

- Home >
- Products >
- Technical Highlight >
- Vol.20: The new “CB type” controller for the ARCMAN™ robotic welding system >
Technical Highlight Vol.20
Vol.20: The new “CB type” controller for the ARCMAN™ robotic welding system

1. Preface

Figure 1 : CB controller
A new controller, called the “CB type,” for the ARCMAN™ series robotic arc welding system has recently been developed by Kobe Steel under the concept that “welding can be carried out from start to finish anywhere in the world.”
How well a ro tic welding system performs often depends on the controller, which controls the movement of the robots and peripheral equipment and also has functions that preserve and edit welding procedure data.
For welding work comprised of medium and heavy plate thicknesses, such as steel frame and bridge construction, construction machinery and rolling stock, it is necessary to perform multi-pass welding involving repeated instances of overlap welding over long periods of time. The ARCMAN™ series robot enables high quality welding due to a well-designed system that utilizes arc sensor as well as vibration control technologies, and, thus, is able to trace any work distortions caused by welding heat.
However, since 2005 when the conventional “CA type” controller was developed, requirements for welding quality and efficiency have tightened, leading us to develop a robot with more complex movements, and a larger capacity for storing and using welding procedure data and history.
The CB type controller, therefore, features high performances as well as simplified programs that respond to the needs of more advanced automated welding. Because teaching can be a time-consuming process, particularly for welding large-sized structures, the pendant has been redesigned to allow easy and comfortable teaching of the robot. Figure 1 shows the CB type controller with the redesigned teaching pendant.
Table 1 shows the main specifications of the CB type controller and new teaching pendant for the controller. See Tables 2 and 3 for a comparison of specifications between the conventional CA type and CB type controllers and their teaching pendants, respectively.
| CB type controller | |
|---|---|
| External dimension | 600W x 950H x 400D (mm) |
| Operating condition | Temp : 0-45°C ; Humidity : 20-90% |
| Power source | AC200V/220V ; 3 phase ; 50/60Hz |
| No. of axes to be controlled | 18 axes |
| No. of built-in axes | 3 axes max. ; Total 3.6 kw or less (Slider : 3 axes / Positioner : 2 axes) |
| Generic Ext. I/O | Standard input : 38 points (156 max.) Standard output : 18 points (136 max.) Analog I / O can be connected. |
| Internal memory | Program : up to #9,999 ; Data bank : up to #9,999 |
| Equipment to be connected | Manipulator : ARCMAN™ MP & GS Power source : SENSARC™ AB500 & CS500(available from Oct. 2016) |
| Teaching pendant | |
|---|---|
| Liquid crystal display | Color-touch panel ; 640 x 480 (pixels) ; 5.7 inch |
| Cable connection | Connector connection |
| Key durability | Coating and protective sheet |
| External memory | SD |
| Weight | 0.95 kg |
| Language | Japanese ; English ; Chinese and Korean (planned) |
| CB type controller | Conventional type | |
|---|---|---|
| External dimension (mm) | 600W x 950H x 400D | 600W x 1100H x 400D |
| Operating condition | Temp : 0-45°C ; Humidity : 20-90% | Same |
| Power source | AC200V / 220V ;3 phase ; 50 / 60Hz | Same |
| Protective class | IP54 (IP4X for fan protection) | Same |
| No. of axes to be controlled | 18 axes | 13 or 18 axes |
| No. of built-in axes | 3 axes max. ;Total 3.6 kw or less (Slider : 3 axes /Positioner : 2 axes) |
Same |
| Generic Ext. I/O | Standard input : 38 points (156 max.) Standard output : 18 points (136 max.) Analog I/O can be connected. |
Standard input : 48 points (96 max.) Standard output : 48 points (96 max.) Analog I/O cannot be connected. |
| No. of built-in axes | Program : up to #9,999 ; Data bank : up to #9,999 | Program : up to #999 ; Data bank : up to #999 |
| CB type teaching pendant | Conventional pendant | ||
|---|---|---|---|
| Liquid crystal display | Color-touch panel ;640 x 480 (pixels) ; 5.7 inch | Black & white ;320 x 240 (pixels) ; 5.7 inch | |
| Switch | Emergency stop |
Yes | Yes |
| Enable | 2 Nos. max.(right-hand side optional) | 1 No. | |
| Servo “ON” | Yes | NIL | |
| Arc “ON/OFF” | Yes | NIL (Key-sheet : Yes) | |
| Pause | Yes | NIL (Key-sheet : Yes) | |
| Forward verification on rear side |
Yes | NIL | |
| No. of keys | 57 | 53 | |
| Cable connection | Connector connection | Connected directly to printed circuits | |
| Key durability | Coating & protective sheet | No | |
| External memory | SD | CF | |
| Weight | 0.95 kg | 1.1 kg | |
| Language | Japanese, English, Chinese and Korean (planned) | Japanese, English and Chinese | |
2. Features of the CB type controller
2.1 High performance required for medium and heavy-thick plate welding
Compared with the conventional type, the controlling capacity of the CB type controller is three times higher or more, thanks to faster computing speed and a more accurate arc sensor, and this is expected to increase more in the future.
The internal memory has drastically increased, both in terms of the number of teaching programs it can store (from no. 999 to no. 9,999) as well as the size of the data bank (welding parameter file).
The CB type controller can cope with small lot sizes of various kinds, because while the teaching programs have been subdivided, the optimum welding parameters can be preserved in the controller.
Sensing time has been reduced by 20% (based on an internal test result), while the accuracy of the touch sensing function has been improved, by utilizing a high grade of model-based control technology. Finally, the CB type controller responds to customer needs by improving productivity with shorter tact time.
2.2 Good operability
The teaching pendant (see Figure 2) has been designed to be light in weight, to have an easily viewable screen and to maintain excellent operability and responsiveness. These are the factors that customers rate most highly.

