

- Home >
- Products >
- Technical Highlight >
- Vol.26: “1Z Series” welding consumables for galvanized steel sheets
Technical Highlight Vol.26
Vol.26: “1Z Series” welding consumables for galvanized steel sheets

1.Preface
Thanks to superb corrosion resistance and economical efficiency, galvanized steel sheets or zinc (Zn) coated steel sheets are currently applied in many fields such as automobiles, building materials, electric appliances, water pipes and supporting stands of solar panels, improving the quality and extending the life of the steel structural products that utilize these sheets.
However, galvanized steel sheets are known for poor welding usability, as they can generate spatter and fumes and cause porosity defects as well.
The 1Z Series welding consumables for galvanized steel sheets were developed in order to improve usability and porosity resistance during welding. A variety of galvanized steel sheets and the 1Z Series welding consumables are discussed in this article.
2.The features of different kinds of galvanized steel sheets
A wide range of galvanized steel sheets are available in the market. Some typical sheets and the composition of their coating films are shown in Table 1.
| Kinds of galvanized steel sheets | Composition of steel sheet coating film | Zn coating mass (g/m2) | |
|---|---|---|---|
| Hot-dip galvanized steel sheets | Hot-dip galvanized steel sheets | 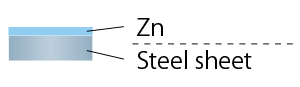 |
60-1000 |
| Hot-dip galvannealed steel sheets | 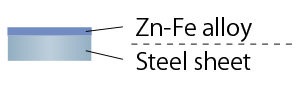 |
30-120 | |
| Hot-dip Zn-5% Al alloy-coated steel sheets | 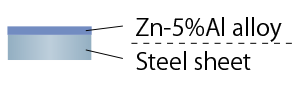 |
60-250 | |
| Hot-dip Zn-55% Al alloy-coated steel sheets | 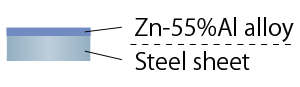 |
60-200 | |
| Hot-dip Zn-Al-Mg alloy-coated steel sheets | 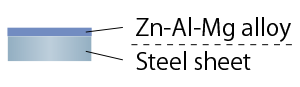 |
60-450 | |
| Double layered hot-dip galvannealed steel sheets | 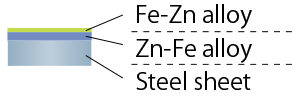 |
3-6/20-60 | |
| Electrogalvanized steel sheets | Electrolytic galvanized steel sheets | 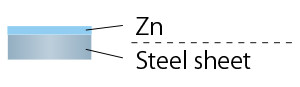 |
3-50 |
| Electrolytic Zn-Ni or Fe or Co alloy-coated steel sheets | 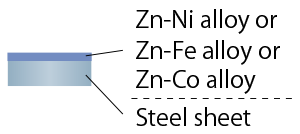 |
10-40 | |
| Prepainted steel sheets | Prepainted hot-dip galvanized steel sheets with organic resin | 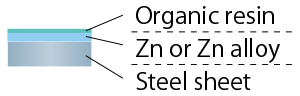 |
25-200μm/60-300 |
| Prepainted electrogalvanized steel sheets with organic film | 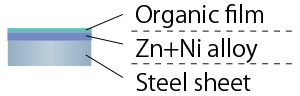 |
1μm/20-30 | |
2-1. Hot-dip galvanized steel sheets
These are steel sheets produced under the most common method in which steel sheets are dipped and galvanized in a high temperature bath of pure molten zinc. A similar method is the hot-dip galvannealed method, where the sheets are plated in a molten mixture of Zn and 8-10% iron alloy. Hot-dip galvannealed steel sheets, which are called GA steel sheets, are the main steel materials for car manufacturing.
2-2. Electrogalvanized steel sheets
Electrogalvanized steel sheets are electroplated with Zn while dipped in a bath of molten Zn. They feature a thin and uniform coating and are mainly applied in electric appliances.
