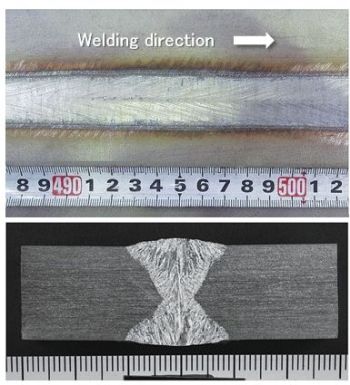
Photo 6: Bead appearance and macro-structure of
US-2209 / PF-S1D butt joint (1G)
5. Selection of welding consumables
When welding duplex stainless steels, it is recommended to select the welding consumables of the same grade or higher, depending on the cases. For example, when welding standard duplex stainless steel, a welding consumable equivalent to AWS E2209 or E2594 (a higher grade) can be chosen. The selection guide is shown in Table 3.
In cases of dissimilar welding between carbon steel or austenitic stainless steel and duplex stainless steel, 309L or 309MoL welding consumables or those for duplex stainless steels are applicable. The selection guide is shown in Table 4.
| Welding consumable grade | ||||||
|---|---|---|---|---|---|---|
| 2307 type | 2209 type | 2594 type | ||||
| Product name | GTAW | - | TG-S2209 | TG-S2594 | ||
| SMAW | - | NC-2209 | NC-2594 | |||
| FCAW | DW-2307 | DW-329AP DW-2209 | DW-2594 | |||
| SAW | - | US-2209/PF-S1D | - | |||
| Duplex stainless steel grade | Lean | Base metal | UNS S32101 UNS S32304 | ◎ | ○ | ○ |
| Standard | UNS S31803 UNS S32205 | × | ◎ | ○ | ||
| Super | UNS S32750 UNS S32760 | × | × | ◎ | ||
| ◎: Applicable welding consumables of similar composition metals ○: Applicable welding consumables ×: Not applicable | ||||||
| Duplex stainless steel grade | Carbon steel / Low alloy steel | Austenitic stainless steel | |
|---|---|---|---|
| 304L type | 316L type | ||
| Lean | Types of 309L, 309MoL, 2307 | Types of 309L, 309MoL, 2307 | Types of 309MoL, 2307 |
| Standard | Types of 309L, 309MoL, 2209 | Types of 309L, 309MoL, 2209 | Types of 309MoL, 2209 |
| Super | Types of 309L, 309MoL, 2594 | Types of 309L, 309MoL, 2594 | Types of 309MoL, 2594 |
6. Notes on usage
The welding procedures for duplex stainless steels are similar to those of austenitic stainless steels in general but special care should be paid in order to maximize their strengths.
6.1 Heat input limitation
The heat input limitation is common in all welding processes. However, duplex stainless steel contains higher amounts of Cr and Mo than usual. If weld metal cools down extremely slowly due to excessive heat input and remains in a temperature range of 700-800℃ for a long time, it forms the σ (sigma) phase, which deteriorates notch toughness. On the other hand, when the cooling rate of the weld metal is too high due to extremely low heat input, Cr nitride precipitates at the HAZ close to the weld interface and, as a result, forms a Cr-depleted layer. This will cause corrosion resistance to deteriorate. Because the cooling rate also influences the amount of weld metal FN, it is necessary to avoid heat input that is too high or too low. The American Petroleum Institute (API) recommends heat input of 5 to 25 kJ/cm as its guideline.(4)
6.2 Shielding gas composition on GTAW
TIG welding usually adopts 100% Ar as the shielding gas for circumferential root pass welding of stainless steel pipes. However, if 100% Ar shielding gas is used for TIG welding with a solid filler rod for duplex stainless steel, the amount of N in the weld metal may be less than that in the TIG filler rod. This results when the N in the TIG filler rod does not completely transfer to the weld metal; instead, some of the N is discharged as N2 gas from the molten pool inside.
This will cause excessive ferrite in the weld metal and/or a PREW drop, resulting in the possible deterioration of notch toughness and pitting corrosion resistance. In order to avoid such problems, it is recommended to add about 2% N2 gas into the shielding gas, depending on the N content in the weld metal and/or base metal.
6.3 Prevention of hot crack on SAW
It should also be noted that duplex stainless steel welding consumables are more susceptible to hot cracks than standard austenitic stainless steel welding consumables except for fully austenitic stainless steel welding consumables. In this sense, there is a high risk of hot cracks with SAW, which applies high heat input in general. As the susceptibility to hot cracks is influenced by bead shapes as well, it is recommended to avoid narrow gap welding, large welding currents and high welding speeds. Such welding conditions must be confirmed thoroughly before actual welding takes place.
7. Postscript
The duplex stainless steels and their welding consumables available from Kobe Steel were discussed herein. It is forecast that the application of duplex stainless steels will be further expanded at home and abroad. It is desired that this article will be of assistance for welding duplex stainless steels.
[Reference]
(1) Welding Consumables for Super Duplex Stainless Steel: Journal of the Japan Welding Society, Vol. 80 (2011), No. 2
(2) Welding of duplex stainless steel: Welding Technology, February, 2011
(3) Weldability of Stainless Steels: Journal of the Japan Welding Society, Vol. 79 (2010), No. 6
(4) API Technical Report 938-C: Use of Duplex Stainless Steels in the Oil Refining Industry: American Petroleum Institute
Products
- Main Products
- Welding Consumables
- Arc welding robots
- Industries - Recommended Materials
- Welding Handbook Quick View
- Product Quick View & Highlights
- For HEAT-RESISTANT STEEL
- For STAINLESS STEEL
- For LOW-TEMPERATURE STEEL
- Product Highlight
- Catalog
- Technical Highlights
- Certification
- SDS ※English Only
- ARCMAN
- Welding Robot
- Software