Figure 2 : New teaching pendant for CB type controller
The teaching pendant weighs 0.95 kg, 15% lighter than the conventional one. As the lightest and best-optimized in terms of weight balance in the robotic industry, it is easy to carry and reduces an operator’s load.
Furthermore, the interface offers a user-friendly operating environment, even for beginners, with an intuitive touch panel with icons and commands in easily distinguishable colors based on functions, as shown in Figure 3. The touch panel screen can display Japanese, English or Chinese by a simple command. Korean language will be available soon.
Figure 4 shows how the remote function keys for robot movements are arranged in a cross pattern that matches the key locations with the directions of robot movement, improving operability during inching and reducing operation error.

Figure 3 : Touch panel screen (upper part)
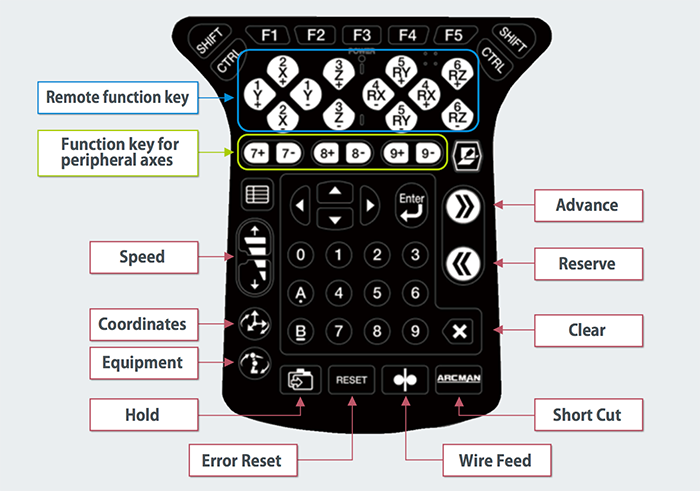
Figure 4 : New touch panel operation keys (bottom part)
2.3 High functions that meet diverse welding demands
2.3.1 Efficient horizontal fillet welding
A new back-and-forth weaving pattern along with conventional right-left weaving (see Figure 5), used in combination with a function that sets arc voltage at both vertical and flat member sides independently, enables a robot to achieve 6 mm leg length with a 1.2 mm dia. solid wire, current as high as 450 amperes, and 700 mm/min speed, while maintaining high quality welds without undercut or overlap. Such work can be applied to welding of small-sized construction machinery, agricultural machinery and truck beds.
Figure 6 compares the bead shapes obtained when welded by the new weaving function described above or by the conventional method.
While similar horizontal fillet welding can be carried out by the conventional ARCMAN™ series robotic welding systems by utilizing the arc sensor function, slower welding speeds are required (applicable leg length from 4 to 8 mm).
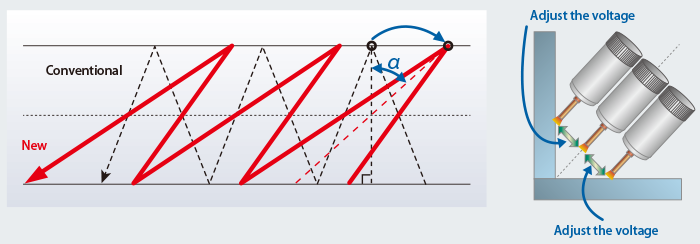
Figure 5 : Horizontal fillet welding with high welding speed