2-3. Electrogalvanized steel sheets prepainted with organic film
They are galvanized steel sheets on which the Zn coating is coated with an additional layer of organic resin or film. This provides better corrosion resistance and looks attractive, too.
3.Porosity defects on galvanized steel sheets
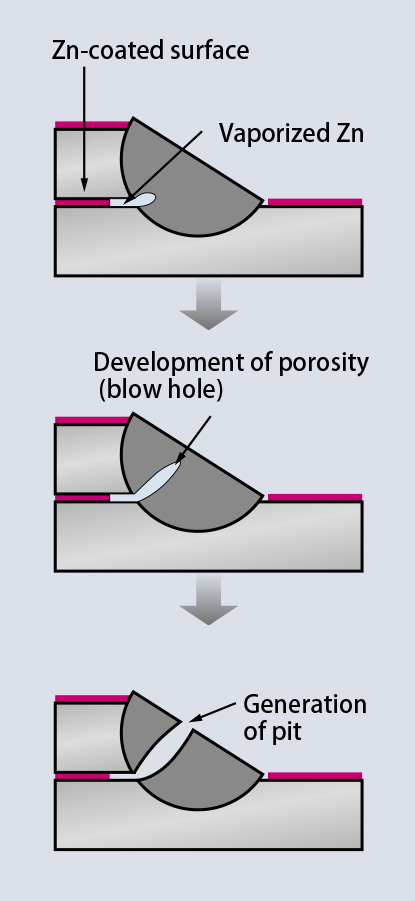
Figure1: The mechanism of porosity
generation in lap fillet welding
The biggest problem in welding galvanized steel sheets is the generation of porosity defects such as blow holes, pits and spatter. The welding usability of galvanized steel sheets varies depending on the weight per unit area of Zn film coating (hereinafter referred to as Zn coating mass) on the steel sheets. Where the Zn coating mass is higher, the occurrence of porosity defects and/or spatter increases. Figure 1 is a schematic drawing that shows the mechanism of porosity generation in lap fillet welding of galvanized steel sheets.
When Zn, which has a boiling point of about 900°C, is heated by the arc and decomposes pyrolytically, it vaporizes and generates a large amount of gas. Porosity forms from the vaporized Zn gas that remains in the molten pool. The effects of porosity include poor bead appearance, low tensile strength caused by cross-sectional defects and reduced productivity due to repairs, all of which are problems linking quality and cost.
Furthermore, the vaporized Zn gas prevents stable droplet transfer. The gas disturbs the arc as it ejects underneath, causing the droplets to become larger and unable to transfer smoothly to the molten pool; instead, they are short-circuited by the molten pool, generating a large amount of spatter.
4.Welding consumables for galvanized steel sheets
The Zn coating mass is so influential in welding galvanized steel sheets that the selection of welding methods and consumables is extremely important. Table2 shows the features of the newly-developed 1Z Series welding consumables for galvanized steel sheets while Table 3 shows the chemical compositions and mechanical properties of their deposited metals.
| Trade names | Shielding gas | Polarity | Dia(mm) | AWS/JIS | Recommended Zn coating mass(g/m2) |
|
|---|---|---|---|---|---|---|
| Solid wire | [F]SE-1Z | CO2 | DC(+) | 1.0 1.2 | AWS A5.18 ER70S-G |
≥ 100 |
| [F]MG-1Z | CO2 | DC(+) | 1.0 1.2 | AWS A5.18 ER70S-G |
≥100 | |
| Gas-shielded FCW |
[F]MX-1Z | CO2 | DC(+) | 1.2 | AWS A5.20 E70T-1C |
≥150 *1 |
| [F]MX-100Z | CO2 | DC(+) | 1.2 | AWS A5.20 E71T-1C |
≥ 150 *2 | |
| [F]DW-1SZ | CO2 | DC(-) | 1.4 | JIS Z 3313 T 49 0 T5-1 C A |
≥ 550 | |
| Covered electrode |
[F]Z-1Z | --- | AC,DC(±) | 3.2 4.0 5.0 6.0 |
JIS Z 3211 E4340 |
≥ 550 |
| Self-shielded FCW |
[F]OW-1Z | --- | DC(-) | 1.2 | AWS A5.20 E71T-GS |
≥ 550 |
*2. It is recommended for equal to or less than 200A.
