

- PÁGINA PRINCIPAL >
- CENTRO EDUCACIONAL >
- Fundamentos de la Soldadura por arco con CO2 >
- Fundamentos de la Soldadura MAG (Soldadura por arco con CO2) >
Fundamentos de la Soldadura MAG (Soldadura por arco con CO2)
7. Tasa de flujo del gas de protección y distancia de la boquilla durante la soldadura
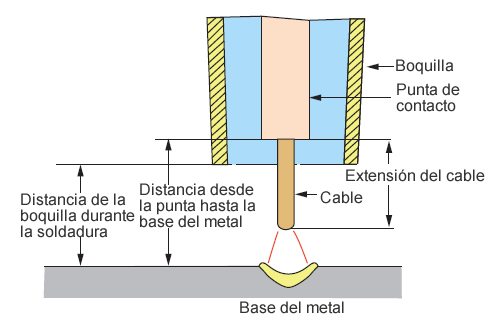
La tasa de flujo del gas de protección y la distancia de la boquilla durante soldadura, afectan marcadamente la ocurrencia de defectos como gránulos y agujeros causados por ésta. Por lo tanto, una tasa apropiada de flujo de gas y la distancia de la boquilla de soldadura, deben ser determinados considerando las condiciones de soldadura. Las relaciones entre la tasa de flujo de gas y agujeros; además, entre la distancia de la boquilla durante la soldadura y los agujeros, se muestran en las siguientes tablas. La última tabla muestra las tasas apropiadas de flujo de gas y las distancias de la boquilla al momento de soldar.
| Distancia de la boquilla al momento de soldar (mm) |
Tasas de flujo de gas de protección (ℓ/min) |
Apariencia de la línea de soldadura | Resultados de las pruebas con rayos X |
|---|---|---|---|
| 20 | 25 | ||
| 20 | |||
| 15 | |||
| 10 | |||
| 5 |
| Distancia de la boquilla al momento de soldar (mm) |
Tasas de flujo de gas (ℓ/min) |
Apariencia de la línea de soldadura | Resultados de las pruebas con rayos X |
|---|---|---|---|
| 10 | 20 | ||
| 20 | |||
| 30 | |||
| 40 | |||
| 50 |
| Diámetro del cable (mmφ) |
Corriente de soldadura (A) |
Distancia de la boquilla al momento de soldar (mm) |
Tasas de flujo de gas (ℓ/min) |
|---|---|---|---|
| 1.2 | 100 | 10~15 | 15~20 |
| 200 | 15~20 | 20~25 | |
| 300 | 20~25 | ||
| 1.6 | 300 | 20~25 | 20~25 |
| 350 | |||
| 400 |
8. Extensión del cable
La extensión del cable brinda una gran influencia en la apariencia de la línea de soldadura, profundidad de la penetración, estabilidad del arco y eficiencia. Si es muy corta, mayor será la cantidad de adhesión de salpicadura sobre el interior de la boquilla obstruyendo el continuo flujo de gas de protección. La siguiente tabla muestra los efectos de la extensión del cable en numerosos desempeños, y la Fig. 5 muestra la extensión de cable apropiada para las corrientes de soldadura correspondientes.