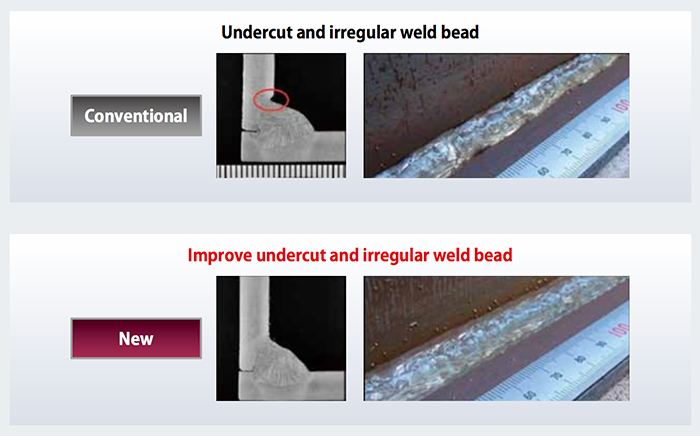
Figure 6 : Results of horizontal fillet welding at high welding speed
2.3.2 More automatic welding functions
The CB type controller comes pre-installed with more than 350 welding parameters and pass-sequence patterns that have been proven useful in actual welding. Therefore, even beginners can safely set up welding parameters. Since users may also add their own parameters, they can build up know-how that can expand to other robotic welding systems.
2.3.3 Support for visualized production
The new controller can store 20 times the number of robot movements and welding result logs than the conventional one. And it greatly improves productivity by preventing moment stops and by incorporating AP-SUPPORT™, which is the production support software developed by Kobe Steel that visualizes causes of production failure. This system greatly contributes in promoting informatization and visualization in the manufacturing industries.
Teaching programs and welding parameters in the CB type controller provide full backward compatibility to conventional type controllers. Therefore, customers who have already been utilizing the ARCMAN™ series welding systems can update to the latest model in the shortest time.
3. Postscript
In this article, the features of the newly developed CB type controller were discussed, together with an example of welding results.
It is expected that welding procedure technology will develop in parallel with further developments of robotic welding systems including controllers, welding power sources and peripheral equipment, leading to the total welding solutions that Kobe Steel always pursues.
Products
- Main Products
- Welding Consumables
- Arc welding robots
- Industries - Recommended Materials
- Welding Handbook Quick View
- Product Quick View & Highlights
- For HEAT-RESISTANT STEEL
- For STAINLESS STEEL
- For LOW-TEMPERATURE STEEL
- Product Highlight
- Catalog
- Technical Highlights
- Certification
- SDS ※English Only
- ARCMAN
- Welding Robot
- Software