| Trade names | Chemical compositions(%) | Tensile properties | Absorbed energy |
||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | S | Al | 0.2% OS (MPa) |
TS (MPa) |
El (%) |
0°C (J) | ||
| Solid wire | [F]SE-1Z | 0.10 | 0.49 | 1.10 | 0.009 | 0.009 | - | 430 | 540 | 30 | 110 |
| [F]MG-1Z | |||||||||||
| Gas-shielded FCW |
[F]MX-1Z | 0.05 | 0.50 | 1.52 | 0.011 | 0.010 | - | 480 | 570 | 26 | 83 |
| [F]MX-100Z | 0.10 | 0.40 | 1.55 | 0.011 | 0.012 | - | 480 | 590 | 27 | 100 | |
| [F]DW-1SZ | 0.12 | 0.15 | 1.48 | 0.010 | 0.005 | - | 420 | 560 | 26 | 60 | |
| Covered electrode |
[F]Z-1Z | 0.09 | 0.15 | 0.48 | 0.015 | 0.005 | - | 380 | 450 | 26 | 100 |
| Self-shielded FCW |
[F]OW-1Z | 0.25 | 0.23 | 0.91 | 0.008 | 0.002 | 2.38 | --- | --- | --- | --- |
4-1. Solid wires
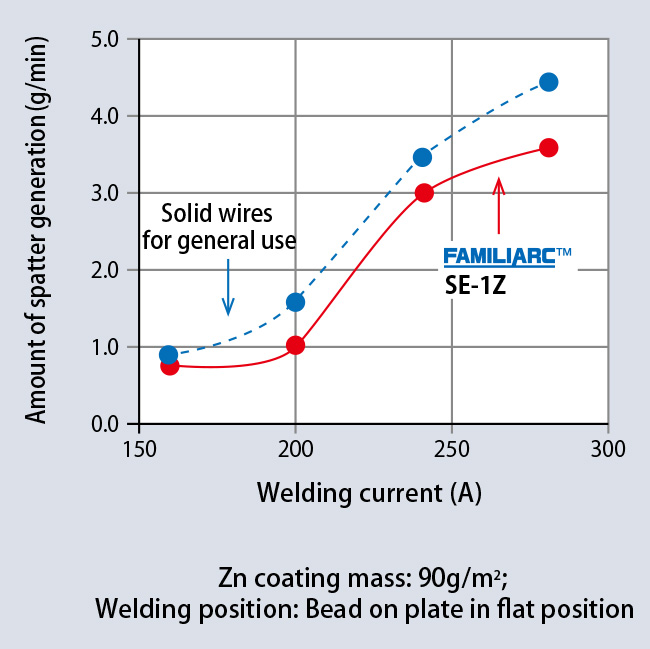
Figure 2: Comparison of spatter generation
between [F] SE-1Z and solid wires for general use
[F]MG-1Z, a solid wire exclusively developed for welding galvanized steel sheets, is designed to produce higher viscosity in the molten metal than solid wires for general use in order to increase porosity resistance further.
High viscosity prevents the molten metal from flowing directly under the arc and helps vaporized gas to discharge easily, thus providing excellent porosity resistance.