| Numerosos desempeños |
Influencias |
|---|---|
| Grado de fusión | Con una corriente de soldadura constante, mientras mas larga sea la extensión del cable, mayor será la tasa de derretimiento. |
| Estabilidad del arco | Cuando la extensión del cable es excesiva, el arco se vuelve inestable y se incrementa la salpicadura. |
| Penetración | Cuando la extensión del cable es excesiva, la penetración es superficial. |
| Porosidad | Cuando la extensión del cable es excesiva, la distancia de la boquilla al soldar se vuelve larga; así, el efecto de la protección se degrada, a partir de eso, se causa una tendencia mas alta de ocurrencia de porosidad |
| Otros | Cuando la extensión del cable es muy corta, la boquilla esconde la vista del canal de soldadura y el charco de soldadura. la salpicadura se adhiere demasiado a la superficie interior de la boquilla, causando un gas protección deteriorado. además, la punta de contacto y la boquilla se verán severamente dañadas. |
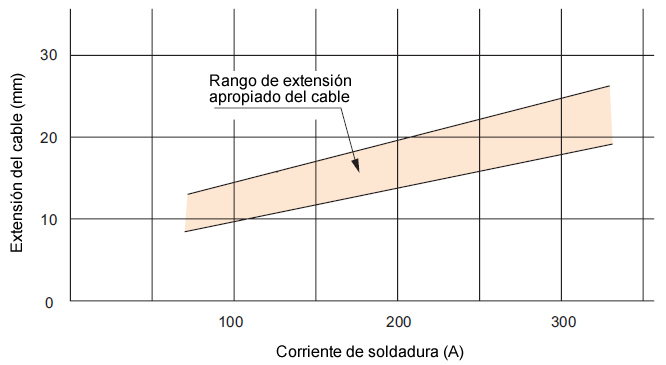
Fig. 5 Extensión apropiada del cable en relación con la corriente de soldadura
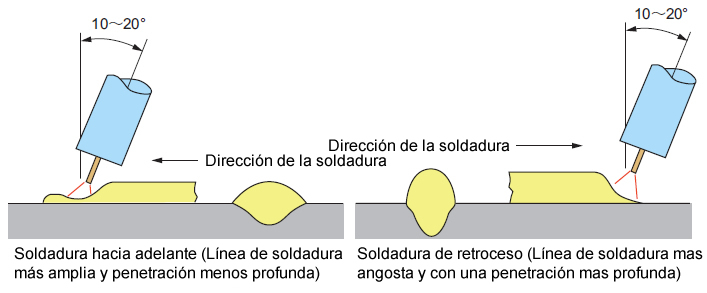
9. Soldadura hacia adelante y soldadura de retroceso
En la soldadura de arco de CO2, la antorcha puede ser manipulada con la técnica de soldadura hacia adelante o la técnica de soldadura de retroceso. Cada técnica de soldadura tiene diferentes características; por lo tanto, se debe escoger la técnica apropiada de acuerdo a la aplicación. la soldadura hacia adelante se adopta en muchas aplicaciones, mientras que la soldadura de retroceso es más apropiada en soldadura de canal con una corriente alta.
・Soldadura hacia adelante y soldadura de retroceso
Características de soldadura hacia adelante :
- ①
- Fácil de colocar el cable sobre la línea de soldadura
- ②
- Forma plana de la linea de soldadura con poco refuerzo.
- ③
- Fusión consistente, a través de una linea de pase de raiz.
- ④
- Partículas comparativamente grandes de salpicadura esparcidos hacia delante.
- ⑤
- Penetración superficial debido al metal derretido esparcido hacia delante.
Características de la soldadura de retroceso :
- ①
- No es facil ver la linea de soldadura escondida por la boquilla.
- ②
- La forma de la linea de soldadura es angosta con un gran refuerzo.
- ③
- Dificil de obtener una fusión consistente a través de un pase de raiz.
- ④
- Ggeneración de un bajo salpicamiento.
- ⑤
- Una penetración profunda debido a la formación de un charco derretido que se forma en la parte trasera.
- ⑥
- Ancho de linea de soldadura facil de controlar y el refuerzo para facilitar el ver la forma de la linea de soldadura.
| Aplicación | Soldadura hacia adelante |
Soldadura de retroceso |
Razones |
|---|---|---|---|
| Placa delgada, soldadura plana | ○ | × | Fácil de ver el canal. Penetración superficial con una línea de soldadura plana. |
| Placa mediana/gruesa, Soldadura plana | ○ | ◎ | Penetración mas profunda, mayor facilidad de uso y menos pases en la soldadura de retroceso. |
| Soldadura en ángulo horizontal (Soldadura de 1 pase) |
○ | × | Forma plana de la línea de soldadura. |
| Soldadura en ángulo horizontal (Soldadura de pases múltiples) | ○ | ○ | La soldadura de retroceso es apropiada para pases de relleno y la soldadura de antemano para pases de cubierta. |
CENTRO EDUCACIONAL