Another solid wire, [F] SE-1Z, which is non-Cu coated, has also been added to the same product range. Standing for Smooth and Ecology, [F] SE-1Z offers smooth wire feedability and electric conductivity even without a copper coating. Due to the non-Cu coating, Cu flaking, which is usually caused by the pressure of a pressing roller or by contact with the liner inside a conduit cable, never happens, and accordingly, poor wire feeding does not occur. In addition, it can maintain sufficient corrosion resistance because special anti-corrosion treatment prevents the local cell action (caused by dissimilar metal contact between Fe and Cu) from occurring. [F] SE-1Z is also designed to obtain higher than usual viscosity of the molten metal, and the wire’ s superb feedability and stable arc reduces spattering as shown in Figure 2.
As for the shielding gas, CO2 gas is the most suitable for both wires; on the other hand, neither Ar-CO2 mixed gas nor the pulsed MAG process are recommended from the viewpoint of porosity resistance.
Sheet thicknesses of between 1.6 and 6.0 mm and the horizontal and flat welding positions are recommended.
Although [F] MG-1Z and [F] SE-1Z offer higher porosity resistance than solid wires for general use, the gas metal arc welding (GMAW) process is no better in terms of porosity resistance than the flux cored arc welding (FCAW) or shielded metal arc welding (SMAW) processes. The recommended Zn coating mass on both [F] SE-1Z and [F] MG-1Z is equal to or less than 100g/m2.
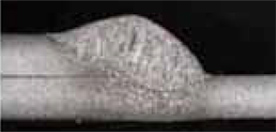
Figure 3 shows the bead appearance and cross-sectional macrostructure in both horizontal fillet welding and lap fillet welding of [F] SE-1Z .
Horizontal fillet weld: 180A-22V-500mm/min; Sheet thickness: 2.3mm; Zn coating mass: 90g/m2


Lap fillet weld: 175A-21V-500mm/min; Sheet thickness: 2.3mm; Zn coating mass: 90g/m2
 Bead appearance
Bead appearance
 Macrostructure
Macrostructure
Figure 3: Bead appearance and cross-sectional macrostructure of [F] SE-1Z (1.2mm dia.) weld
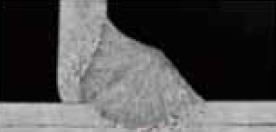
Lap fillet weld: 240A-30V-450mm/min; Sheet thickness: 3.2mm; Zn coating mass: 135g/m2
 Bead appearance
Bead appearance
 Macrostructure
Macrostructure
Figure 4: Bead appearance and cross-sectional macrostructure of [F] MX-1Z (1.2mm dia.) weld
4-2. Flux cored wires
When the Zn coating mass of the galvanized steel sheet is equal to or less than 150g/m2, [F] MX-100Z or the newly-developed [F] MX-1Z are recommended, depending on the applicable welding current zone. [F] MX-1Z provides excellent arc stability at the welding current of not less than 200A while [F] MX-100Z does so in the low current zone equal to or less than 200A.
By contrast, when the Zn coating mass is equal to or more than 150g/m2, [F] DW-1SZ is suitable.
[F] DW-1SZ features excellent porosity resistance, small-sized spatter and a stable arc; in addition, it is suitable for all position welding. However, it can only be utilized with direct current electrode negative (DCEN).
Lap fillet weld: 140A-19V-300mm/min; Sheet thickness: 2.3mm; Zn coating mass: 135g/m2
 Bead appearance
Bead appearance
 Macrostructure
Macrostructure
Figure 5: Bead appearance and cross-sectional macrostructure of [F] MX-100Z (1.2mm dia.) weld
Horizontal fillet weld: 240A-22V-250mm/min; Sheet thickness: 6.0mm; Zn coating mass: 550g/m2
 Bead appearance
Bead appearance
 Macrostructure
Macrostructure
Figure 6: Bead appearance and cross-sectional macrostructure of [F] DW-1SZ (1.4mm dia.) weld
4-3. Covered electrode
[F] Z-1Z is another newly-developed covered electrode for welding galvanized steel sheets. Its special features include strong arc blow and an excellent arc concentration. As it provides good arc stability, spattering is reduced.
[F] Z-1Z’s recommendable Zn coating mass is equal to or less than 550 g/m2, and it is suitable for welding hot-dip galvanized steel sheets as well as normal steel plates.
Figure 7 shows the bead appearances, cross-sectional macrostructures in both horizontal fillet welding and lap fillet welding and the fractured surface of horizontal fillet welding of a [F] Z-1Z (4.0mm dia.) weld.
Horizontal fillet weld: 130A; Sheet thickness: 6.0mm; Zn coating mass: 450g/m2


Lap fillet weld: 130A; Sheet thickness: 6.0mm; Zn coating mass: 450g/m2
 Bead appearance
Bead appearance
 Macrostructure
Macrostructure
Fractured surface of horizontal fillet weld
 Fractured surface
Fractured surface
Figure 7: Bead appearance, cross-sectional macrostructure and fractured surface of [F] Z-1Z (4.0mm dia.) weld
4-4. Self-shielded flux cored wire
[F] OW-1Z is a self-shielded flux cored wire (FCW) that does not require shielding gas and is suited to outdoor welding. Its high porosity resistance minimizes porosity defects even in welding galvanized steel sheets with rather high Zn coating mass of up to 550 g/m2.
However, sufficient care must be paid during use, because it has to be utilized with DCEN polarity only, it is limited to sheets with plate thickness from 1.0 to 6.0 mm and it should not be applied to weld joints requiring high notch toughness.
Figure 8 shows the bead appearances and cross-sectional macrostructures of [F] OW-1Z (1.2mm dia.) in horizontal fillet welding and lap fillet welding.
Horizontal fillet weld: 230A-22V-300mm/min; Sheet thickness: 6.0mm; Zn coating mass: 550g/m2

Lap fillet weld: 280A-25V-300mm/min; Sheet thickness: 6.0mm; Zn coating mass: 550g/m2
 Bead appearance
Bead appearance
 Macrostructure
Macrostructure
Figure 8: Bead appearance and cross-sectional macrostructure of [F] OW-1Z (1.2mm dia.) weld
The photos in Figures 9 and 10 show the welding of a frame structure for a bus with [F] SE-1Z and of a water pipe with [F] Z-1Z.
![Figure 9: Welding a frame structure for a bus with [F] SE-1Z](../../images/education-center/technical_hightlight/vol26_31.jpg)
Figure 9: Welding a frame structure for a bus
with [F] SE-1Z
![Figure 10: Welding a water pipe with [F] Z-1Z](../../images/education-center/technical_hightlight/vol26_32.jpg)
Figure 10: Welding a water pipe with [F] Z-1Z
5.Postscript
In welding hot-dip galvanized steel sheets, welding efficiency can be improved by selecting the most suitable combinations of welding method and consumable and taking into consideration the type of galvanized steel sheet as well as its Zn coating mass.
The 1Z Series welding consumables for galvanized steel sheets are suitable for sheets with a wide range of Zn coating mass and can be utilized under a range of welding procedures. They are also designed to reduce porosity defects and spatter generation.
Note: Welding galvanized steel sheets generates more fumes than does welding normal steels. Please pay special attention, therefore, to environmental safety and hygiene by ensuring appropriate ventilation as well as by using respiratory protection devices.
[References]
K. Yamazaki: Gas shielded arc welding of galvanized steel sheet s ‒ problems and solutions - : The Japan Welding and Engineering Society, WE-COM Magazine Vol. 11 (Jan. 2014)
[F] in trade names indicate FAMILIARC.
Products
- Main Products
- Welding Consumables
- Arc welding robots
- Industries - Recommended Materials
- Welding Handbook Quick View
- Product Quick View & Highlights
- For HEAT-RESISTANT STEEL
- For STAINLESS STEEL
- For LOW-TEMPERATURE STEEL
- Product Highlight
- Catalog
- Technical Highlights
- Certification
- SDS ※English Only
- ARCMAN
- Welding Robot
- Software




